Oozing over print while going to wipe tower
Hi
Not sure to post this here or in hardware troubleshooting...
I recently conducted my initial test print using the Five Tool XL and encountered an issue with nozzle oozing. This results in blobs forming along the nozzle's travel path to the wipe tower. The tool doesn't navigate around the print, leading to blobs on the external seams of the model.
I think this problem is solvable through software adjustments. Currently, the nozzle doesn't attempt to avoid the print while moving. This means that if the nozzle oozes while returning to its dock or the wipe tower, it risks leaving blobs on any part of the model in its path.
Here is a demonstration:

Observe how the white tool on the left side aims to travel to the wipe tower on the right. In doing so, it moves across the entire print, leaving behind unwanted blobs, as indicated by the red circles.
The result:

In another test using Pikachu, I relocated the wipe tower to the back of the print, hoping that the issue wouldn't be visible on the sides. However, this change didn't eliminate the problem; it simply moved it to a different area as the nozzle oozing is causing blobs to form on the seams at the back.


There is a lot of stringing happening between the the print and prime tower, the prime tower looks more like a spider's web actually...
RE: Oozing over print while going to wipe tower
Yea i have the same problem. It seems we need to tune our starting gcode or toolchange gcode and retraction. I also thought about a automatically nozzle cleaner with a brush.
RE: Oozing over print while going to wipe tower
Found this here that I want to try, use dremel bits
https://www.printables.com/model/462473-prusa-xl-series-nozzle-scrubber-brush
Prusa slicer also for some reason always put the wipe tower furthest away from the tools park area, I manually move it between the print and the park area instead so it doesn't pass over the print every time.
RE: Oozing over print while going to wipe tower
Yes i know that on printables already. but i dont like it that much. i would use a bigger brush and extra move. Yea i also always change the position of the wipe tower 😀
RE: Oozing over print while going to wipe tower
I tried this, it didn't correct my dirty nozzle calibration issues. Also I suspect it may have knocked off my Extruder 2 offset calibration. This may have been from the firmness off my brush...but if it was soft, it probably wouldn't remove the debris either.
RE: Oozing over print while going to wipe tower
I’ll repeat what I’ve been replying to other posts with here since it’s the same issue:
RE: Stringing Issues
1. Set your temps correctly. I.e, pla should be 200c not 220 per the preset. PETG should be 235 not 240. The bed can be way lower for PETG and it can be the same as pla otherwise the xl fw won’t be happy, because the Prusa “Engineers” are not good at understanding requirements and constraints.
2. Set “Retraction when tool disabled “ for each extruder to around 11mm to retract out of the melt zone when parked.
3. Turn off the prime tower. You won’t need it.
4. Remember that Prusa is not the single greatest 3d printing know it all. It’s not.
RE: Oozing over print while going to wipe tower
Got exact the same issue ...
I’ll repeat what I’ve been replying to other posts with here since it’s the same issue:
RE: Stringing Issues
1. Set your temps correctly. I.e, pla should be 200c not 220 per the preset. PETG should be 235 not 240. The bed can be way lower for PETG and it can be the same as pla otherwise the xl fw won’t be happy, because the Prusa “Engineers” are not good at understanding requirements and constraints.
2. Set “Retraction when tool disabled “ for each extruder to around 11mm to retract out of the melt zone when parked.
3. Turn off the prime tower. You won’t need it.
4. Remember that Prusa is not the single greatest 3d printing know it all. It’s not.
Why lowering temps? I mean, I got it on a Prusa XL with Prusament PLA with Prusa recommended settings... that should be as tuned as could be...
RE: Oozing over print while going to wipe tower
I know this may be hard to see if one’s experiences with 3d printing are all primarily with Prusa products, but for those who have lots of other types of 3d printers and have been 3d printing for quite awhile it is well known that Prusa is far from the expert many here assume it is.
PLA is and has always been; 190-220c. With its glass point right at 190. For most formulations the optimal is 200c. Why does Prusa make it hotter? beats the heck outta me! There’s tons of things Prusa has done that have never made any sense! Make it as hot as Prusa wants in their default material presets and the stuff will drool down even if you retract out of the melt zone. You don’t want that! You want the material to hold together when it’s retracted so that there’s no blobs and no gaps. When we first started printing with PLA 12 or 13 years ago, the assumed temp from Makerbot was 230c. This caused heat creep which means the stuff went soft in the extruders thermal barrier and on detraction expanded which clogged the extruder. As such, the rule of thumb was the right temp is the exactly at the temp which fuses the material an no more than that.
Historically and consistently, Prusa ignores all of the lessons learned in the open source community.
RE: Oozing over print while going to wipe tower
Well temp has also to do with printing speed. Faster printing requires some more heat.
On my 1st printer (CR6 SE) I printed between 195 and 210.
Now on my Vorons, X1C’s print speeds is substantially faster hence higher temps. Now Prusa has IS and those speeds are higher on my MK4’s and XL, I expect the same there.
Same filament on the MK4 gives no stringing, temp around 220. That filament on XL single color also 220 and no stringing. Yet when I use tool changes on the XL, stringing starts. My guess it has to do with retraction between changes.
Got quite some experiences, yet not with tool changes. 🙂
RE: Oozing over print while going to wipe tower
You make a very good point. Yes you need to go hotter to go faster.
However, the speeds you are going to get from the XL are not that fast. If you’re thinking Voron or HevORT speeds on the XL fagetaboutit!
The mkiii, the mkiv and the xl do not go that fast. Additionally, it’s not just how hot you are but the size of the melt zone as well as the speed the filament has to travel through that melt zone which in turn means a much larger hot block. Look at the E3d volcano.
I regularly over the past 10 years or so print at 80mm/s with my Rep2s. On my CloneR1 I go 120mm/s before any effects are seen. These machines all use a larger hot block and in turn have a larger melt zone than the Nextruders have. All of these use the lower temps I stated above.
BTW… don’t get me wrong… IME, the XL is a total speed demon for a toolchanger. I get comparable speeds on the XL to the cloneR1 which is way way faster then the E3d toolchanger. But it ain’t a HevORT!
So... make it cooler and it won’t drool.
RE: Oozing over print while going to wipe tower
Oh, yeah and you have to retract on tool disable all the out of the melt zone.
RE: Oozing over print while going to wipe tower
A man must be big enough to admit his mistakes
That said, I've got to admit that the default 230/220 is now 220/200 and first print looks a lot better!
Didnt touched the retraction when parked and still using prime tower... But I'll play later with that 🙂
I’ll repeat what I’ve been replying to other posts with here since it’s the same issue:
RE: Stringing Issues
1. Set your temps correctly. I.e, pla should be 200c not 220 per the preset. PETG should be 235 not 240. The bed can be way lower for PETG and it can be the same as pla otherwise the xl fw won’t be happy, because the Prusa “Engineers” are not good at understanding requirements and constraints.
2. Set “Retraction when tool disabled “ for each extruder to around 11mm to retract out of the melt zone when parked.
3. Turn off the prime tower. You won’t need it.
4. Remember that Prusa is not the single greatest 3d printing know it all. It’s not.
RE: Oozing over print while going to wipe tower
I’m told the latest versions of these presets defaulted the “Retraction on tool disable” to something like 20mm. I found that around 12 mm is enough. So go look, you may already be retracting out of the melt zone when the tool parks.
RE: Oozing over print while going to wipe tower
Not in current and latest beta1 ... I've created a profile for it to test some 🙂
I’m told the latest versions of these presets defaulted the “Retraction on tool disable” to something like 20mm. I found that around 12 mm is enough. So go look, you may already be retracting out of the melt zone when the tool parks.
RE: Oozing over print while going to wipe tower
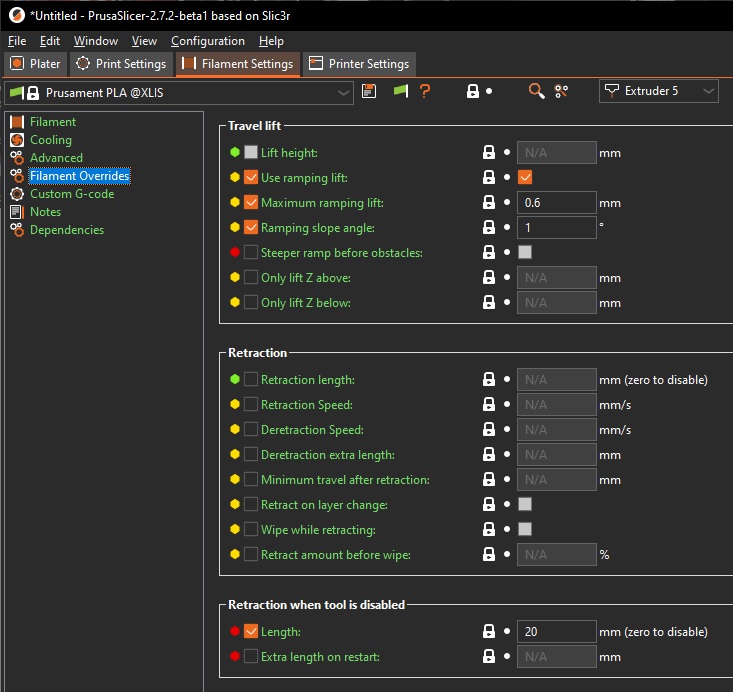
The setting is in two places but Prusa decided to use the Filament Override rather than a Printer Setting for whatever reason.
XL-5T, MK3S MMU3 || Printing with multiple nozzle-sizes: Official Guide, Unofficial(old) || PrusaSlicer Fork || Other advanced slicer tactics || TPU || HF Nozzles
RE: Oozing over print while going to wipe tower
I’d put it in a filament override if it varied as a function of the material. It may for retraction speed, but imo, not for retraction length. It needs to draw out of the melt zone for all materials.
RE:
Toby, does this work for you with flexibles? The default flex profiles still retract on park only 2.5mm, if I increase it I get blockage after 20 minutes or so.
RE: Oozing over print while going to wipe tower
I did a number of large tpu prints without a problem, but I may not have had a lot of tool changes in those prints. If I do see that as a problem, the first thing I would do is slow down retraction speed. And... yeah I already know that you can’t slow down retraction speed for “Retract on tool disable”, only for the general retraction settings. I posted this as an issue on the fw GitHub months ago. Retraction on tool disable where you retract out of the melt zone is a different kind of retraction then during the toolpath… very different and as such we should be able to slow the retraction down to allow air to be drawn up though the nozzle so that all the material is pulled up. Yet another thing Prusa is ignorant of.
RE: Oozing over print while going to wipe tower
I agree this might be the cause. On standard retractions (i.e. not park) the Nextruder really does not like high retract speeds.
RE: Oozing over print while going to wipe tower
I believe that the retraction speed setting also controls the speed for Retraction on tool disable. So if you slow it down there for regular retraction it also slows it down on the toolchange.