Cleaner and tighter Support Material Interface on Qidi Slicer (Prusa based)
Hello all,
First off, I am extremely new to the 3D printing world, as well as to this forum, so my apologies if my question here is something that is simple to resolve (which would be great) and if I am posting this in the wrong section. If this question has been previously answered, please help me by pointing me in the right direction.
I recently acquired a Qidi X-Smart3 printer and I am using their Qidi Slicer software (version 1.1.1), which is based of the Prusa Slicer. After making several prints, I noticed that anything that I printed that required support beneath the first layer, there is this single layer of sparsely spaced out filament, so much so that I can clearly see through that layer to layer above it. In my example, here is a picture of the bottom of the calicat, in particular the area between its feet. As you can see, there is a layer with large swirly lines that I can see through.

Looking through the layers in the slicer, it seems this layer is supposed to be the "Support material interface". However, if this is supposed to be part of the support, it is not removable at all as it seems to be strongly fused with the layer above it. If I attempt to pull this layer off, it seems to either tear together with it the layer above it, or it will come off in messy pieces, leaving behind pieces or gaps.

And here is my Support setting in the slicer. I haven't played around with any of the settings here and left it as default.

My questions are - Should I actually remove this layer, or leave it as is? If I am to remove this layer, is there a setting so that this is easier to remove without affecting the layer above it? And if this layer is supposed to stay, is there a way I can make it much tighter and cleaner with no gaps, similar to the finish of either the external perimeter or top solid infill?
Actually, now that I'm asking the questions, why wouldn't it be immediately the solid infill layer after the Support material, but instead there is the Support Material interface layer and a Bridge infill layer before the Solid infill layer?
Again, sorry if these questions seem to be silly questions. Still learning and getting used to 3D printing. I'm actually very happy with my experience so far, almost all my prints are coming out as expected. My current biggest hurdle seem to be the print quality of any surface that has supports attached to it, and this large swirly Support material Interface layer giving me a headache.
Thank you in advance for all your help 🙂
RE: Cleaner and tighter Support Material Interface on Qidi Slicer (Prusa based)
That is incorrect. That layer between the legs of the calicat is actually your prints bottom layer. Its bridged, which means its not squished against anything. So the lines are not really stuck together. It is not the interface layer. Imagine if you were printing 0.2mm above the build plate on your first layer. Thats exactly what you get as in your picture.
The problem with moving the support close enough to squish into it, is that unless its a soluble filament or another different type that wont stick it gets impossible to remove. If supports are the same material as you are printing then get used to not having good looking layers above support. That's why if the looks are important design your parts to hide those areas where possible, or print in multiple parts and fasten together afterwards.
Btw grid is pretty pointless, use snug.
RE: Cleaner and tighter Support Material Interface on Qidi Slicer (Prusa based)
Hi Neophyl, thank you very much for your reply and explanation. It makes sense that the Support Material Interface layer isn't squished, as such not giving a clean finish like those of the parameter or solid infill layers.
I think my question now becomes: since the Support Material Interface layer isn't supposed to be removed and is part of the bottom layer, is there any way to make the pattern tighter, so there are no gaps between the lines, similar to how dense the bridge infill layer would be. The Support Material Interface layer doesn't need to be squished, but just tighten into a more concentrated pattern. That would solve my problem.
And thank you for your suggestion to use snug. I've tried using snug numerous times, but kept running into issues removing supports from tight spaces, probably because how much cleaner the supports are than grid. Maybe I need to fine tune my support settings as well.

RE: Cleaner and tighter Support Material Interface on Qidi Slicer (Prusa based)
I’ll point out again that on your picture of your print the support interface layer has been removed already. The support interface layer is supposed to be removed and In your picture has been.
If you want the dark green interface layer to be ‘tighter’ then you adjust the interface pattern spacing. You have it set to 0.5 in one of your pics above which is quite widely spaced.
On normal prints I find that using 4 layers of interface that is closer together (like 0.2) gives a denser layer. This denser layer becomes easier to peel off. The problem with sparse interface layers is that they peel apart when being removed, where they do touch the bottom surface they stick naturally and so you get patches that are hard to remove. Making the interface more homogeneous makes it easier to remove in larger sections.
btw your calicat example needs zero support. It’s designed not to use any. The filament between its legs will easily bridge such a short distance, making support in this case pointless.
In my opinion the best way of using supports in the current versions of PS is to use the for support enforcers only option and then to use the enforcer painting options to define where you want support. The auto paint is a decent starting point but manual tweaking will generally yield better results once you learn what is actually needed.
Many times the slicer software will use an over abundance of supports. It is well worth learning the tools and techniques for support.
Support removal also benefits from certain general techniques. Removing the thinner general support first and then for the interface layer pushing it away from the surface works best. A set of dental picks can help with the task immensely.
RE: Cleaner and tighter Support Material Interface on Qidi Slicer (Prusa based)
Neophyl, apologies for my delayed response, had a bit of a busy day yesterday.
Thank you very much again for your very insightful replies. These are extremely helpful and I'm learning a lot from them.
Understood on the part that the support interface layer is already removed. I've played around with making the interface layer tighter as per your suggestion, and I've also started to be braver with making decisions on whether supports are necessary in most areas of my print. Like you mentioned, the Calicat doesn't actually need any support, and that made me realize that most short to medium distance runs don't actually need any support and still can successfully print. I also followed your suggestion to use the enforcer paint tool to quickly see where the slicer thinks supports may be needed, and make my decisions based on it.
Speaking of customizing the supports, I did what you suggested, as well as following this recommendation https://forum.prusa3d.com/forum/prusaslicer/prusaslicer-hard-to-remove-supports/
While in certain situations, it does seem a bit easier to remove the supports, I still occasionally run into situations like this picture below. I've printed this 5 times now and was never able to successfully remove the support without either leaving a lot of support "burrs", or damaging the object itself due to the excessive force I needed to pull the supports out. The supports always seem to "fuse" very well with the layers and requires me exert a lot of force to snap the supports out. I've tried using Xacto knife to slice some of the supports first before pulling them out, but it never really works well either.
What I do seem to notice is that I have an easier time removing supports on prints from certain filaments compared to others. When printing on Qidi's Rapido Matte PLA, the supports seems to just snap off easily. But with this Sunlu's silver PLA, the supports just don't like to come off at all.
I do seem to need to get dental picks. Would definitely never thought of that. Thank you.

RE: Cleaner and tighter Support Material Interface on Qidi Slicer (Prusa based)
Neophyl, the issue I seem to be encountering apparently isn't related to the "Support Material Interface" but the "Bridge Infill". It wasn't very obvious to me with the Calicat print, but on another print I did over the weekend, it's very clear from the direction of the lines that the layer with massive gaps is the Bridge Infill layer.


I saw another post that you responded to that discussed the same issue I'm having - https://forum.prusa3d.com/forum/prusaslicer/poor-surface-due-to-bridging-infill-over-support/
I was wondering if there is a setting in the current Prusa Slicer that addresses the issue with the bridge infill (size and gap) or allow us to remove it altogether? If not, do you have any recommendation on what other slicer I should give a try? Thank you again for all your help.
RE: Cleaner and tighter Support Material Interface on Qidi Slicer (Prusa based)
Sorry, didn't see your reply on the 13th. For that one I would be tempted to break the middle section out with some needle nosed pliers leaving the top and bottom interface. Then once the middle has gone you can use something thin (like dental picks or a thin flat blade screwdriver or similar) to push the support away from the surface. At the moment the middle of the support stops that and trying to rip it sideways isn't that effective. I like to think of the support interface a bit like velcro. It is very resistant to sideways movement but directly away from the surface and it comes off much easier.
As for the bridging, yeah that is what I'm talking about when it comes to having not very good looking layers. The best results I had were with Super Slicer. Unfortunately its a few versions behind and all the recent versions seem to have a lot of bugs. Merill was away from the project for quite awhile but is back now so hopefully in a few months we might get a decent usable version again.
With SuSi I was finding that by setting the bridge flow to 110-120% I could get better side to side adhesion and still have it removeable (just). PS doesn't have those same settings though and I'm not sure SuSi will end up with them either once the merge into a more recent PS version is done.
In PS setting the Thick Bridges to OFF and setting Print Settings>Advanced>Flow>bridge flow ratio to 1.0 or even 1.1 gets you better side to side. However it does mean that you aren't stretching the filament any as its actually bridging. So your effective bridging distance can be reduced.
It does depend on the material/brand too as you have discovered. So many filaments behave slightly differently even if they are all the 'same' type of plastic.
In the end I ended up creating a simple object that had a flat shelf sticking out just high enough for a reasonable amount of support under it and doing quick test prints with different settings and brands to get a feel for how they behaved, of the brands I had. You saw a pic of that in that other thread but I also did some with different z distances too for the different filaments.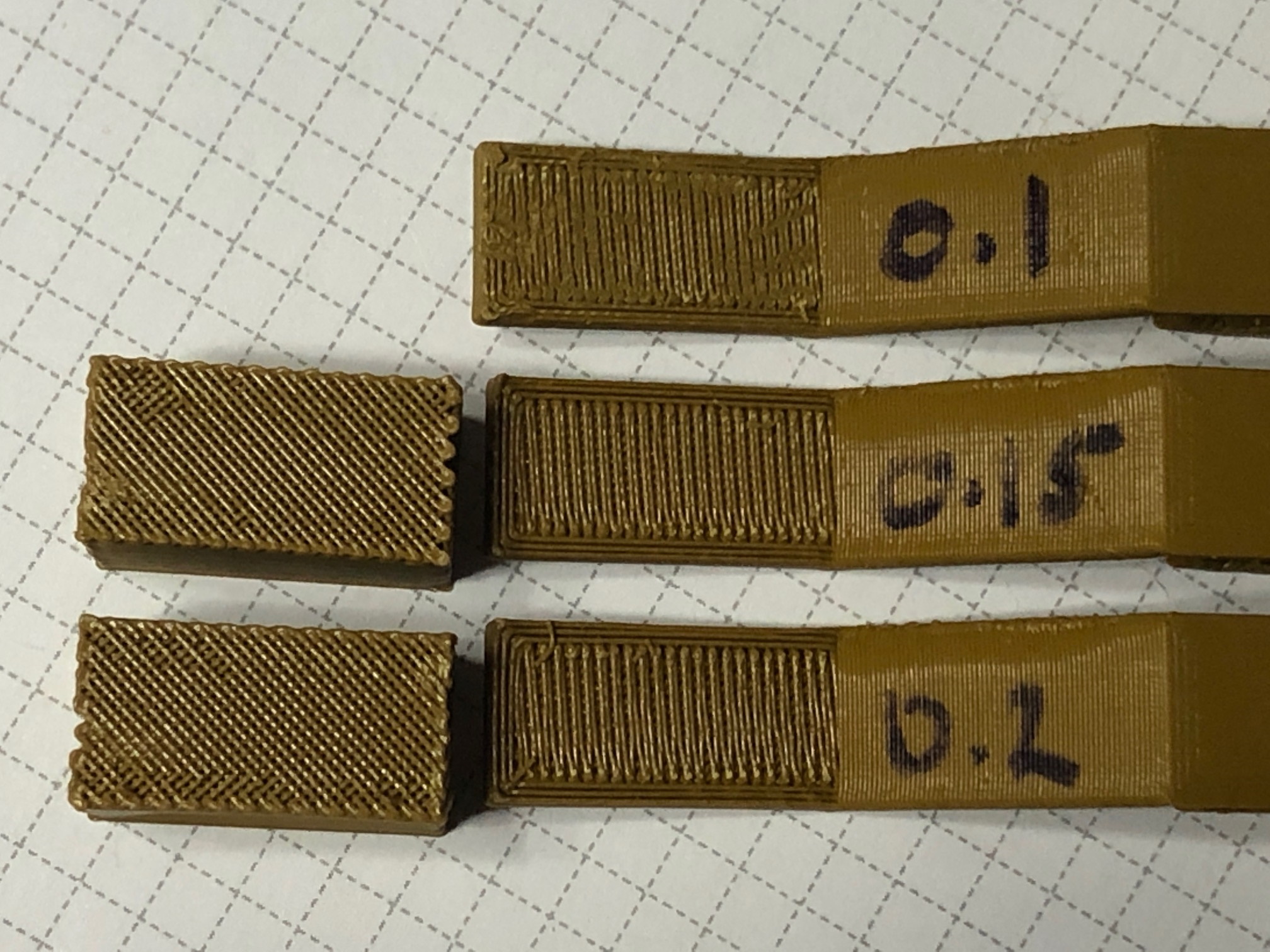
You shouldn't really be getting holes in the bottom though. How many bottom layers are you using ?
RE: Cleaner and tighter Support Material Interface on Qidi Slicer (Prusa based)
Hi again Neophyl 🙂 No worries, as always, I really appreciate you taking the time to respond to my messages, every little bit of information you share with me helps me understand more and more about the nuances of 3D printing.
Let me reply to your message in reverse as I think it'll make more sense.
If I understand your question correctly, it should be 3 layers as per the slicer preview, the first layer is the Bridge Infill layer, followed by two layers of solid infill. Now that I think about it, this "hole" situation on the bridge infill layer followed by the other 2 solid infill layers has always been plaguing my prints since day one of having this printer. The gaps between the lines of the bridge infill have always been cavernous, but surprisingly, the following 2 solid infill layers won't do a great job covering the holes, or they'll have holes of their own in different parts of the layer. One print was so bad I had to resort to filling the gaps with UV cured clear nail varnish to try and plug the holes. I ended up discarding that print and trying again.
Last night I printed another file and happened to catch the 3 layers being printed on. On this print, I had Thick Bridges on and Bridge Flow Ratio to 1.1. I also have support on since I didn't want to risk a 2 hour print job failing at the last 10% of the print. What I noticed was the Bridge Infill layer has some gaps but they weren't bad, more like slits rather than holes. The lines were also slightly thicker, which made each line seem closer to one another. However, what was mind boggling was the following 2 solid infill layer, which not only failed to cover the open slits of the bridge infill layer, but sort of made a mess of themselves. In the picture below, the 2 infill layers looked like they clumped up together and turned into curdled cheese. You can even see the bridge infill layer through the solid infill layer at some sections. I was like, "why is this happening??" The whole print looked beautiful and perfect, and yet any time there is a bridge infill layer involved, the 2 layers above it would all be messed up as well.

I understand that in PS, the Bridge Infill layer acts weirdly and has those massive gaps, but I'm surprised that the solid infill layers after the Bridge Infill layer will always mess up. The other solid infill layers in other parts of the print are perfectly fine.
Below is a close up of the 3 layers in PS that is shown in the picture above.

And here are my layer and infill settings. It's printed with PLA filament.


As for Super Slicer, I did go and download it after seeing your post about it, and also noticed that the stable release was from pretty far back. While I went ahead and downloaded the latest pre-release version, I quickly realized that I have to start over from scratch with all the settings for the printer, since the printer is not in the pre-included list of printers 😀 I felt that it was too much for to have to worry about at the current time and immediately set the program aside lol.
Is there a way I can maybe export configurations and settings from PS to SuSi (I'm tempted to call it Slushi 🤣), allowing me to get up and running with SuSi quickly?
RE: Cleaner and tighter Support Material Interface on Qidi Slicer (Prusa based)
Another question Neophyl, if you don't mind. Is there a way I can make the spacing on the first base layer tighter as well, like more seamless with no visible gaps? It seems whatever settings I have allow for these bigger gaps in the solid infill. Looking at this close up I took, it seems I can see through the gaps of the first 2 or 3 base layers. What settings would I need to change for a more "airtight" layer?
The funny thing is the top solid infill is always very tight and clean, so it'll be great if all bridge infill or solid infill layers can be equally tight, although I have a feeling that would lead to an increased print time.

RE: Cleaner and tighter Support Material Interface on Qidi Slicer (Prusa based)
Sorry for the multiple posts, I can't seem to find a way to edit my previous posts.
I think I found an answer to my last question, about the bottom layer. Does that have something to do with the extrusion width under Advanced? Is that the First layer? It's quite a bit larger than the Top solid infill value. Also, what would happen if I change all the values to be the same, for example, they're all set to 0.42mm?

RE: Cleaner and tighter Support Material Interface on Qidi Slicer (Prusa based)
First layer height squish is adjusted with Z Height
i think q2uidi call these micro steps or similar
regards joan
I try to make safe suggestions,You should understand the context and ensure you are happy that they are safe before attempting to apply my suggestions, what you do, is YOUR responsibility.Location Halifax UK
RE: Cleaner and tighter Support Material Interface on Qidi Slicer (Prusa based)
Layers on top of bridge infill don't mess up for me when I print them. I do run with 5 bottom layers minimum though.
Not sure if PS can open a qidi slicer project but can you zip up and attach a model you have trouble with the bridging on. I'll have a go at printing just the bridged section with your pictured settings (as close as I can get them) and with my normal settings. See what I get. I have plenty of spare pla, some would say I have a filament problem. Only problem is where to keep it all 😉
RE: Cleaner and tighter Support Material Interface on Qidi Slicer (Prusa based)
Ran out of edit time.
As Joan says the bottom layer on the plater is controlled by how close your nozzle is to it. On a prusa this is called Live Z adjustment. Klipper has something similar. The idea is to squish that first layer such that all the lines merge together. Its not really something you configure in the slicer but on your printer.
For example a properly squished first layer should look something like this

While that layer isn't 'quite' perfect its pretty reasonable and picks up every imperfection in my 5= year old print plate. It also illustrates the slight gaps that are normal in a bridged layer but that even though that initial bridged layer isnt solid there are no actual holes by the time subsequent layers are laid down.