Prime Tower Blobs
I am getting blobs of filament building up on the priming tower. It has not yet caused any major issues in the print, but the blobs sometimes get caught on the nozzle and drag strings into the part and generally make the nozzle dirty?
RE: Prime Tower Blobs
Since no-one seems to have chimed in, let me ask a few questions.
Is "Print Settings"-> "Multiple Extruders"-> "Ooze Prevention" set to enabled?
What is the filament material(or materials) you are using?
Are the blobs at the beginning of the Prime tower path, or at the end of it? (aka is the blob at the point where the tool enters or leaves the prime tower?)
What is the Temperature you are printing at?
For each Filament, what's Filament settings -> Filament -> Idle temperature
Print settings -> Multiple Extruders -> Wipe tower extruder
I'm thinking that it's either that you need to tune temps (print or idle), or the different filaments arent sticking to eachother properly (and grabbing the blob).
I'm still a few order hours away from mine being paid and on it's way.. Just guessing at your issue based on a lot of reading..
RE: Prime Tower Blobs
What filiment are you having issues with? I have printed ASA and PLA mostly Prusament and some Cheaper Sunlu PLA. I haven't had any issues. Some very very slight angle hair where the nozzle leaves one part and goes to another part with the Sunlu PLA.
I have just been using the stock settings for the temps. I have changed some other parameters but not the temps.
RE: Prime Tower Blobs
WELL !! Your definitely not the only one , check out some of my posts on my XL experience so far . i have had a huge issue with blobs and blistering. No matter what i do temp settings , retraction settings , wipe tower settings , tried a dozen different rolls of filament , slow the print etc .... nothing really helps to rid complete . I have the XL in a room with over a dozen other Prusa machines that all print perfectly so its not a humidity issue . I normally use PLA or PETG and i have taken that same roll that blobbed and printed poorly on the XL moved it to an MK4 or MK3 and printed the exact same model perfect . I have been working with support via email trying to nail down what the issue is but we have not solved it yet. Make sure to hit them up and open a case so they can add it to the que .
RE: Prime Tower Blobs
Following your issues as well @darkteck curious if your other machines are 0.6 nozzles. Frank's sound more minor.
On bigger nozzles 0.6's 0.8's and an idex I use there are always more blobing and ziting that I spent more time tuning.
What's super interesting is that Franks are showing in the tower which gives some interesting info (hopefully).
Have either of you tired this model:
https://www.thingiverse.com/thing:2510164
The other thing I'm interested in is does the issue become worse deeper into the print (aka as heat builds up)?
RE: Prime Tower Blobs
Ooze prevention is enabled.
I have only used PLA so far and I am confident is is dry. I have used both 0.4 and 0.6 nozzles in my mk3s+ and mk4 without any major issues.
I have only used the default temperatures so far.
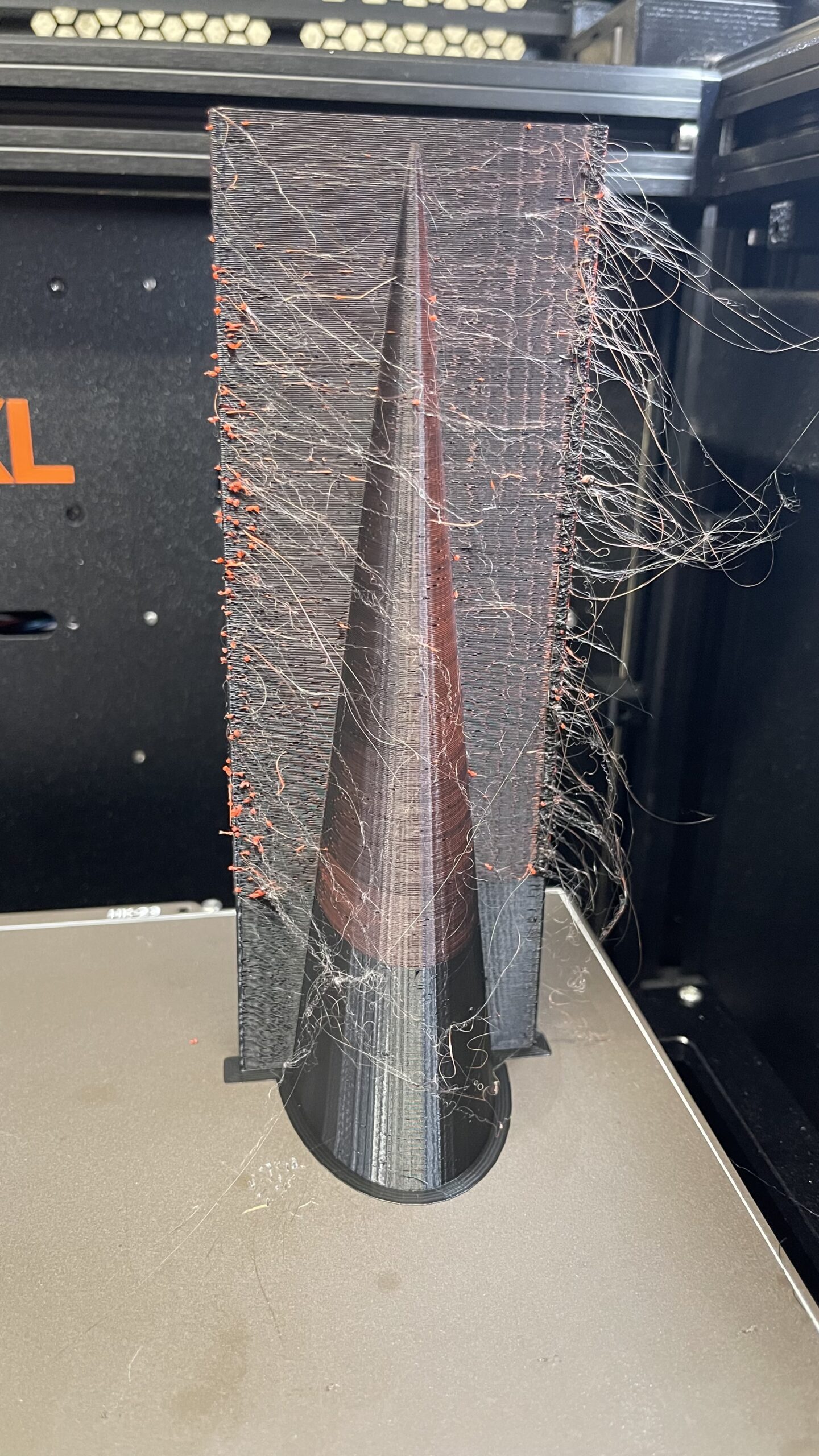
Not sure if this is normal but the first pass on each layer of the purge tower seems to underextrude, then the next passes have normal extrusion but leave a "blob" of built up filament every few layers. (Picture attached).

RE: Prime Tower Blobs
I suspect that one of the two filaments is a little oozier than the other, and the Idle temp or print temp for it might need to be a bit lower.
Since the marble looks to have printed nice on the outside, I'd suspect the other darker color is the one causing the issue. Try lowering the print temp, and if that doesnt work it probably needs a larger "ooze prevention" temp variation.
RE: Prime Tower Blobs
well went through a big check list with Prusa support printing new replacement pieces , adjusting PTFE tubes , recalibrating ( again ) , and the exact same results no matter what . Poor layers , blistering , blobs , underextrusion and over extrusion. There’s something a miss on their factory assembled unit . I fired off another update email to them but I can’t seem to get a good solid print on this machine at all . Again same filament can be put on any of dozen of ther Prusa machines I have it prints flawless . I’ve done several different variant temp towers and temperature settings , tried adjusting extrusion rates , nothing is helping


RE: Prime Tower Blobs

RE:
I hope I’m totally wrong on this… I’m currently awaiting my 5 extruder xl…
I’ve had an E3d toolchanger now for about three years. I’ve covered the topic of tool priming on my podcast for the entire time. From what I see in the provided pics its bad priming. Bad priming gets strings, gaps and blobs. The goal of a good prime is to get the material exactly at the oriface of the hot end exactly when it hits the start of the layer toolpath. No more and no less. That’s not easy to do. It’s a moving target. As some here noted each material behaves differently.
Ive been trying since the xl was announced to get Prusa to address how exactly they plan on dealing with the issue of priming. They have ignored me, as usual.
On my toolchanger I get about 90% reliability by extruding a priming string by the tools parking spot then running the extruder past a thin bungee cord to knock off the string on its way to a silicon wiping pad where it zigzags to clean it off. A wire brush sits by the pad to catch any strings that make it past. The tool then goes to the print. No retraction or detraction. I really doubt that Prusa is doing this or anything at all beyond the nozzle blocking pad they added and inappropriate priming towers in PS. BTW, Currently only the latest Cura does it correctly for multiple materials.
My fear has always been that Prusa is going to do what they’ve always done since their first Mendel; nothing…
and simply leave it to the community of users to figure it out.
Like I said, I hope I’m wrong. I just spent almost $4k!
I am getting blobs of filament building up on the priming tower. It has not yet caused any major issues in the print, but the blobs sometimes get caught on the nozzle and drag strings into the part and generally make the nozzle dirty?
RE: Prime Tower Blobs
On a similar note, my wipe tower keeps popping loose... I've had to increase the brim from 4 to 10 rings to get it to stay still through a whole print.
P.S. Love the "Extruded by Frank" logo.
All your filament are belong to us!
RE: Prime Tower Blobs
I now have my XL-5 and I have to say that unfortunately I was correct in my OP. Prusa did not address priming and wiping at all. As such there are currently no means for it in the xl. They also did nothing to correct the wipe tower in PS. As such the wipe tower is useless for full contact supports where the support materials don’t bond to the print.
However, the good news is the new nozzle design lends itself well for another approach which I use for my Tenlog IDEX. The long thermal tube provides good suction for retracting out of the melt zone when switching tools. It works even better then priming and there’s no need to wipe. I’ve already posted how to do that elsewhere on this forum.
RE: Prime Tower Blobs
That's excellent news, I'll go find your post.
All your filament are belong to us!
RE: Prime Tower Blobs
With Tobycwood's larger Retraction (10-15) <I have not turned off the Prime Tower but will give that a try>, 3D Print Dogs travel Retraction before tool change, lower temps tuned for minimal stringing (230-240c, Ooze Prevention Temp Variation -120), and surfalex2000's wiping brushes, I'm getting pretty decent results with PETg on my 2 tool.
Tobycwood's reply: https://forum.prusa3d.com/forum/original-prusa-xl-tool-changer-assembly-and-first-prints-troubleshooting/stringing-issues-4/paged/6/#post-681297
3DPrintDogs:
Surfalex2000's scrubber bins: https://www.printables.com/model/462473-prusa-xl-series-nozzle-scrubber-brush-update-now-w
(I have a remix of the brush holder here that does not require M4 captive nuts): https://www.printables.com/model/628210-xl-nozzle-scrubber-brush-nutless-twist-lock
While the above are no Bungie like Tobycwood uses on his E3D, they seem to do the job. I'm going to try a "no wipe tower" print next time.
RE:
The brush looks like a good idea. However, if you retract out of the melt zone on the "Retract when tool is disabled" then when the tool leaves the parking place the material has not yet detracted down to the nozzle and as such there shouldn't be anything there that the brush would be needed for. It detracts at the print... and yes I set my print settings to always start the tools tool path at infill just in case material is in the melt zone prior to the detraction.
I'm not convinced the approach by 3DPrintdogs will make that much of a difference.
Please note the results I'm getting are all with the .6mm nozzle, not a .4. There are some folks here that think the smaller diameter nozzle will help with the stringing. I'm not too sure of that, although I'm about to swap out all five .6 for .4 (I've got a HueForge project) and I'll be able to test for myself.
The approach of retracting out of the melt zone requires suction to pull ALL the material up and out. The larger nozzle size should enhance that while the smaller could easily inhibit it. My Tenlog uses .4mm nozzles and it works OK so we shall see. But with the .6mm nozzle I've gotten optimal results with the XL, way better then my e3d or my Tenlog IDEX... and I never use a prime tower.
RE: Prime Tower Blobs
Toby, is there a post of yours where you list your custom tool change gcode (and PS settings) and if not, could you do that? Everything you say makes sense but the info is spread too wide.
RE: Prime Tower Blobs
Sorry, there’s no custom tool change gcode… no need.
I do the following:
1. Lower the material temperatures. PLA should fuse fine at 200c. PLA goes from solid to liquid very quickly (like ice to water). As such you don’t want to be so hot that it takes too long to solidify or to melt.
2. In print settings view, extruders, each extruder has a “Retraction on tool disable” setting this setting retracts the material from the nozzle tip right before the tool leaves the print and travels to the parking place. I set mine to 11.2mm. The idea is to pull the material up and above the melt zone while it’s parked. If it works correctly the suction will pull it all up and it won’t drool down on to the nozzle sealer. No string.
thats it. No need for any added gcode. And I turn off the prime tower. I also turn on the setting to start from infill just in case sone material did not get pulled all the way up so that any gap or blob is off the surface.
I should also add… Before changing any print settings, always start with a System preset from the print setting pull down in the plate view. I have found that PS can retain a previous printers settings even after you switch printer presets.
RE: Prime Tower Blobs
And.., welll…
since 3dprintdogs are getting so much attention, I will add..
I cover all the above and quite a bit more in my free, weekly podcast; 3d Printing Today. No ads.
RE: Prime Tower Blobs
@Tobycwood, The 3D print dogs approach seems to be pretty helpful (for me). It improved substantially the number of hairs to clean up. Could be the model, but for me that alone did a LOT.
Just tried a no tower print and it's looking nice so far!One Tiny Little Hair by the eye. PETg @ 230c, 10mm parked retraction. 3D print dogs.. No infill on this one. Saving some plastic:
Printing the head with no infill, no tower:
The whole model. The 1/2 head there is from a previous attempt with tower, had a big layer shift no idea what caused it.. First of that type of error so far:
If all goes well It'll be at a FLL tournament this weekend where the kids will get to name it.
RE: Prime Tower Blobs
Layer shifts seem to be a common problem with the XL. I’ve added my experience to the reports on GitHub. My belief is the XL is too sensitive to a ‘crash’ and following a re-home it starts printing again slightly off