Improving printing of overhang perimeters
Hi,
I am printing a part that has a 50degree overhang that runs throughout the whole perimeter of the part. I am not able to get to an acceptable result with (picture 1) or without support (picture 2). I am using Inland PLA filament with 205 / 60 degrees and stock printing settings 0.2mm SPEED.
Any recommendations are appreciated.
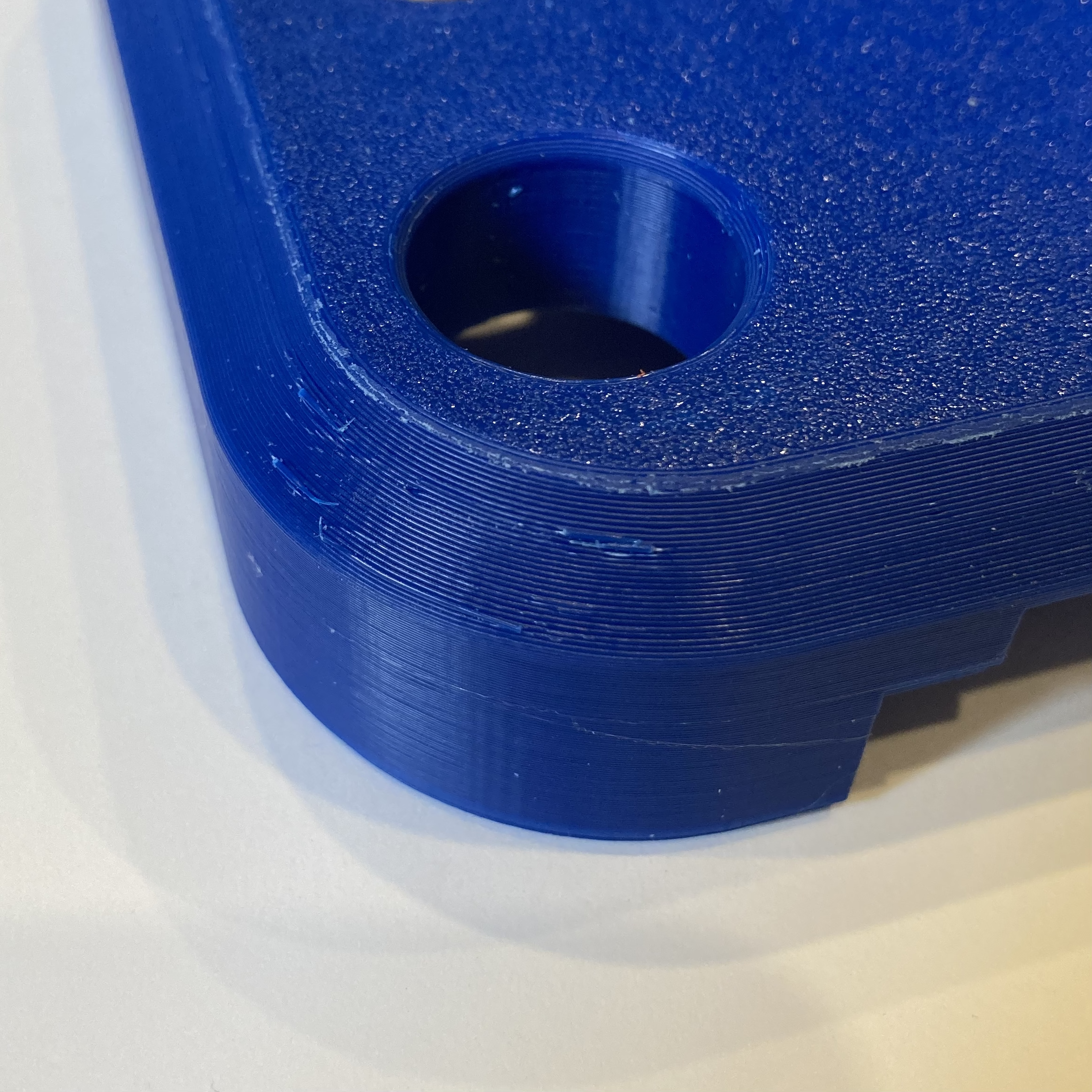 Picture 1: With support
Picture 1: With support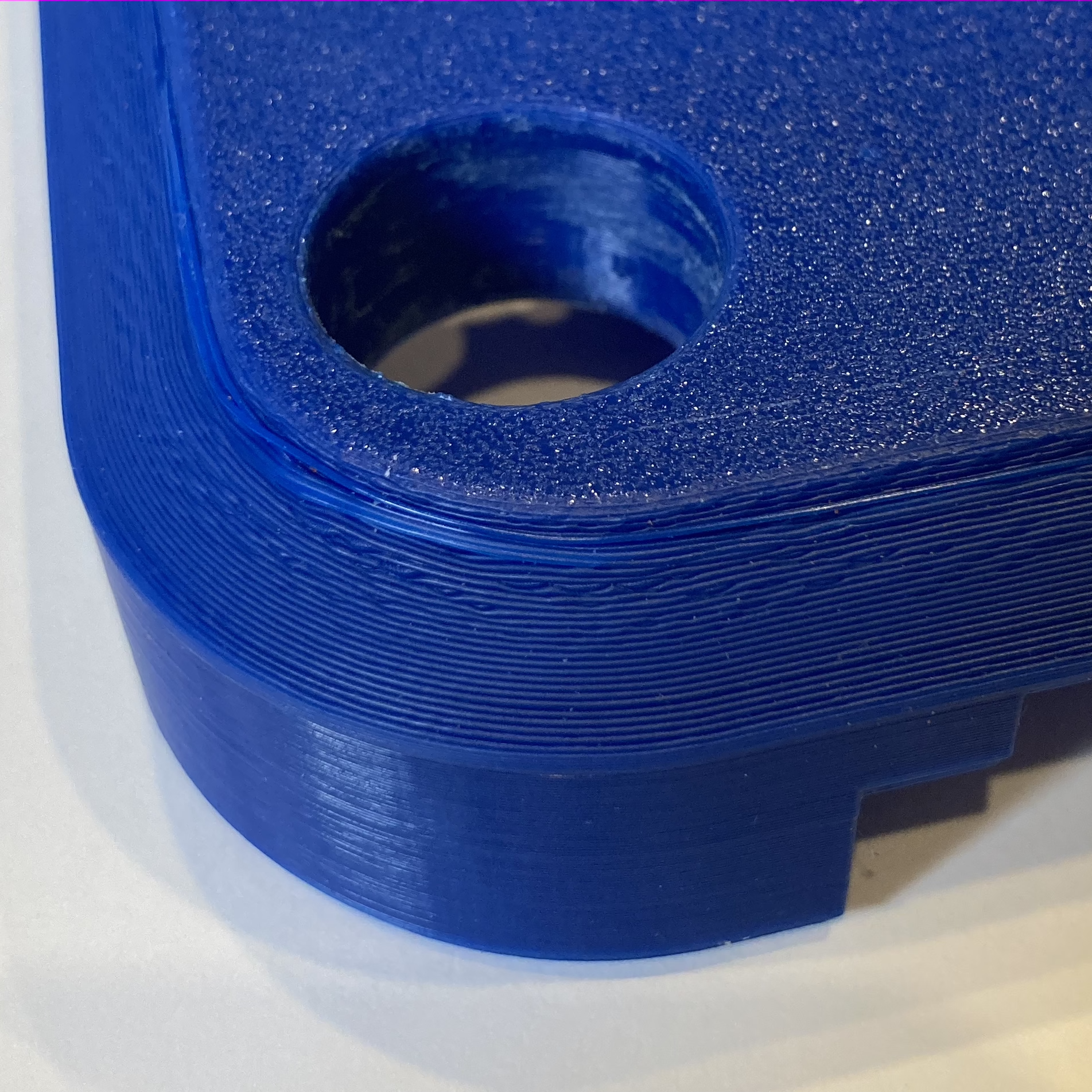 Picture 2: Without support
Picture 2: Without support
Don't buy it if you can make it
RE: Improving printing of overhang perimeters
Good Morning Iraklis,
Have you tried the 0.2mm quality option, or a lower layer height?
regards Joan
I try to make safe suggestions,You should understand the context and ensure you are happy that they are safe before attempting to apply my suggestions, what you do, is YOUR responsibility.Location Halifax UK
RE: Improving printing of overhang perimeters
@joantabb
I have not since I was satisfied with the overall quality but I can try with 0.15 mm quality if you think that this issue will be resolved. How about extrusion temperature?
Don't buy it if you can make it
RE: Improving printing of overhang perimeters
have you done a temperature tower?
the lowest satisfactory temperature will be helpful, as it will allow less time for drooping...
regards Joan
I try to make safe suggestions,You should understand the context and ensure you are happy that they are safe before attempting to apply my suggestions, what you do, is YOUR responsibility.Location Halifax UK
RE: Improving printing of overhang perimeters
@joantabb
As a matter of fact, I did a temp tower and the best temperature was ~200d. Lower temps looked good as well but the 200d was free of artifacts. I could go as low as 190 without stringing.
I am printing now at 0.15mm layer thickness without support and I am noticing that the outmost perimeter of one of the corners is curling upwards. I guess this is the beginning of the problem. Any ideas?

Don't buy it if you can make it
RE: Improving printing of overhang perimeters
Maybe printing too fast?
Joan
I try to make safe suggestions,You should understand the context and ensure you are happy that they are safe before attempting to apply my suggestions, what you do, is YOUR responsibility.Location Halifax UK