Dimensional acurracy calibration
Hello,
After upgrading firmware to 3.13.1 and doing XYZ calibration and first layer calibration I printed this 100x100 calibration model https://www.printables.com/model/239603-100x100x100-calibration/files
And wanted to calibrate dimensional acurracy.
I measured the printout and got following results:
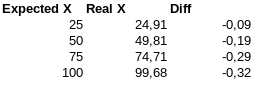
As you can see, the error is increasing with increasing length. So this is not simply error of outer perimeter thicnkess, as I assume that would be constant accross all measurements. There is a linear component to these errors.
I plotted this with linear regression line shown below:
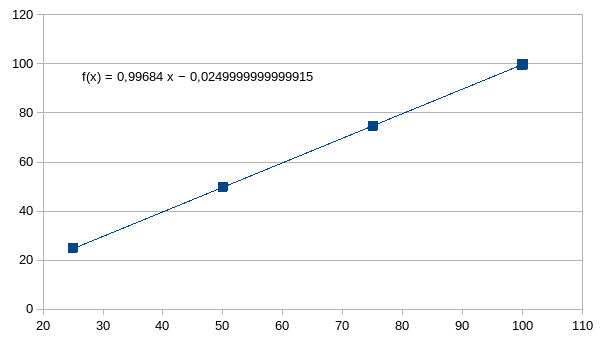
As I understand it, the components of the error are:
- 0,00316 in slope (scale)
- -0,025 mm in intercept (offset)
I guess the slope error should be compensated by steps per mm setting.
But I am not sure how the built-in XYZ calibration of the printer affects this.
Does the XYZ calib modify/compensate scale, or skew only?
Should I modify steps per mm using M92 G-Code?
And how do I compensate for the outer perimeter thickness (the offset above) ?
RE: Dimensional acurracy calibration
If you look at it as percentage, it's actually stable, from 0.36% to 0.32% and well within the limits of hobby-grade FDM accuracy (0.3-0.5%). You could adjust your extrusion multiplier but, in the end much of the accuracy you can expect depends on model geometry and trial and error is usually required.
Formerly known on this forum as @fuchsr -- https://foxrun3d.com/
RE: Dimensional acurracy calibration
Also whats the shrinkage % of the material you are printing in. Which is another factor to consider. Did you measure Z too ? From other data it seems that Z gets less shrinkage than X/Y.
RE: Dimensional acurracy calibration
Good idea about the thermal expansion.
Will print some separate test points to eliminate termal expansion and share the results.
I did not print the Z test model, only XY.