Ungleichmäßiger Filamentfluß, fehlende Schichten, hab keinen Rat mehr
Hey zusammen, habe einen Prusa I3MK3s selbst zusammengebaut. Dieser lief wirklich tadellos und zuverlässig und ist mein vierter Drucker, also etwas Grunderfahrung sollte ich haben.
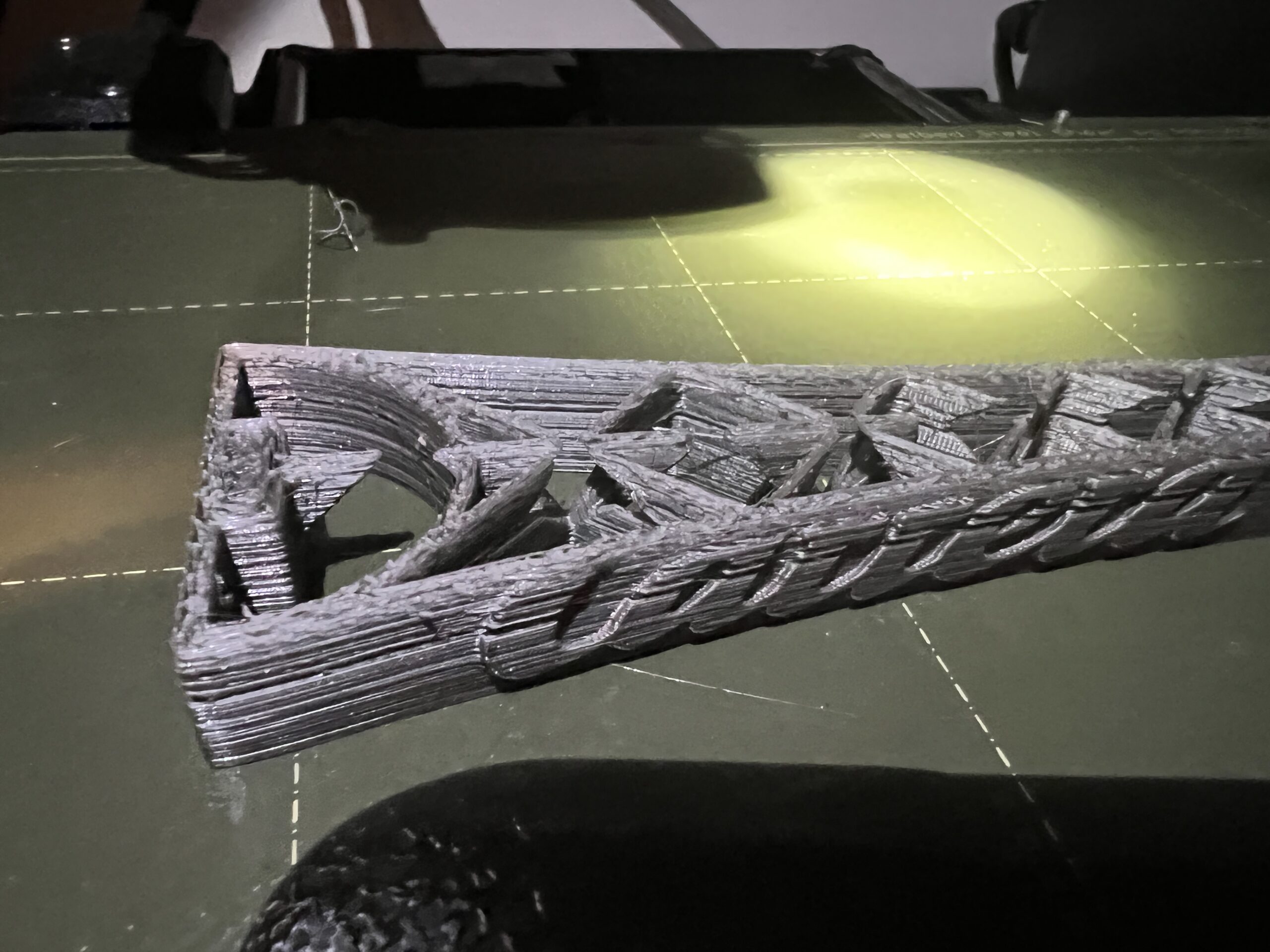
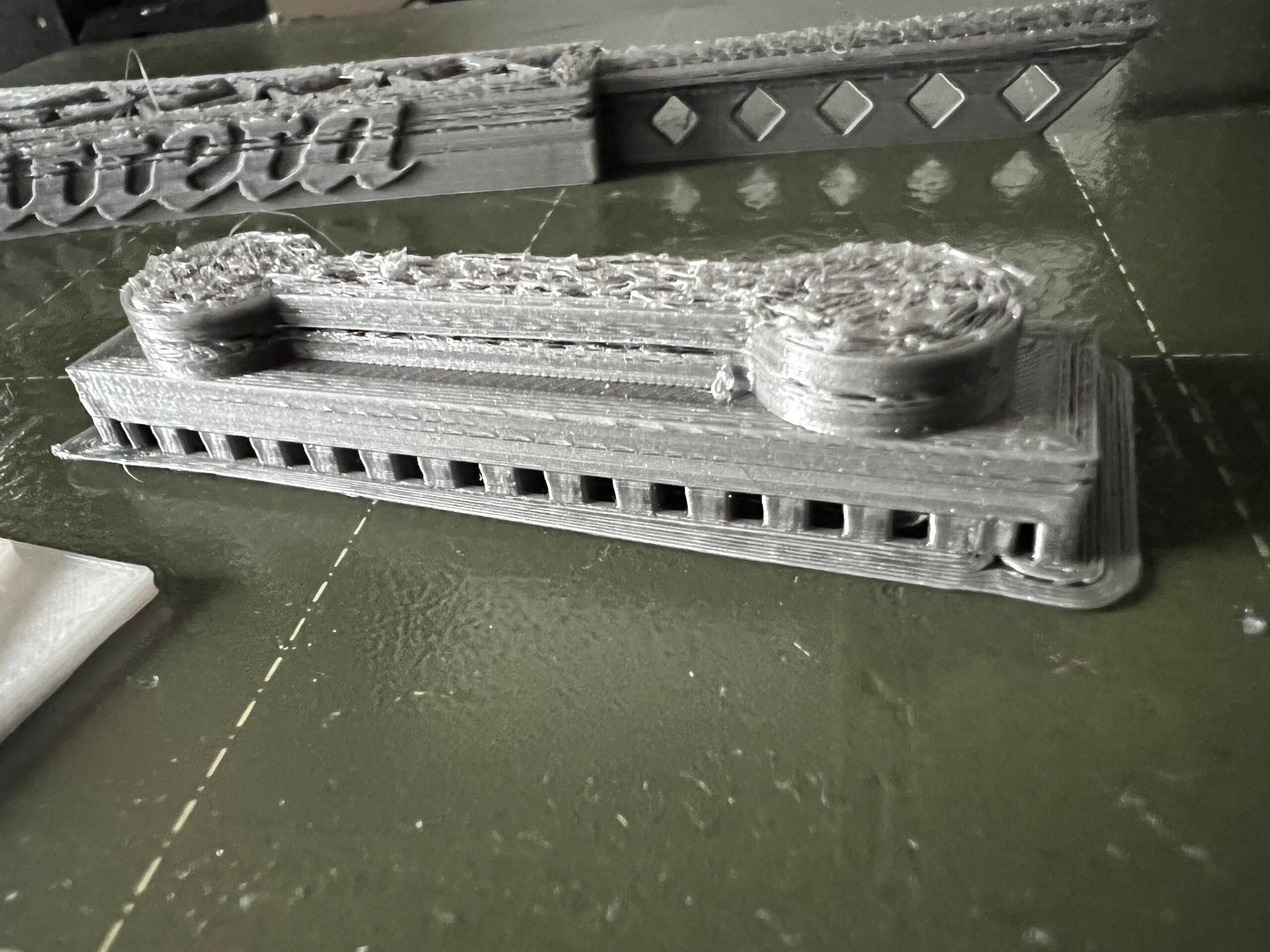
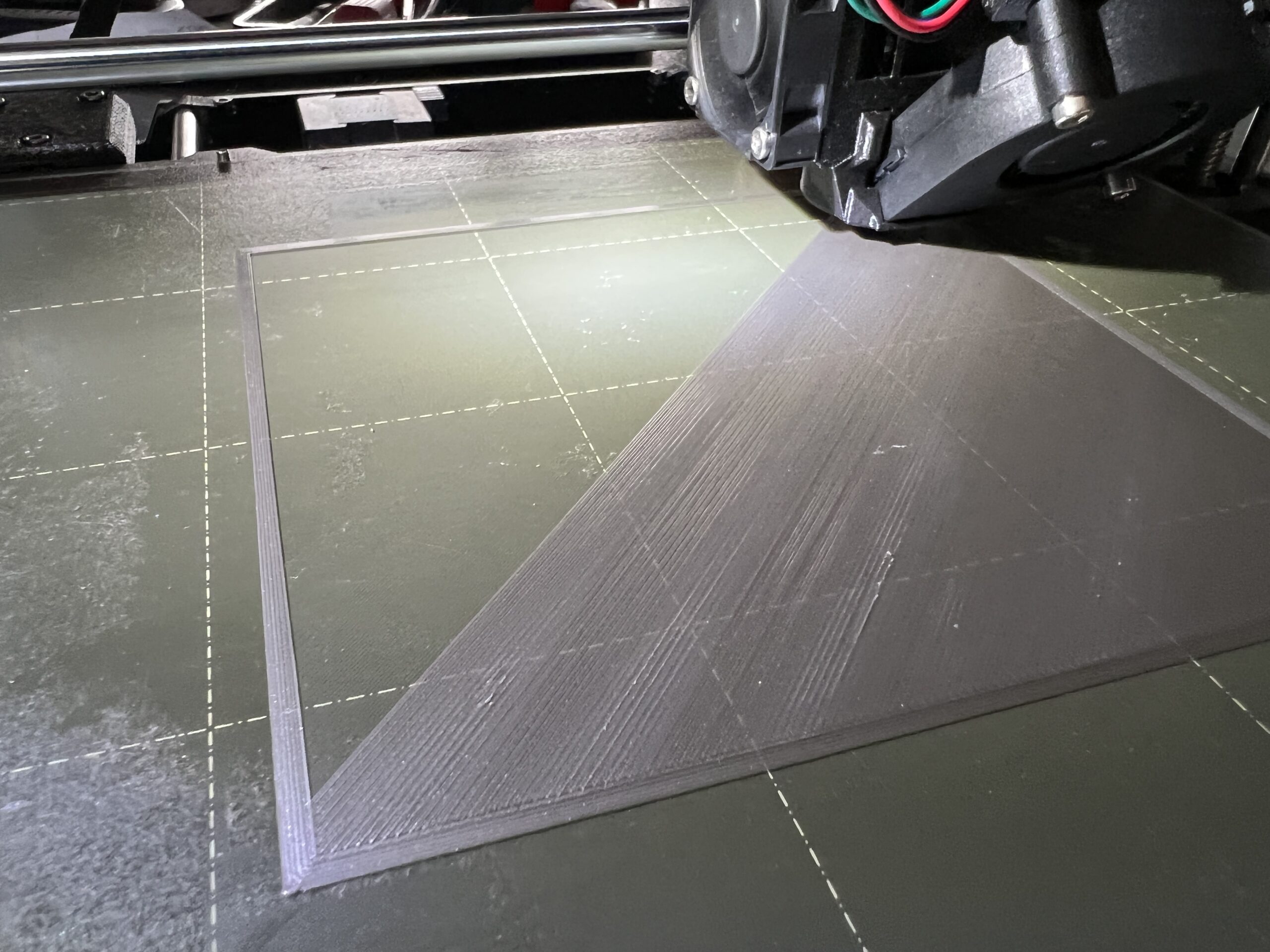
Bei meinen Bauteilen ist auf einmal aufgefallen daß einzelne Schichten fehlen oder unsauber gedruckt werden. Es wurde immer schlimmer bis gar kein Filamentfluß mehr sichtbar war oder sehr unregelmäßig, manchmal auch unsaubere Schichthöhen, usw. Mittlerweile kann ich auch nicht mehr komplette Bauteile drucken.
Meine Ansätze, die ich bisher getestet habe:
- verschiedene Filamente, Temperaturen, Vorschübe, zu druckende Bauteile, Slicersoftwaren
- Düse gewechselt ( schien besser, aber Problem kam im ersten zu druckenden Bauteil sofort wieder). PTFE Tube gewechselt, mehrfach zerlegt, gereinigt, erste Schichten kalibriert, Riemenspannungen geprüft, Temperatursensor zeitweichse gewechselt (keine Änderung), Lager Extruderwalzen getauscht und Lage geprüft, Federvorspannung Extruderwalzen verschiedenst probiert
Hat noch irgendjemand einen heißen Tip für mich? Ich verzweifle....
Achja, was man hört ist ein Knarzgeräusch und man spürt daß ab und zu das Filament durchrutscht. Ich vermute daß es zeitweise nicht sauber durch die Düse kann..aber warum?
DANKE
Bilder von Beispielen angefügt (grausam... 🤔 )


RE: Ungleichmäßiger Filamentfluß, fehlende Schichten, hab keinen Rat mehr
Hallo und willkommen im Prusaforum!
Sieht nicht gerade schön aus. Ursache kann dies einige haben.
- Hotendlüfter defekt oder zu geringe Drehzahl (Stichwort Heatcreep)
- Hotend PTFE nicht korrekt abgelängt bzw. keine Fasen oder generell defekt (Filament dehnt sich seitl. aus)
- Heatbreak verbogen oder lockerer Sitz (Filament dehnt sich seitl. aus)
- Filamentzufuhr schwergängig
- Filamenttransport fehlerhaft (defekter Antrieb, lose oder defekte Lager, zuwenig Spannung...)
- Defekte Düse (verschlissen)
- Verschmutztes Hotend (Restpartikel vom vorherigen Filament, Filamentfäden...). Kaltzug könnte helfen.
Um mal einige zu nennen.
Schau auch mal hier rein: https://help.prusa3d.com/de/article/extrusion-mitten-im-druck-gestoppt-warmekriechen_1948
Zum Ablängen und fasetieren des Hotend PTFE findest Du hier ein praktisches Tool: https://www.prusaprinters.org/de/prints/34035-ptfe-multitool
Viel Glück und gutes Gelingen!
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Ungleichmäßiger Filamentfluß, fehlende Schichten, hab keinen Rat mehr
@rofee
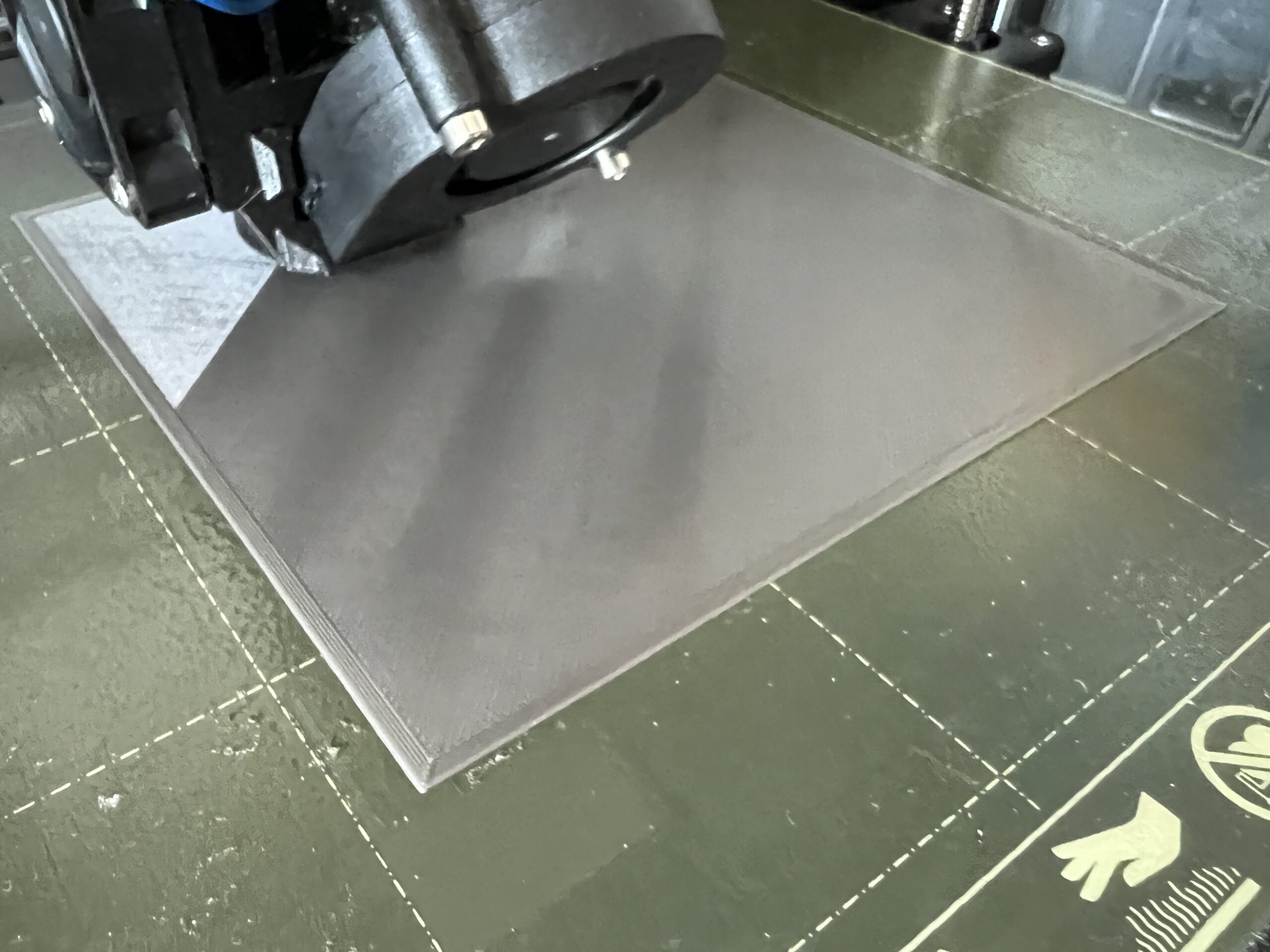
Ganz abgesehen von der ungleichmäßigen Extrusion, was ist das denn auf Deinem Druckblech?
Täuschen die Bilder oder klebt da irgend etwas drauf?
Gruß Kai
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Ungleichmäßiger Filamentfluß, fehlende Schichten, hab keinen Rat mehr
Hallo zusammen und schonmal tausend Dank für die Ideen und Ansätze!!!
Zuerst die Frage beantworten:
Auf der Platte ist Printafix da ich trotz aller Versuche der Kalibrierung und auch verschiedener PRUSA Platten keine saubere Haftung hatte, auch nicht mit BRIM oder anderen Ansätzen.
Zur Fehlersuche:
Drehzahl Lüfter meist um die 4200 rpm.
Hotend habe ich das originale Ersatzteil von PRUSA verwendet, keine Änderung.
Düse habe ich schon mehrfach gewechselt (neue Originale), das bringt etwas Besserung, hält aber nicht lange an.
Kaltzug mache ich auch immer wieder, bringt keine Änderung.
Habe heute nochmal alles zerlegt und hab mit Euren Ideen mal versucht herauszufinden ob ich nach oben zuviel Wärme bekomme. Erkennbar war daß das Gewinde im Heatbreak wenig oder keine Wärmeleitpaste drauf hatte. War aber original...
Hab jetzt Wärmeleitpaste drauf, Extruderwalzen gereinigt und ausgebürstet, Kaltug zweimal gemacht, Extruderzahnradseite gefettet.
Hier nun die Ergebnisse. Scheint besser aber nicht weg und druckte auch nicht das Bauteil komplett.
Scheine irgendwie auf dem Weg zu sein.
Zwei Fragen die mir gekommen sind, da mir noch paar Sachen aufgefallen sind:
Darf ein Extrudermotor stehen bleiben? Im Extremfall wenn kein Filament kommt, stehen die Zahnräder. Ich würde vermuten daß wenn das Filament zu schwergängig wird sich die Zahnräder in das PLA reinfräsen aber der Motor nicht stehen bleibt. Ist dem so oder kann der Motor auch einfach steckenbleiben bei zuviel Widerstand? (würde auf den Motor deuten)
Und das andere was mir aufgefallen ist: darf ein Heatbreak innen einen feinen Grat haben? Wenn ich hier vorsichtig mit einem kleinen Inbus durchfahre spürt man an einer Stelle rundherum einen Grat. Darf das sein?
Vielen vielen Dank für Expertentips!!!
DANKE


RE:
Also die heatbreak sollte keine Grate aufweisen. Die betroffenen Bereiche würde ich mit einer Reibahle nacharbeiten oder ein Titanheatbreak von E3D verwenden. Diese sind in der Regel sauber verarbeitet.
Da gibt es durchaus Unterschiede, was die Oberflächenqualität der Bohrungen betrifft. Grate und wellige Flächen können den Filamentfluss massiv hemmen. Auch ein nicht sauber gefaster, zu langer oder zu kurzer PTFE, welcher am Übergang von 2 auf 4mm nicht sauber abschließt kann ebenfalls zu Verstopfungen führen. Prusas zusammengebaute Drucker sind keine 100%ige Garantie für einwandfreie Funktion, da auch dort Fehler passieren.

Wenn der Extruderstepper teilweise stottert oder kein Antrieb zu sehen ist, kann dies entweder am Motor, an der Verbindung Motor-Einsy oder auch am Einsyboard liegen.
Wird der Extrudermotor übermässig warm - über 50 Grad C.?
Was hin und wieder auch helfen kann - kompletter Factoryreset, FW neu flashen und Drucker neu kalibrieren.
Ein Austausch mit dem Prusachat könnte auch hilfreich sein, falls defekte Bauteile vermutet werden.
Viel Glück und schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Ungleichmäßiger Filamentfluß, fehlende Schichten, hab keinen Rat mehr
@rofee
Das Du Erfahrung mit 3D Druckern hast hilft jetzt natürlich.
Zum Druckbett nochmal ein paar Worte. Dafür benötige zumindest ich bei keinem meiner originalen Druckbleche irgendwelche Haftvermittler bei Standardfilamenten (PLA,PETg,ASA,ABS,TPU) . Filamente wie Nylon oder PC etc.. sind natürlich was ganz anderes. Da nutze ich natürlich auch "Kleber". Allerdings drucke ich auch nur sehr wenig auf dem satinierten. Das ist ein Kauf den ich mir hätte sparen können. Und da löst sich tendenziell auch schon eher mal etwas ab.
Und nun zum Drucker. Kannst Du bitte mal Bilder vom kompletten Drucker mit einstellen? Zumindest bei der Hotendverkabelung scheinst Du von der Bauanleitung abgewichen zu sein. Evtl. hat sich da ja noch der ein oder andere Fehler eingeschlichen. Manchmal wird man bei der Fehlersuche ja auch irgendwann "Betriebsblind". Das kenne ich nur zu gut.
Was mich auch etwas stutzig macht ist die Tatsache das der Fehler bei Dir scheinbar schleichend schlimmer geworden ist. Wie lang war denn der Zeitraum den Du mit "Es wurde immer schlimmer bis gar kein Filamentfluß mehr sichtbar war..." beschreibst? Stunden Tage Monate? Oder beschreibt das den Vorgang während eines Drucks?
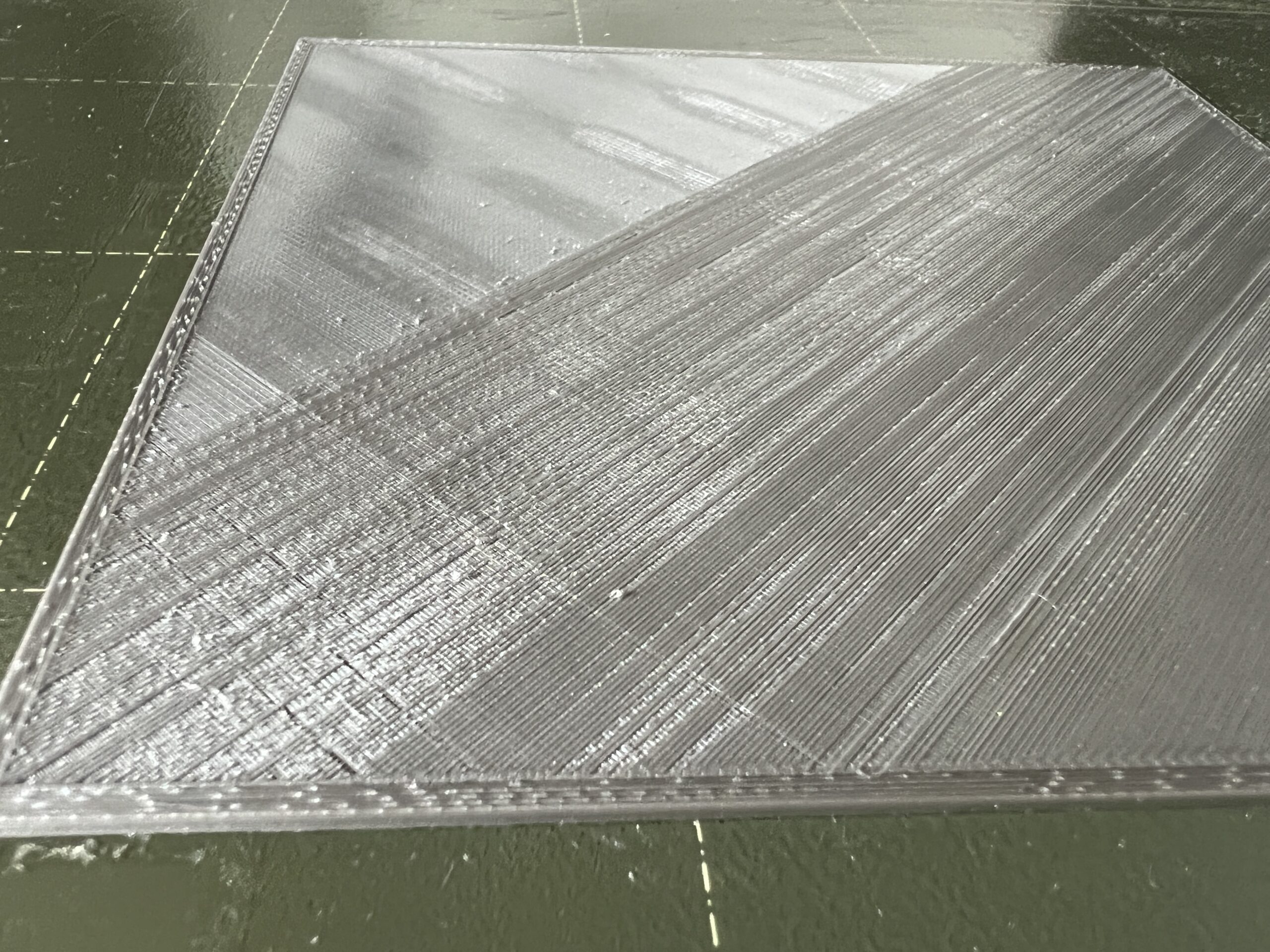
Das Erscheinungsbild auf Deiner großen Fläche kenne ich auch. Aber immer nur wenn ich mit zu hoher Geschwindigkeit und/oder zu niedriger Hotendtemperatur gedruckt habe. Allerdings sieht der BRIM bei Dir auch schon nicht wirklich gut aus. Ich würde also auch darauf tippen das evtl. mit der Mechanik etwas nicht stimmt. Sei es im Hotend, oder an anderer Stelle.
Gruß Kai
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Ungleichmäßiger Filamentfluß, fehlende Schichten, hab keinen Rat mehr
Vielen Dank, ich merke dank Eurer Tips komme ich dem Problem auf die Spur!
Mit dem PRUSA-Service bin ich seit geraumer Zeit im Austausch aber nachdem dies nicht wirklich Ideen oder Ansätze gebracht hat, habe ich mich an Euch/dieses Forum auch gewandt.
Titanhotend habe ich geradebestellt. Bin gespannt. Mit Reibahle bin ich mir nicht sicher genug, nicht daß ich es verschlimbessere...
Der Extrudermotor wird meiner Meinung nach schon recht warm, gemessen an die 50Grad. Deutlich wärmer als alle anderen Motoren.
Kann man das lokalisieren ob Motor, Verkabelung oder Einsyboard? Motoren untereinander zu tauschen, ist das ratsam? Oder einen neuen bestellen? Ehrlich gesagt schade weil der Drucker noch nicht soviel gelaufen ist, Hab auch bei den anderen Druckern noch nie Motorprobleme gehabt,,,seltsam.
Interessant mit der Haftung. Das hat bei mir von Anfang an nicht gut geklappt. auch mit anderen Blechen von PRUSA nicht. Nur bei großflächigen Bauteilen war das kein Thema. Vielleicht muß ich mich hier auch noch an Besonderheiten des Druckers gewöhnen. Aber mit einem CR10s auf Glas z.B. nie Probleme...
Fotos vom kompletten Drucker mach ich noch. Vielleicht fällt da ja was auf...hab ihn ja auch selbst zusammengebaut und niemand ist ohne Fehler...grins...
Danke Euch schonmal!!!
RE: Ungleichmäßiger Filamentfluß, fehlende Schichten, hab keinen Rat mehr
Ach ja, noch kurz zu dem Fehlerverlauf. Tatsächlich hat sich das von Bauteil zu Bauteil verschlechtert. Zunächst waren bei größeren Bauteilen in den Höhensichten mal optische Fehler erkennbar die ich nicht zuordnen konnte. Dann wurde es immer schlimmer, komplette Bereiche, Schichten die fehlten. Mittlerweile geht kein Programm mehr vollständig durch.
Neue Düsen, Kaltzug,... hatten zeitweise es zwar etwas verbessert, aber das Problem nicht beseitigt. Momentan kann ich trotz aller Versuche mit Temperaturen, Vorschübe, Retraction, Geschwindigkeiten, Schichthöhen und auch Einstellungen des Druckers selbst kein Bauteil mehr drucken...
RE: Ungleichmäßiger Filamentfluß, fehlende Schichten, hab keinen Rat mehr
OK, es könnte dann natürlich wirklich sein das der Stepper und/oder Treiber einen weg hat.
Was passiert denn wenn Du auf passende Temperatur vorheizt und dann wie bei der Kalibrierung der e-steps mal manuell das Filament förderst.
Am einfachsten geht das über das Menü am Drucker.
Düse vorheizen und dann am Extruder mal 100mm fördern lassen.
Wenn das konstant funktioniert sollte ja Dein Extruder schon mal halbwegs in Ordnung sein.
Ist jetzt so langsam wirklich (leider) ein wenig das Stochern im dunklen.
Gruß Kai
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Ungleichmäßiger Filamentfluß, fehlende Schichten, hab keinen Rat mehr
Also langsam denke ich das ist eine Kombination von zwei Problemen... PLA ent- und beladen klappt immer.
Wenn ich vorheize, 100mm markiere und über Extrudermotor 100mm Filament durchschieben lassen will kommt maximal die Hälfte durch...
Wenn ich versuche von Hand (und entspannter Feder) durchzuschieben geht das sehr schwer.
Meine Vermutung:
Fehler 1 Hitzeentwicklung nach oben (Heatcreep?). Titanheatbreak bestellt, sollte hier hoffentlich die Probleme lösen
Fehler 2 Extrudermotor. Vielleicht durch Fehler 1 auf Dauer in Mitleidenschaft gezogen worden. Aber ich habe noch nie gehört daß ein Extrudermotor einfach stehen bleibt... müsste doch immer soviel Kraft haben daß eher das PLA nachgibt als die Motorkraft...
Hier wird es allerdings schwieriger das Problem zu lösen (Motor, Board,...?)
Ich geb Bescheid sobald ich das Titanheatbreak eingebaut habe was sich dadurch ändert...
DANKESCHOEN für die ganzen Tips!
RE: Ungleichmäßiger Filamentfluß, fehlende Schichten, hab keinen Rat mehr
So, kleines Update.
Titanheatbreak eingebaut. Das hat anfangs einen guten Eindruck gemacht. Aber schon bei der ersten Ebene stockt der Filamentfluß und der Druck musste abgebrochen werden.
Habe auch den Tip versucht manuell vorzuheizen, 100mm zu markieren und über Extrudervorschub bewegen zu lassen. Traurig, schafft nur einen Bruchteil der Strecke. Vermute also nun langsam Extrudermotor (oder Board)...
Darf man testweise die Extrudermotoren untereinander wechseln? Dann könnte ich ja z.B. X-Vorschub gegen Extrudermotor wechseln und sehen was passiert... Geht das?
RE: Ungleichmäßiger Filamentfluß, fehlende Schichten, hab keinen Rat mehr
Hallo Rofee,
Super, dass ich den Post gefunden habe, weil ich 1:1 das gleiche Thema habe und langsam massiv verzweifle. Das Titan Heatbreak wäre wäre auch mein nächster Schritt gewesen aber den werde ich mir dann wohl sparen. Funktioniert es bei dir temporär auch wieder gut ? Das ist bei mir der Fall aber meist nur ein Druckteil über 3 Stunden. Ich habe in der nächsten Woche die Wärmebildkamera aus der Arbeit da und will dann man dem Heatcreep sowie der Steppermotortemperatur genau auf den Grund gehen.
Eine Frage zu deinem Problem:
Wenn es bei mir auftritt, klickt entweder der Extruder oder die Ritzel graben sich in das Filament ein und nichts geht mehr. Löse ich dann die Ritzel und ziehe das Filament, geht das ohne Probleme und es ist nicht wirklich verdickt sondern nur etwas weich. Wenn ich dann mit einem 1,8mm Auswerferstift in das Hotend gehe, komme ich bis zur Düse und das Filament kommt super aus der Düse. Das verstehe ich halt nicht mehr.
Wäre hier sehr an einer Lösung interessiert. Mein Anycubic hat nach etwas Übung nicht Probleme gemacht und ich habe auf Prusa gesetzt, weil ich in der Performance weiterkommen wollte. Das es nun so eine Katastrophe ist, hätte ich nicht erwartet. Man braucht ja Herausforderungen 🙂
LG
Christoph
RE:
Hast Du schon mal die Temperatur im Bereich des Filamenttransportes (Extrudermotor, Getriebe) gemessen. Wenn der Stepper sehr warm wird (60Grad C. und mehr), überträgt sich dies auf die Antriebsritzel und erweicht somit das Filament, was zu einem "stillen" Transportproblem führen kann. Aktive oder passive Stepperkühlung kann Abhilfe schaffen, besonders wenn man in einem geschlossenen Gehäuse PLA oder PETG druckt. Der MK3 war ursprünglich nicht für den Betrieb in einem Gehäuse mit 40 Grad C. Umgebungstemp. gedacht und gebaut. Die Gehäuse haben sich zwar im Laufe der Zeit gut etabliert und verbreitet, jedoch muss man das "Gehäuseklima" im Auge behalten. Antriebe und elektronische Komponenten dürfen nicht zu arg "schwitzen".
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Ungleichmäßiger Filamentfluß, fehlende Schichten, hab keinen Rat mehr
Moin,
Den Extrudermotor kann man z.B. so mk3s-small-extruder-cooler aktiv kühlen. Zum Testen reicht es, wenn man den Lüfter von einem externen Netzteil mit Spannung versorgt.
Das Problem taucht hauptsächlich bei PLA auf, bei z.B. PETG nicht. Bevor ich meinen Extruder auf MK3S+ und Titanheatbreak umgebaut hatte, extrudierte mein Drucker bereits bei moderaten Raumtemperaturen häufig nach einer Weile kein Filament mehr und klickte, da das Filament am Ritzel zu warm wurde, so daß die Ritzel ein Stück aus dem Filament gefräst haben, statt es zu fördern. Das trat besonders an Stellen auf, an denen der Extruder wenig fördert und oft absetzt, so daß das Filament am Ritzel Zeit hat, weich zu werden. Seit dem Umbau ist das selten geworden, auch ohne aktiv gekühlten Extruder. Der Sommer kommt aber erst noch.
@Christoph: Hast Du einen MK3S oder einen MK3S+?
Der MK3S+ hat einen leicht verbesserten (geraden) Filamentweg. Falls Du dessen Teile verwenden möchtest, empfehle ich, wenn möglich, zumindest die heißer werdenden Teile aus ASA zu drucken. Die PTFE-tube im Heatbreak muß maßhaltig sein (siehe hier). Beachte, daß die Längen beim MK3S und MK3S+ nicht gleich sind. Mit dem von Karl konstruierten und von ihm erwänten ptfe-multitool kann man das gut hinbekommen. Das Heatbreak muß natürlich auch maßhaltig und innen sauber sein.
Wärmeleitpaste sollte zwischen Heatbreak und Heatsink verwendet werden, zwischen Heatbreak und Heatblock aber nicht.
Ist die Firmware aktuell? Wenn ich mich recht erinnere, sollte in neuerer Firmware die Motortemperatur etwas niedriger sein.
Ich gehe davon aus, daß die Filamentritzel eine intakte Verzahnung haben, deren Zähne nicht voll Filament sind, einen ausreichenden Rundlauf haben und die Madenschrauben des Antriebsritzels nicht locker sind.
Das youtube-video How to improve the quality of your 3D prints on the Original Prusa i3 MK3 könnte hilfreich sein.
Der Heatsink Lüfter muß die Luft in den Extruder hineinfördern.
@rofee: Bist Du mittlerweile schon weitergekommen? Kannst Du 100mm Filament sauber extrudieren?
Schöne Grüße
RE: Ungleichmäßiger Filamentfluß, fehlende Schichten, hab keinen Rat mehr
Hallo zusammen und vielen Dank Euch,
nach vielen Suchen, Einzelteile wechseln (Titanheatbreak, Düsen, Ritzel,...) und Testen habe ich das komplette Hotend neu gekauft. Damit waren dann alle Probleme beseitigt. Schade ist das ich damit den Fehler eigentlich nie richtig entdeckt habe... aber ich werde das Kühlelement für den Extrudermotor nachrüsten. Der ist schon immer relativ warm 50-60 Grad.
Was mich kurzzeitig in den Wahnsinn getrieben hat daß jetzt nochmal das Problem aufgetaucht, aber nach einer kurzen intensiven Suche ;
Filament ist trotz Markenhersteller total unterschiedlich in der Stärke gewesen. Stärken mit dem Messchieber gemessen zwischen 1,62 und 2,03mm Wahnsinn. So ein Schro...
Jetzt läuft er aber wieder!
DANKESCHOEN an all die Tips!
RE: Ungleichmäßiger Filamentfluß, fehlende Schichten, hab keinen Rat mehr
Da der Drucker mit dem neuen Hotend erst einmal läuft, kannst Du das bisherige Hotend in Ruhe nochmal gründlich inspizieren, mechanisch und auch Heizelement sowie Thermistor. Das ist ja keine rocket-science. Man lernt dazu und wer weiß, wann Du mal wieder ans Hotend ran mußt.
Und obwohl das Problem behoben zu sein scheint, sollte man immer im Hinterkopf haben, daß es immer sein kann, daß es doch einen anderen Parameter gab, den man nur noch nicht auf dem Schirm hat.
Das Filament mit der großen Durchmesserschwankung müßte man reklamieren. Das ist mit ein Grund, warum ich, wenn möglich, Prusament verwende.
Noch was: Es gibt einen druckbaren Clip (etwa wie hier), den man unter den (schwarzen) Kragen der Steckverschraubung oben am Heatsink einclipst, damit der Kragen sicher oben bleibt und die PTFE-Tube arretiert bleibt. Die muß nämlich immer ganz auf Anschlag Im Heatsink sitzen, damit sich unten kein Ringspalt bildet, in den Filament dringt.
Happy printing!
RE: Ungleichmäßiger Filamentfluß, fehlende Schichten, hab keinen Rat mehr
Zur Haftung auf dem Druckbett haben wir hier im Forum schon öfter diskutiert. Such mal!
Im Wesentlichen:
Filamente, wie PLA, PETG und ASA gehen auf den entsprechenden Blechen (siehe Prusa Tabelle) auch ohne Klebe-/Trennschicht.
Mit Isopropylalkohol abwischen reicht nicht.
billiges Spüli ohne Schnickschnack wie handschonende Zusätze verwenden, mit reichlich Warmwasser abspülen, trockenwedeln, Resttropfen mit frischem Küchenpapier abwischen, nicht mit Fingern oder fettigen Gegenständen berühren. Letzteres auch nicht, wenn man das Teil abnimmt.
First layer und Meshbed-leveling müssen natürlich passen.
Auf einem so gereinigten Blech (glatt, texturiert, satiniert) drucke ich reihenweise Teile hintereinander. Wichtig: abkühlen lassen; Dann kann man oft die Teile quasi wegpusten.
RE: Ungleichmäßiger Filamentfluß, fehlende Schichten, hab keinen Rat mehr
Durchmesserschwankungen von 0.4mm finde ich auch extrem und würde ich auf jeden Fall reklamieren. Vielleicht läuft es besser, wenn Du im Hotend einen 4/2.1er PTFE einsetzt. Der hilft bei einer "heatcreep" Situation zwar auch nicht viel, aber zumindest lässt er ein Filament mit 2.03mm Durchmesser friedlich vorbeigleiten.
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Ungleichmäßiger Filamentfluß, fehlende Schichten, hab keinen Rat mehr
Im Forum wurde unter Anderem auch diskutiert, das man die Prusa Druckplatten nicht mit Wasser spülen soll. Ich selber verwende seit Jahren reine Kernseife und Wasser zur Reinigung und konnte bislang noch keine wasserbedingten Schäden an einer Platte feststellen. Somit kann ich aus meiner Sicht die "Spüli-Wasser-Trockenwisch" Reinigung empfehlen und würde IPA nur zum nachwischen verwenden. O.G. Grundreinigung führe ich meist nur nach einem Filamentwechsel durch.
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.