PETG First Layer / Erste Schicht & Klebestift auf PEI Stahlblech
Hallo zusammen,
Seit Dezember bin ich stolzer Besitzer eines Prusa MK3S+ und Neuling der in der 3D-Druckwelt. Bisher habe viel erfolgreich mit PLA gedruckt. Nun stellt mich PETG vor mehrere Herausforderungen. Genaugenommen vor 2.
1. Problem:
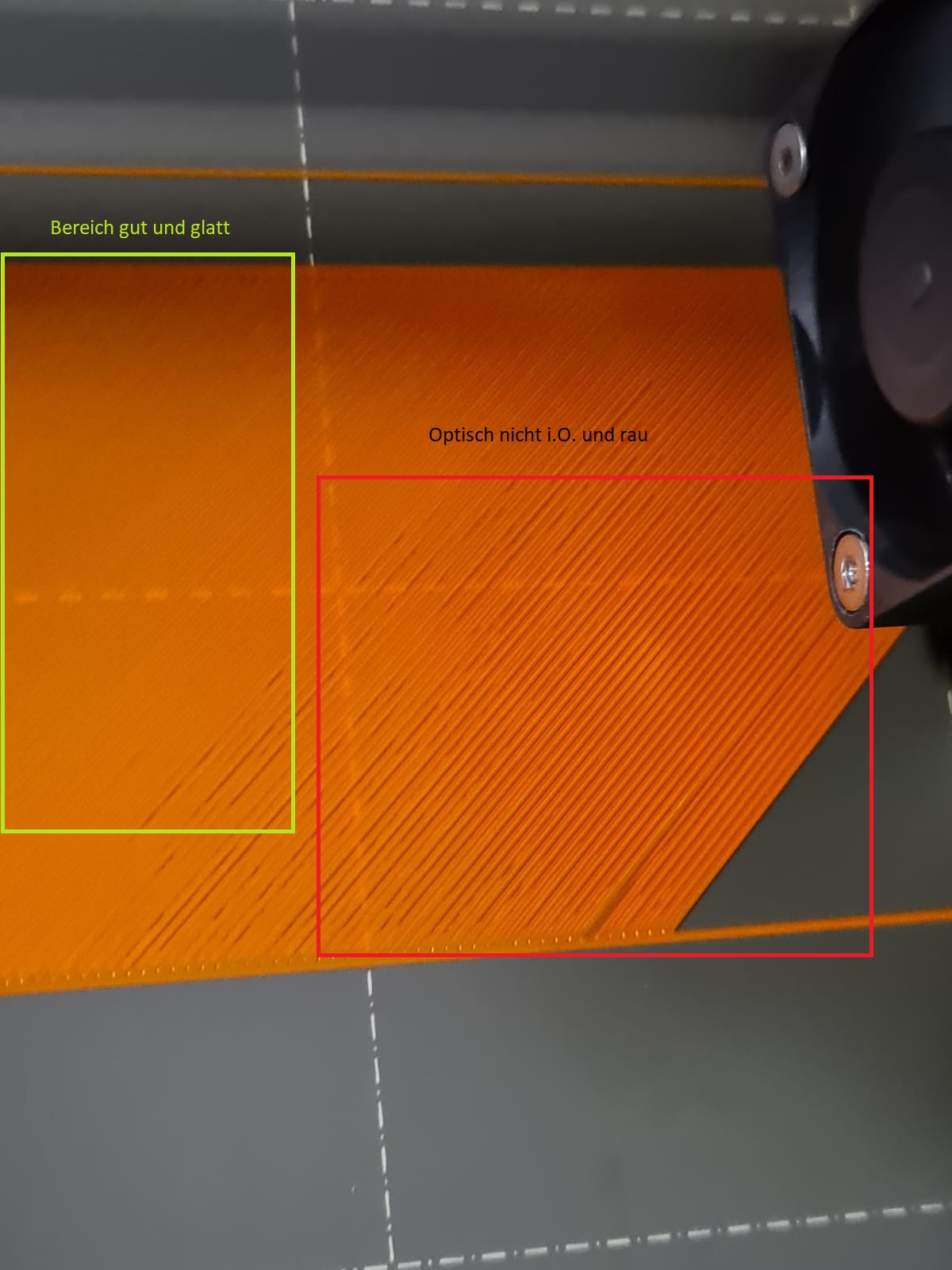
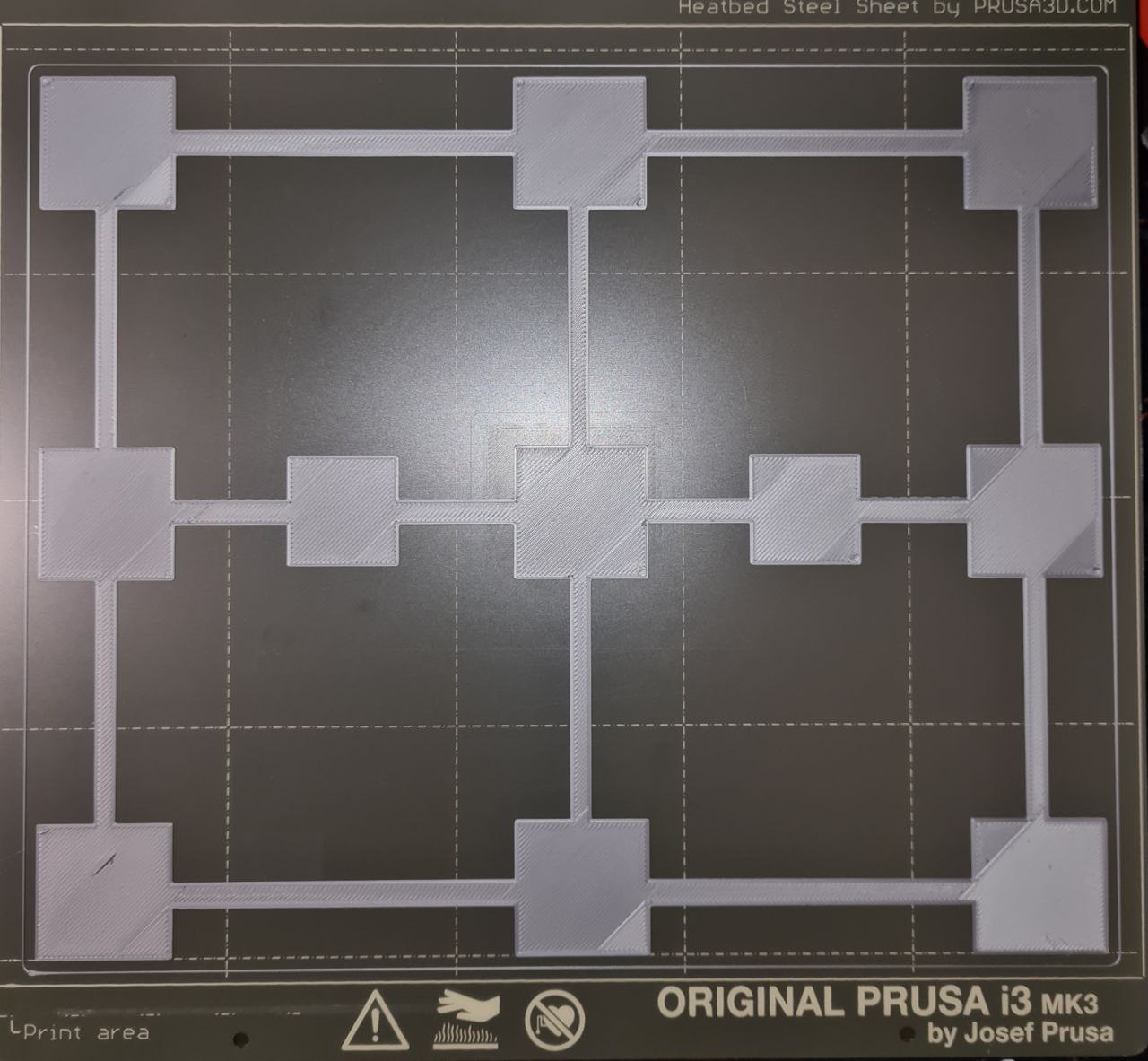
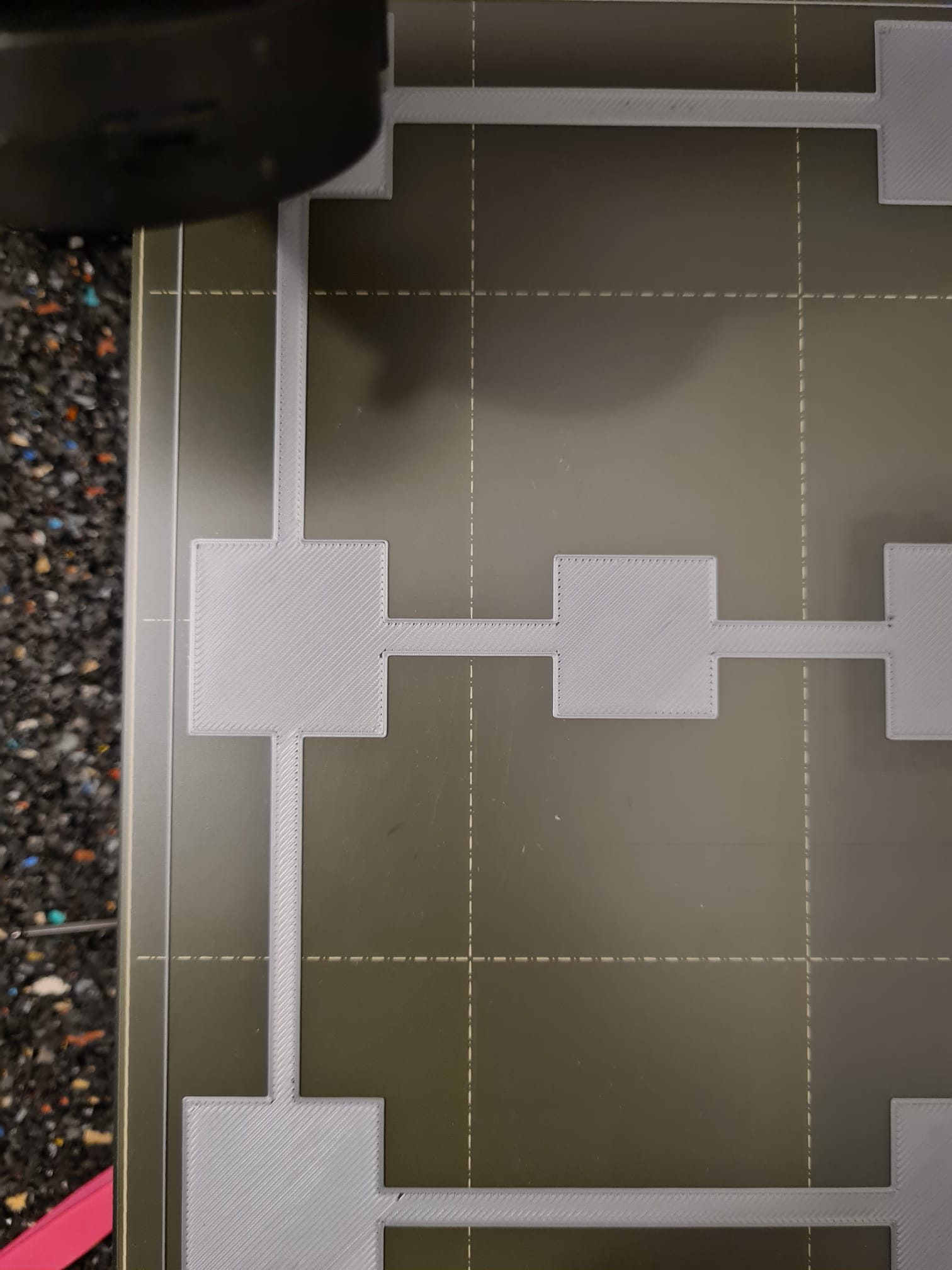
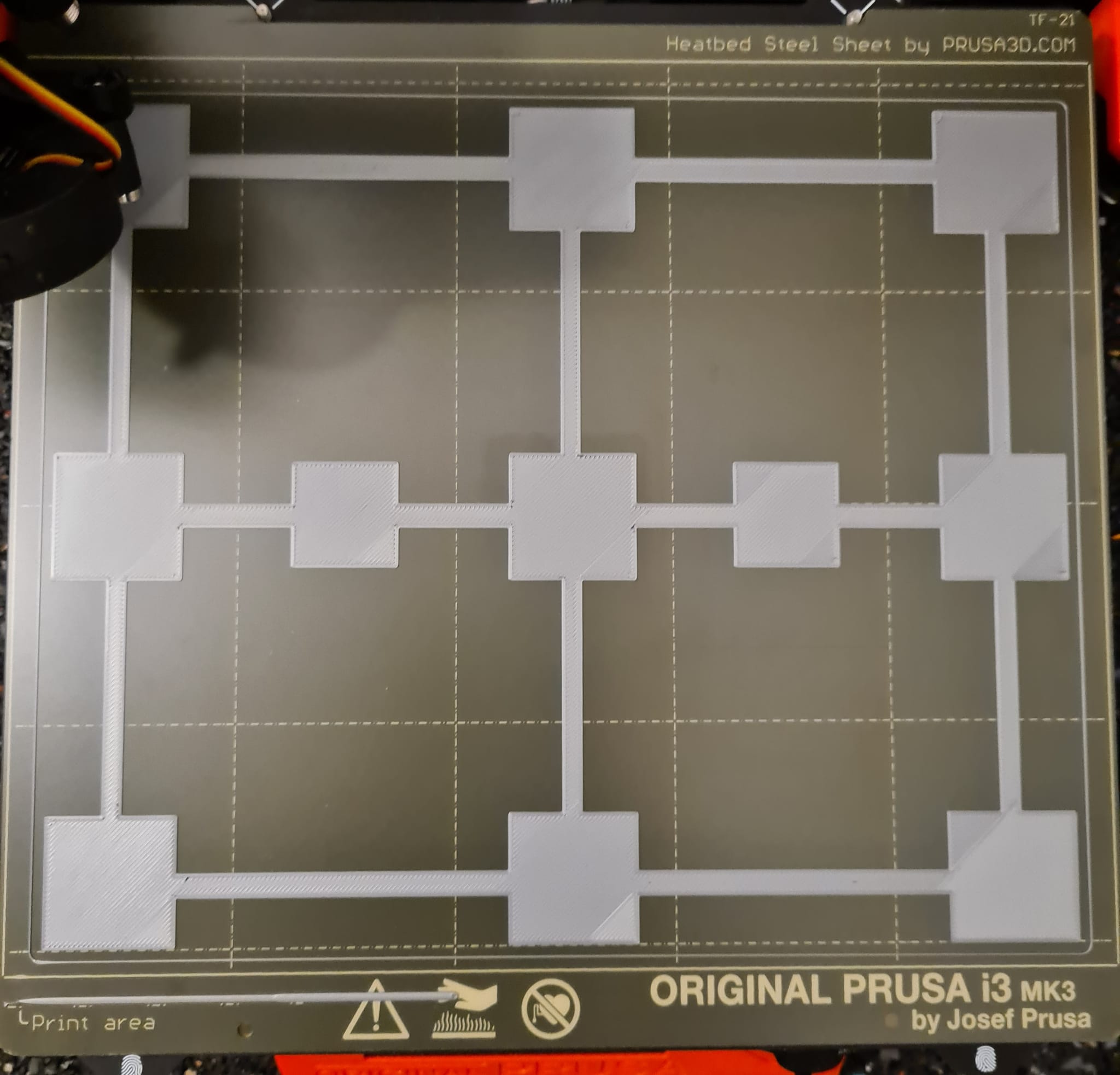
Wie im Bild zu erkennen hat die erste Schicht an einigen Stellen ein "schlechteres Druckbild" und fühlt sich auch leicht rau an. Schwierigkeit hier ist, dass dies nicht überall auftritt, weshalb das Z-Adjustment nicht weiterhilft.
Was ich bereits durchgeführt habe:
- Vermessung der Filament Dicke und hinterlegen im Slicer
- Reinigung der Düse innen wie außen
- Reinigung des Druckbettes mehrfach
- Erhöhung Fluss-Rate (führt zu Problemen an stellen wo der Layer in Ordnung ist)
- Prüfung der Gängigkeit aller Lager
- Durchführung eines anderen Testdruckes (selbes Ergebnis)
- Update Firmware Drucker
2. Problem:
In diversen Einträgen von Prusa habe ich gelesen, dass man einen Klebestift als Trennhilfe nutzen soll, um das leben seiner PEI Stahlblech Platte zu verlängern. Dies habe ich nun auch mehrfach mit 2 Unterschiedlichen Klebestiften versucht (Pritt & mitgelieferter von Prusa). Hier hatte ich jedoch bei beiden das Problem, dass der Druck mit Klebestift auf der Druckfläche einfach überhaupt nicht mehr haftet. Der Drucker hat es nicht mal geschafft, sauber die Konturen des Drucks auf das Bett zu bringen. Gibt es hier einen Trick oder bestimmten Hersteller, die verwendet werden sollte?
Ich würde mich über eure Hilfe und Erfahrung freuen.
Viele Grüße
TwinForce
Best Answer by d3dp:
Der Prusa bringt auch im Standardzustand - wenn man den Drucker gewissenhaft der Anleitung folgend aufgebaut hat - einen sauberen ersten Layer hin, dass stimmt schon so. Es ist aber auch so, dass das immer ein Stück weit auf die eigenen Ansprüche und Basteltrieb ankommt.
Ich habe z.B. auch - neben weiteren Spielereien wie der Klipper-Firmware - den Silikonpuffer-Mod im Drucker drin. Nachdem die PINDA als auch SuperPINDA durchaus ne gewisse Schwankung haben können, sowie bei meiner gewünschten 1st-Layer-Height von 0,1 mm (kann das die Original-Firmware mittlerweile eigentlich, meinem letzten Stand nach war die auf 0,15 begrenzt?) eine Z-Fehlstellung von 0,01 mm schon einem sehr großen Fehler beim Extrusionsfaktor (~ 10 %) entspricht, wollte ich das Bett einfach von vornherein schon so gerade wie möglich haben. Damit brauche ich die PINDA im Prinzip nur noch für's Homing, ohne dass der Drucker mit seinem Bettleveling großartig arbeiten muss, um die Z-Abstand-Schwankungen auszugleichen...
Ob die X-Achse des Druckers nach der XYZ-Kalibrierung, bzw. nach dem Überfahren des oberen, mechanischen Anschlags jetzt wirklich 100 % gerade da steht ist so ne Sache, denn: Sind die beiden Plastikkappen oben gleich dick und auf gleicher Höhe festgeschraubt? Ist dieses Fahren in den Anschlag, bis es Schrittverluste auf der Z-Achse gibt, wirklich so reproduzierbar? Hat sich die Achse seit dem letzten Ausschalten einseitig doch etwas gesetzt? Steht der Spaß dann überhaupt parallel zum Bett? Und so weiter und so fort...
Damit die Z-Achse während eines Druckes sauber läuft sollte es ausreichen, was man man übrigens durch Drucken eines hohen Zylinders im Vase-Modus auch ganz gut kontrollieren kann. Und da Prusa offensichtlich selbst weiß, dass das mit dem Mesh Bed Leveling keine tausendprozentig präsize Wissenschaft ist, haben die vermutlich genau deswegen die "Bed Level Correction"-Funktion drin.
Wenn du die Werteskala dort nicht ausreizen musst, um die Quadrate im Vergleich zur Mitte gleichmäßig auf's Bett zu bekommen, würde ich sagen ist dein Drucker ok.
Mit der Variante den Z-Wert über einen einzigen Layer einzustellen stimme ich übrigens überhaupt nicht überein (weder Manuell, noch mit der Firmware-Methode). Denn das ist extrem davon abhängig, dass auch ja der Extrusionsfaktor stimmt und du dich nicht mit dem Filamentdurchmesser vermessen hast. Mehr als zu schauen, dass die Düse nah genug ist damit ein Bauteil hält, mache ich damit nicht.
Was am Ende wichtig ist, ist das das Bauteil die richtige Höhe besitzt: Deswegen drucke ich auf der Druckbettmitte einen kleinen Würfel oder Zylinder, gerade ein paar Millimeter hoch, sodass es zwischen Top- und Bottom-Layer ein paar Layer mit Infill gibt. Dann kontrolliere ich erstmal die Oberfläche der Top-Layer, dort darf es keine Aufwölbungen geben, die auf zu viel Material (Extrusionsfaktor zu hoch / Durchmesser zu klein) hindeuten würden und messe dann die Höhe. Nach zwei, spätestens drei Messungen passt der Z-Wert dann.
RE: PETG First Layer / Erste Schicht & Klebestift auf PEI Stahlblech
Hallo,
Hast du schon mal die fortgeschrittene Kalibrierung gemacht? https://help.prusa3d.com/de/article/druckbett-nivellierung_2267
Sieht so aus als ob das Druckblech etwas verzogen ist.
Eventuell wäre auch ein Silikonmod zu überlegen: https://www.landwehr3d.de/shop/silikondaempfer/prusa
Zu Problem 2:
Ich würde PETG nicht auf das glatte PEI Blech drucken, besorg dir von Prusa das satinierte Blech.
(Für ein zweites Blech musst du ein weiteres Profil anlegen!)
RE:
Hallo Nasedo,
die fortgeschrittene Kalibrierung habe ich bis jetzt noch nicht durchgeführt. Ich werde das gemäß der von dir geposteten Anleitung einmal durchführen und berichten 😊 Bezüglich dessen, dass du vermutest das dass Stahlblech verzogen ist. Muss ich mir hier Gedanken machen oder ist dies recht normal?
Und hast du bereits Erfahrungen mit der Silikon Mod gemacht?
Ja das hatte ich fast schon vermutet das auch die Klebervariante nicht die beste Variante ist. Entsprechend habe ich mir jetzt ein "Steel sheet SATIN" bestellt. Bin mal gespannt wie es sich damit verhält.
RE:
PETG sollte problemlos auf dem glatten PEI-Sheet haften ohne die Verwendung von Klebestiften; habe ich lange so benutzt bis ich vor ca 2 Jahren auf ASA umgestiegen bin; das erste PEI-Sheet habe ich jetzt nach vielen hundert Druckstunden mit einigen Macken, Dellen etc. in Rente geschickt; das kann schon ordentlich was ab. Bei mangelnder Haftung das Sheet mit Spüli schrubben und dann kräftig mit Küchentuch abreiben. Alkohol hilft nicht als Grundreinigung.
Bettlevelkalibrierung, wie vom Kollegen oben schon vorgeschlagen, wäre aucb mein erster Tip, verbunden mit einer 7x7-Abstastung bei Druckbeginn. Ein verzogenes Druckblech würde man sofort erkennen können, weil es nicht plan auf dem Magnetbett aufliegt. Die Z-Kalibrierung scheint mir im Übrigen noch verbesserungsfähig und zu hoch.
Beste Grüße
Chris
I try to give answers to the best of my ability, but I am not a 3D printing pro by any means, and anything you do you do at your own risk. BTW: I have no food for…
RE: PETG First Layer / Erste Schicht & Klebestift auf PEI Stahlblech
Das Druckbett wird sich je nach Temperatur verziehen. Leg mal eine Schiebelehre oder ein Stahllineal hochkant auf das Heizbett (ohne Blech) und leuchte von vorne mit einer Tachenlampe durch, dann wirst du das sehen.
Seit dem ich die Silikondämpfer eingebaut habe und das ganze mit der Messuhr eingestellt habe ist Ruhe bei mir.
So wie JustMe3D oben schon geschrieben hat sollte PETG auf dem PEI eigentlich zu gut halten (wenn es sauber ist). Versuch mal mit dem Z Offset etwas näher ran zu gehen - das kannst du auch während dem Druck machen.
RE:
Das Druckbett wird sich je nach Temperatur verziehen. ......
Seit dem ich die Silikondämpfer eingebaut habe und das ganze mit der Messuhr eingestellt habe ....
Das erinnert mich hier ein bißchen an ein Moppedforum, wo ein Kerl mit neuem Führerschein und altem Mopped nach Hilfe bei wabbeligem Fahrverhalten fragt. Da kommt dann von ausgeschlagenem Lenkkopflager über defekte Dämpfer bis zu verzogenem Rahmen alles - bis dann irgendwann mal einer sagt, er solle mal den Luftdruck in den Reifen prüfen. 🙂
Wie man von dem einen Bild oben auf "verzogenes Druckbett", "Silikondämpfer" und "Meßuhr" kommen kann, habe ich mit meinen gerade mal aber doch immerhin 123+ Drucktagen, rund also 3.000 Druckstunden auf meinem Drucker, der bis auf einen geänderten Filamenteinzug schlicht Serie ist, jedenfalls nicht verstanden; ich kann derart auf den Druck durchschlagende Maß-Losigkeiten weder auf meinem i3MK3s noch auf dem danebenstehenden meines Sohnes, der noch weit mehr Stunden hat, beobachten; jedenfalls nicht seit ich nach den ersten paar Tagen mal ´ne Druckbettnivellierung auf beiden Druckern durchgeführt habe und das auch nach größeren Eingriffen wie z.B. Thermistorwechsel im Heizbett wiederhole; auch habe ich inzwischen Z-Einstellungen im Griff, was ein paar Monate bis zur annähernden Perfektion gedauert hat und ganz offenbar auch bei vielen anderen Neu-Usern so lange dauert.
Daß man einen Neuling aber mit so Aussagen wie "verzogenem Druckbett" echt irrtieren kann, der gerade knapp 1000 Euro für einen Top-Drucker hingelegt hat, kann ich mir durchaus vorstellen 🙂 - und wenn´s der TO nicht ist, dann demnächst ein anderer neu-druckender Leser.
Also, bitte nicht gleich verrückt machen lassen mit dem möglicherweise entstehenden Eindruck, man müsse jetzt mit einem verzogenen Druckbett bei Prusa vorstellig werden oder aufwendig nachrüsten, nur um mit einem i3MK3S+ saubere Ergebnisse zu erzielen, dem ist nicht so. Wenn das beim Kollegen Nasedo anders war, will ich das überhaupt nicht in Abrede stellen (sic!), aber der Normalfall, behaupte ich schlicht, ist das keinesfalls.
Beste Grüße
Chris
I try to give answers to the best of my ability, but I am not a 3D printing pro by any means, and anything you do you do at your own risk. BTW: I have no food for…
RE:
.... und ´ne Prüfung auf Spannungsfreiheit des Rahmens des Druckers (Schrauben leicht lösen und wieder anziehen) ist auch immer mal ne gute Idee bei neuen Druckern. Muttis Ceranfeld in der Küche ist übrigens schön plan als Test- und Einrichtfläche (aber bitte nur im erkalteten Zustand, gell, sonst verzieht sich das Druckbett wirklich 🙂 Danach dann bitte noch mal ne komplette Ersteinrichtung per Assistent, wie von Josef im vielfach verlinkten Youtube-Video sehr schön erläutert.
I try to give answers to the best of my ability, but I am not a 3D printing pro by any means, and anything you do you do at your own risk. BTW: I have no food for…
RE: PETG First Layer / Erste Schicht & Klebestift auf PEI Stahlblech
@twinforce
Ich bin da ganz bei @justme3d. Lass dich jetzt nicht mit verschiedenen Mod´s etc. verrückt machen.
Ich drucke mit dem MK3(s)(+) und MMU2s(s) jetzt auch schon ein paar Jahre ohne das ich je das Bedürfnis nach einstellbaren Linearschienen oder Rahmenumbauten verspürt habe. Auch Silikon- oder Federlagerungen für das Druckbett sind bei mir glücklicherweise nicht notwendig. Bei mir klappt auf 190mm x 245mm auch ein Druck mit sauber geschlossenem ersten Layer. Der Drucker kann das schon. Klar gibt es immer sinnvolle Verbesserungen, aber für den Anfang sollte das auch bei Dir klappen. Ich hatte, das will ich nicht unerwähnt lassen, aber auch ein verzogenes Druckbett ab Werk. Das war aber noch die erste oder zweite Auslieferungswelle des MK3 nach erscheinen, und das Druckbett wurde auch anstandslos ausgetauscht. Aber auch das ist mit Vorsicht zu genießen, nur weil Licht unterm Haarlineal durchkommt ist das Druckbett nicht direkt unbrauchbar. Meines war um mindestens 1-2mm gewölbt! Das funktioniert natürlich nicht mehr.
Nun aber zum Druckblech.
Ich habe festgestellt das die Haftung auf dem satinierten Druckblech (bei mir) auch nicht so gut funktioniert wie bei allen anderen Blechen. Das sind zwei glatte und das grob strukturierte. Alles original Prusa. Immer wenn ich Haftungsprobleme mit den strukturierten Blechen nicht in den Griff bekomme weiche ich auf die glatten aus. Das ist allerdings auch sehr selten und hängt meistens mit der jeweiligen Geometrie zusammen. Aber wie bei den anderen Blechen habe ich auch das satinierte mittlerweile oberflächlich etwas bearbeitet mit einem nicht mehr ganz so scharfen "Kratzschwamm". Das hat, gepaart mit ordentlichem entfetten, schon eine Menge gebracht. So etwas wie Kleber verwende ich nur noch bei Spezialfilamenten wie z.B. Nylon oder PMMA. Das sollte sonst nicht notwendig sein.
Was tun wenn man den first Layer so überhaupt nicht in den Griff bekommt und schon eine Menge probiert hat?
Wie bereits schon oft hier im Forum erwähnt kann ich in dem Fall dazu raten einen vollständigen Reset mit anschließender Neueinrichtung/Kalibrierung durchzuführen. Das hat schon oft Wunder gewirkt.
Ein kurzer Hinweis noch zum sauberen Druckblech. Hier solltest Du das Blech mit nicht rückfettendem Spülmittel reinigen. Das entfernt normalerweise zuverlässig vorhandene Rückstände. Danach fusselfrei trocken und nicht mehr aufs Druckblech fassen. Ein Fingerabdruck kann dir die Haftung in dem Bereich komplett versauen. Lass Dir auch bitte nicht erzählen das Isopropylhalkohol zum Reinigen reicht. Das ist nur bedingt richtig und taugt im Fall des FDM Drucks nur zum abwischen eines sauberen Blechs, nicht zum entfetten!
Ich hoffe das hilft Dir etwas weiter.
Gruß Kai
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE:
Hallo zusammen,
erstmal vielen Dank für die lieben Tipps!
@Kai & @JustMe3D Danke da bin ich beruhigt. Ich hätte es auch unschön gefunden, wenn ein 1000€ Drucker es nicht ohne irgendwelche Hardwareanpassungen es nicht hinbekommt den 1. Layer sauber zu drucken. 😊
Nun habe jetzt erstmal die gesamte Kalibrierung zurückgesetzt und erneut durchgeführt. Aktuell führe ich die "Detaillierte" Kalibrierung durch https://help.prusa3d.com/de/article/druckbett-nivellierung_2267. So wie es sich aktuell darstellt sieht es so aus als wäre das druckblech rechts wesentlich näher an der Nozzel als Links. Ich würde versuchen das zu korrigieren mit den Einstellungen. Jedoch frage ich mich, ob ich ggf. Montagetechnisch was schief ist und lieber versuchen sollte Montagetechnisch was zu korrigieren?
Hinweis: Nicht wundern über diese kanten links. Irgendwie habe ich das dumm gesliced. Er hat immer nur 1/2 Quadrath gedruckt und später wieder dort angesetzt.
Links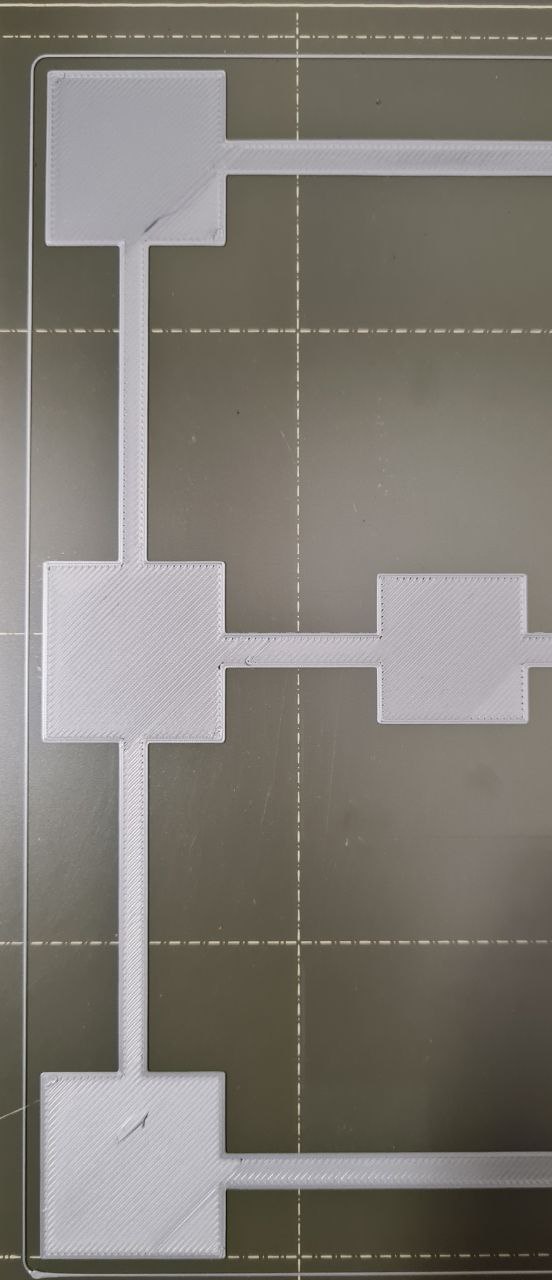
rechts
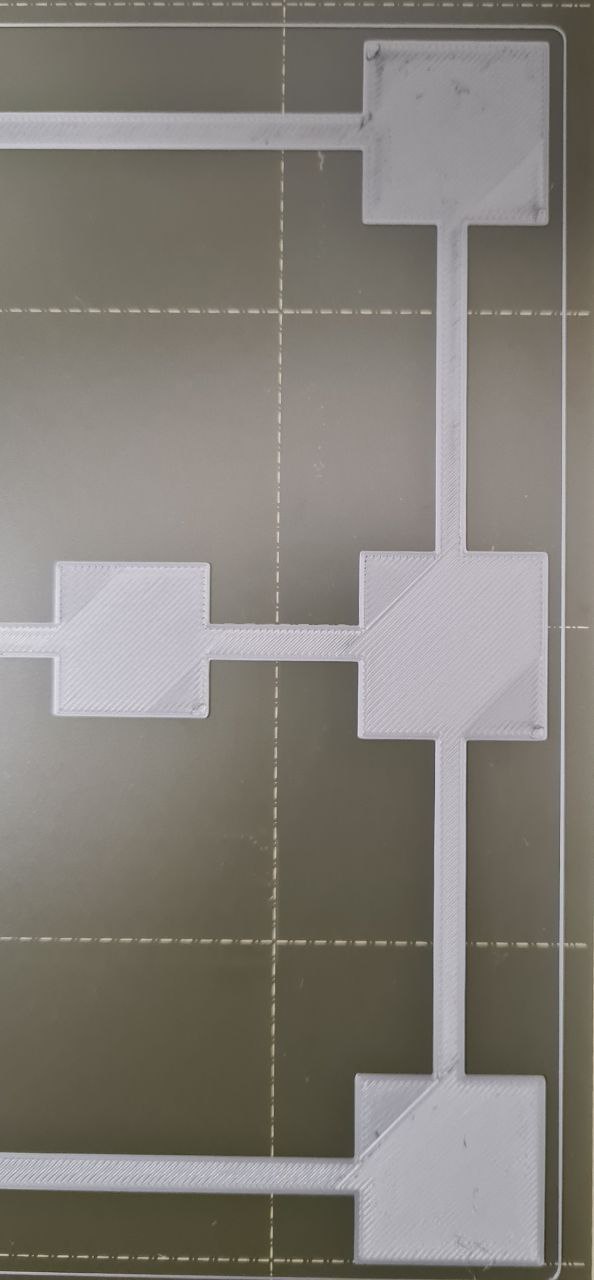
gesamt
Gruß
TwinForce
RE: PETG First Layer / Erste Schicht & Klebestift auf PEI Stahlblech
Hi, danke für die Rückmeldung. Also:
als 3D-Drucker bist Du auch im Jahr 2022 noch ein Early Adopter der Technologie. Auch wenn Prusa die Dinger fertig montiert ausliefert und ein Protokoll mitliefert, heißt das im Endeffekt nur, daß man sich die Zusammenbau-Arbeit spart. Man wird letztlich nicht drumherumkommen, selbst Hand anzulegen und mal nachzusteuern, auch auf der mechanischen Ebene. Das macht eigentlich auch Spaß und man lernt seinen Drucker kennen.
Ich würde Dir folgendes empfehlen:
Schritt 1: Stell´ den Drucker auf eine ebene Fläche - wie schon gesagt eignen sich Cerankochfelder u.ä. dafür gut; dann löse die Schrauben an Front- und Rückplatte leicht, ebenso die des Hauptrahmens und dann gucke daß der Drucker sich "setzt", siehe Schritt 10 in der Prusa Anleitung.
Dann die Schrauben wie in den vorhergehenden Schritten der Anleitung beschrieben über Kreuz wieder anziehen. Der Drucker ist übrigens statisch recht stabil, den kann man schon mal durch´s Haus schleppen, ohne daß sich da was verzieht. Aber Transport, Frosttemperaturen im Karton und ähliches können schon Spannungen im Rahmen aufbauen.
Schritt 2: Wenn das fertig ist, mach´ mal eine komplette Grundeinrichtung, wie Josef sie im Video bei youtube erklärt. Ist ganz simpel, aber wirklich wichtig. Zum Ende der Einrichtung hin kommt dort dann die Z-Kalibrierung mit dem Mini-Quadrat, die bekanntermaßen eher wenig taugt. Was auch immer da herauskommt für ein Müll, zu hoch, zu tief, einfach mal als ok bestätigen und den Einrichtungsassistenten abschließen.
Schritt 3: Stell´ im Menü die Gitterbettkalibrierung auf 7x7, Wiederholrate auf 3 (wenn der Drucker gut kalibriert ist nachher reicht m.E. auch 7x7 /1), näheres dazu hier.
Schritt 4: Slice Dir ein 70x70mm-Quadrat mit Höhe 0,2mm (entspricht der Dicke der ersten Schicht eines Druckes); das Quadrat plazierst Du vor dem Slicen auf der Mitte des Druckbettes. Ich hänge Dir ein passendes Quadrat hier verpackt in einem zip-file an (stl-files kann man hier nicht anhängen), mußt Du nur noch mit dem PrusaSlicer entsprechend für Dein Filament slicen.
Das fertige Quadrat als gcode druckst Du dann und hast einige Minuten Zeit, den Drucker in Ruhe einzustellen (Einstellungen - Live Z einstellen); ich mache das inkrementell. Wenn´s furchtbar fett ist, drehe ich auch mal auf einen Schlag 100 oder mehr Punkte runter, aber als Neuling ist man da sinnvollerweise eher zögerlich, aber den Dreh hat man schnell raus. Wenn man dann näherungsweise an einen Punkt kommt, wo der Druck ordentlich aussieht, gehe ich persönlich dann noch mal in 10er-Schritten tiefer, man sieht dann recht schnell wo die unterste Grenze ist weil unsauber/zu dünn, und dann gehe ich wieder hoch bis es unsauber / zu dick wird. Das Quadrat wird idR von einer Ecke diagonal gedruckt, d.h. wenn die kurzen Linien am Anfang und gegen Ende des Druckes unsauber werden, die langen Linien aber sauber sind, ist´s auch zu dick; ist ähnlich wie bei einer Farbsprühdose, wenn man am Ende des Sprühweges immer auf dem Objekt umdreht.... Die Linien sollen nicht so nebeneinander liegen, daß sie sich beim Lösen des Quadrates aufribbeln zum Faden; die Linien sollen aber auch nicht von der Düse vermatscht werden.
Wenn das dann schick aussieht - und das tut es früher oder später - , dann ist erst mal gut. Schreib´ Dir den gefundenen Z-Wert auf - er gilt übrigens nur für dieses eine Druckblech und nur bis zum nächsten Düsenwechsel; aber der Drucker merkt sich den Wert, den Du bei Live Z eingestellt hast, als neuen Z-Wert.
Schritt 5 - gerne auch erst irgendwann später mal: Im nächsten Schritt kannst Du dann mal das Quadrat in verschiedenen Ecken des Druckbettes plazieren und drucken und mal gucken, ob Dein Z-Wert da abweichen sollte. Das kann man dann über die Druckbett-Nivellierung, wie Du sie gerade machst, noch weiter optimieren, aber wenn´s in der Mitte gut aussieht, ist das erst mal das allerwichtigste.
Grüße
Chris
I try to give answers to the best of my ability, but I am not a 3D printing pro by any means, and anything you do you do at your own risk. BTW: I have no food for…
RE: PETG First Layer / Erste Schicht & Klebestift auf PEI Stahlblech
Der Prusa bringt auch im Standardzustand - wenn man den Drucker gewissenhaft der Anleitung folgend aufgebaut hat - einen sauberen ersten Layer hin, dass stimmt schon so. Es ist aber auch so, dass das immer ein Stück weit auf die eigenen Ansprüche und Basteltrieb ankommt.
Ich habe z.B. auch - neben weiteren Spielereien wie der Klipper-Firmware - den Silikonpuffer-Mod im Drucker drin. Nachdem die PINDA als auch SuperPINDA durchaus ne gewisse Schwankung haben können, sowie bei meiner gewünschten 1st-Layer-Height von 0,1 mm (kann das die Original-Firmware mittlerweile eigentlich, meinem letzten Stand nach war die auf 0,15 begrenzt?) eine Z-Fehlstellung von 0,01 mm schon einem sehr großen Fehler beim Extrusionsfaktor (~ 10 %) entspricht, wollte ich das Bett einfach von vornherein schon so gerade wie möglich haben. Damit brauche ich die PINDA im Prinzip nur noch für's Homing, ohne dass der Drucker mit seinem Bettleveling großartig arbeiten muss, um die Z-Abstand-Schwankungen auszugleichen...
Ob die X-Achse des Druckers nach der XYZ-Kalibrierung, bzw. nach dem Überfahren des oberen, mechanischen Anschlags jetzt wirklich 100 % gerade da steht ist so ne Sache, denn: Sind die beiden Plastikkappen oben gleich dick und auf gleicher Höhe festgeschraubt? Ist dieses Fahren in den Anschlag, bis es Schrittverluste auf der Z-Achse gibt, wirklich so reproduzierbar? Hat sich die Achse seit dem letzten Ausschalten einseitig doch etwas gesetzt? Steht der Spaß dann überhaupt parallel zum Bett? Und so weiter und so fort...
Damit die Z-Achse während eines Druckes sauber läuft sollte es ausreichen, was man man übrigens durch Drucken eines hohen Zylinders im Vase-Modus auch ganz gut kontrollieren kann. Und da Prusa offensichtlich selbst weiß, dass das mit dem Mesh Bed Leveling keine tausendprozentig präsize Wissenschaft ist, haben die vermutlich genau deswegen die "Bed Level Correction"-Funktion drin.
Wenn du die Werteskala dort nicht ausreizen musst, um die Quadrate im Vergleich zur Mitte gleichmäßig auf's Bett zu bekommen, würde ich sagen ist dein Drucker ok.
Mit der Variante den Z-Wert über einen einzigen Layer einzustellen stimme ich übrigens überhaupt nicht überein (weder Manuell, noch mit der Firmware-Methode). Denn das ist extrem davon abhängig, dass auch ja der Extrusionsfaktor stimmt und du dich nicht mit dem Filamentdurchmesser vermessen hast. Mehr als zu schauen, dass die Düse nah genug ist damit ein Bauteil hält, mache ich damit nicht.
Was am Ende wichtig ist, ist das das Bauteil die richtige Höhe besitzt: Deswegen drucke ich auf der Druckbettmitte einen kleinen Würfel oder Zylinder, gerade ein paar Millimeter hoch, sodass es zwischen Top- und Bottom-Layer ein paar Layer mit Infill gibt. Dann kontrolliere ich erstmal die Oberfläche der Top-Layer, dort darf es keine Aufwölbungen geben, die auf zu viel Material (Extrusionsfaktor zu hoch / Durchmesser zu klein) hindeuten würden und messe dann die Höhe. Nach zwei, spätestens drei Messungen passt der Z-Wert dann.
RE:
Hi JustMe3D,
ich habe jetzt alle Schritte durchgeführt und es ist noch nicht perfekt aber um mind. 80% besser geworden. Ich verbeuge mich vor eurem Know-How und deiner Super Anleitung gehe ich sogar auf die Knie. Das Ergebnis ist extrem gut im Gegensatz zu vorher. Ihr seit hier echt eine Hammer Community! 🤩 🤩 🤩 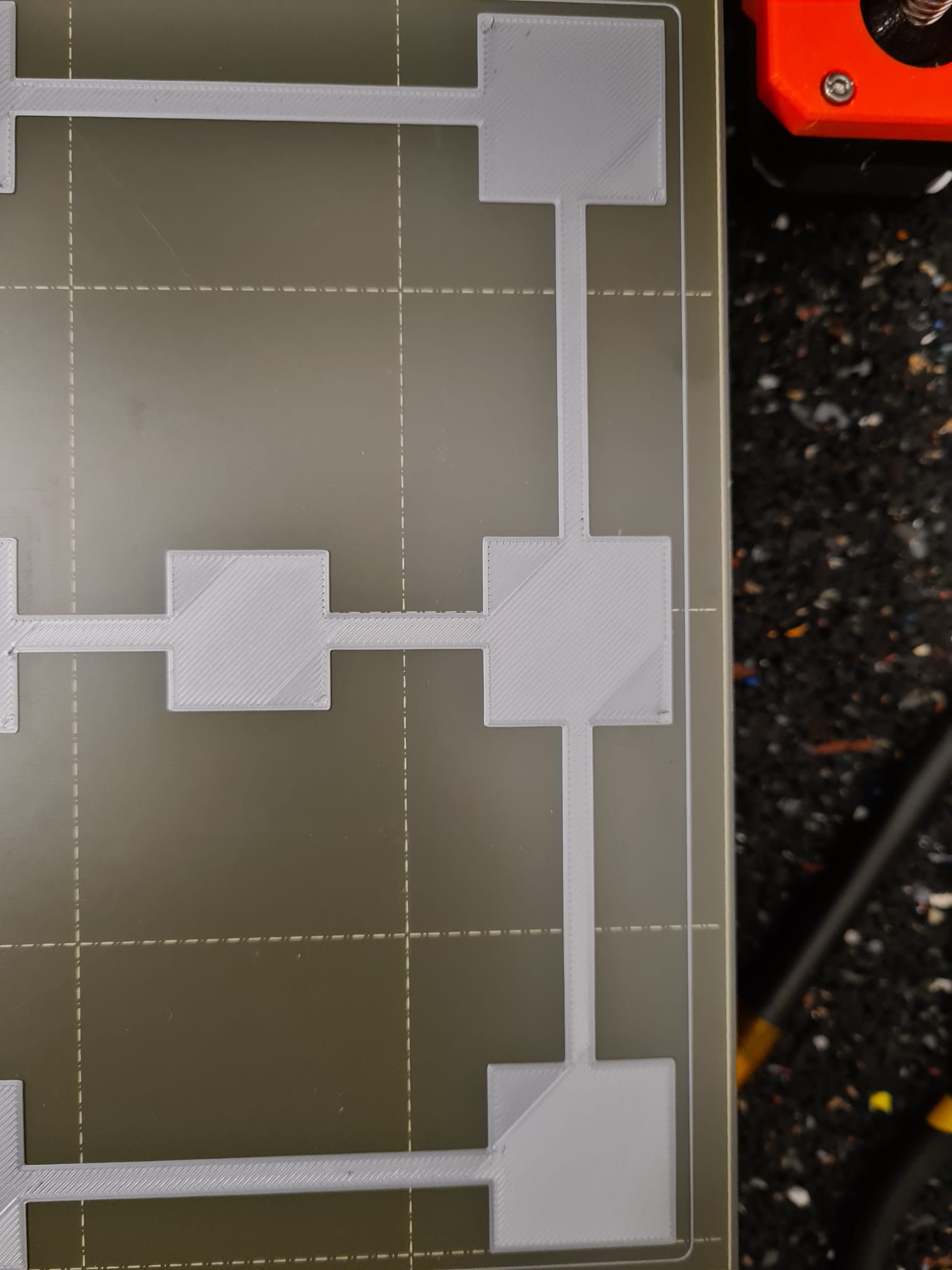
RE:
Freut mich wenn´s ein wenig geholfen hat; danke für die Rückmeldung. Wie gesagt, da ist ´ne Menge learning by doing dabei, ich glaube diese Lernkurve kann man niemandem abnehmen sondern bestenfalls erleichtern. Es sind so viele Faktoren, die eine Rolle spielen - das geht schon bei der Zimmertemperatur und Zugluft los, wenn man nicht im Gehäuse druckt, dann kann die Filamentdurchflußrate auch mal angeguckt werden, das ist spannend, jederzeit reversibel und auch hier lernt man viel über den Slicer und den Drucker. Wenn dann bei einem Filament erhöhte Fädenbildung auftritt, will man sich mal mit der Retraktion des Filamentes beschäftigen, auch ein echt interessanter Wert. Dann geht´s mit der Düse vielleicht doch noch mal ein wenig tiefer oder höher, der Luftstrom der Kühlung wird verringert oder erhöht, ein Filament ist besser zu verarbeiten als das andere (ich schwöre für meine Funktionsteile-Belange auf die Allzweckwaffe Spectrum ASA 275, das ist dermaßen prima zu drucken bei 256/60 Grad, daß es eine Wucht ist), das eine Druckblech ist besser als das anders beschichtete - da kommen auch sehr viele Vorlieben zum Tragen. Die Eierlegende Wollmilchsau gibt´s nicht und der eine will den Drucker einfach nur verstehen und damit drucken, der andere mag gerne jeden einzelnen Mod ausprobieren, der durch´s virtuelle Dorf getrieben wird, experimentiert mit Meßuhren, anderen Lagern und und und tage- und wochenlang an Verbesserungen. Wichtig ist, denke ich, auch seine eigenen Erkenntnisse nur als Zwischenstation zu verstehen und nicht als apodiktisch zu betrachten; ich jedenfalls habe immer wieder mal bewußt meine "Erkenntnisse" in Frage gestellt und zB die Druckbetttemperatur bei ASA von 75 bis auf 60 heruntergeregelt, weil damit wenig bis kein Warping mehr auftrat und auf dem neuen, satinierten Druckblech keinerlei Haftungsprobleme auftraten, was beim alten PEI-Sheet mit 60 Grad selbst mit Kores Klebestift nicht so recht möglich war. Und dann immer wieder fleißig hier mitlesen; hier gibt´s ein paar echte Cracks, bei denen ich immer staune, was sie alles wissen; ich hab´ für meine Druckbedürfnisse das Wesentliche im Griff aber man kann da unglaublich viel mehr Wissen ansammeln, wenn man Zeit und Lust hat.
Viel Spaß beim Herumprobieren!
Grüße
Chris
I try to give answers to the best of my ability, but I am not a 3D printing pro by any means, and anything you do you do at your own risk. BTW: I have no food for…
RE:
@twinforce Weil ich es gerade an anderer Stelle geschrieben habe: Guck´ Dir ruhig noch mal die Positionierung des SuperPINDA-Sensors an, wie hier beschrieben. Danach mußt Du aber noch mal Z kalibrieren, vorher den ermitelten Wert aufschreiben!
Da Du den Drucker nicht selbst zusammengebaut hast, hier noch der Hinweis, daß in der verlinkten Online-Bauanleitung jeweils häufig Kommentare unter den einzelnen Schritten verlinkt sind mit einer orangefarbenen Sprechblase X Kommentare.
Diese Userkommentare sind häufig, aber auch nicht ausnahmslos, sehr hilfreich; ggf. auch mal auf die englische Anleitung umschalten, da gibt´s dann noch mehr Kommentare.
Beste Grüße
Chris
I try to give answers to the best of my ability, but I am not a 3D printing pro by any means, and anything you do you do at your own risk. BTW: I have no food for…