Please help in printing
Hello All,
I am looking for help. I am very new to 3d printing. Just printed few simple objects.
I am trying to print this cone in overture petg. Nozzle temp 280 bed temp 85. Z height -1.67. Printer is prusa mini+
https://www.thingiverse.com/thing:4978262
I have taken this model and using prusa slicer have changed scaled to 140%
The problem i am facing is that when print starts the print look to be firmly stuck on the plate but after 30 to 40% of print the print gets loose from the plate and then i just get mess of petg in form of threads intertwined together.
But on observing what got printed, i notice the initial print is well printed and smooth.
I am not sure where i am getting wrong as for initial 1 inch print seems to stick well on plate and looks good.
As i said before i am very new and i may be doing very silly or my calibration is off. Please guide.
RE:
Hey and welcome to the forum,
fist of all, this is literally the "printing help" forum, using a topic like "Please help in printing" is not helping others with the same problem to find the thing they are looking for. In your case "adhesion problems mid print" or "model detaching from surface" would be a better choice.
Anyway, the two key factors for your kind of failure are: fist layer calibration and clean build plate, secondary factors are poorly designed model, wrong orientation, missing supports and choice of infill.
To tackle the key factors: run the build in first layer calibration and post a picture of the result still on the bed and clean your print bed (either lots of dish washing agent and hot water to rinse or lots of 99% IPA and paper towels. Both work nicely when done correctly. Don't ever touch the surface with your fingers, if you do: repeat cleaning)
Before printing new filament, always check the table at https://help.prusa3d.com/materials for compatibility.
If at first you don't succeed, skydiving is not for you.
Find out why this is pinned in the general section!
RE: Please help in printing
Everything robin said is good advice. Please follow it. In addition, 280 is crazy high for Overture PETG, or PETG in general. I print Overture PETG at 230.
Formerly known on this forum as @fuchsr -- https://foxrun3d.com/
RE: Please help in printing
Everything Robin and fuchsr said is good advice. What surface are you using? Generally PETG sticks too well, and can pull off the PEI from the surface. It generally does not loosen easily. Take pictures of your own results, of the print and the first layer as Robin asked for. That will be a lot more help to diagnose the issue.
Regards,
Mark
RE:
I agree with Robin about topic subject not helpful. I tried updating but did not see option. Will take more care next time.
Nozzle temp at 280 was typo. I was printing at 240.
Here are pictures of print and first layer calibration.

broken print

area which printed well
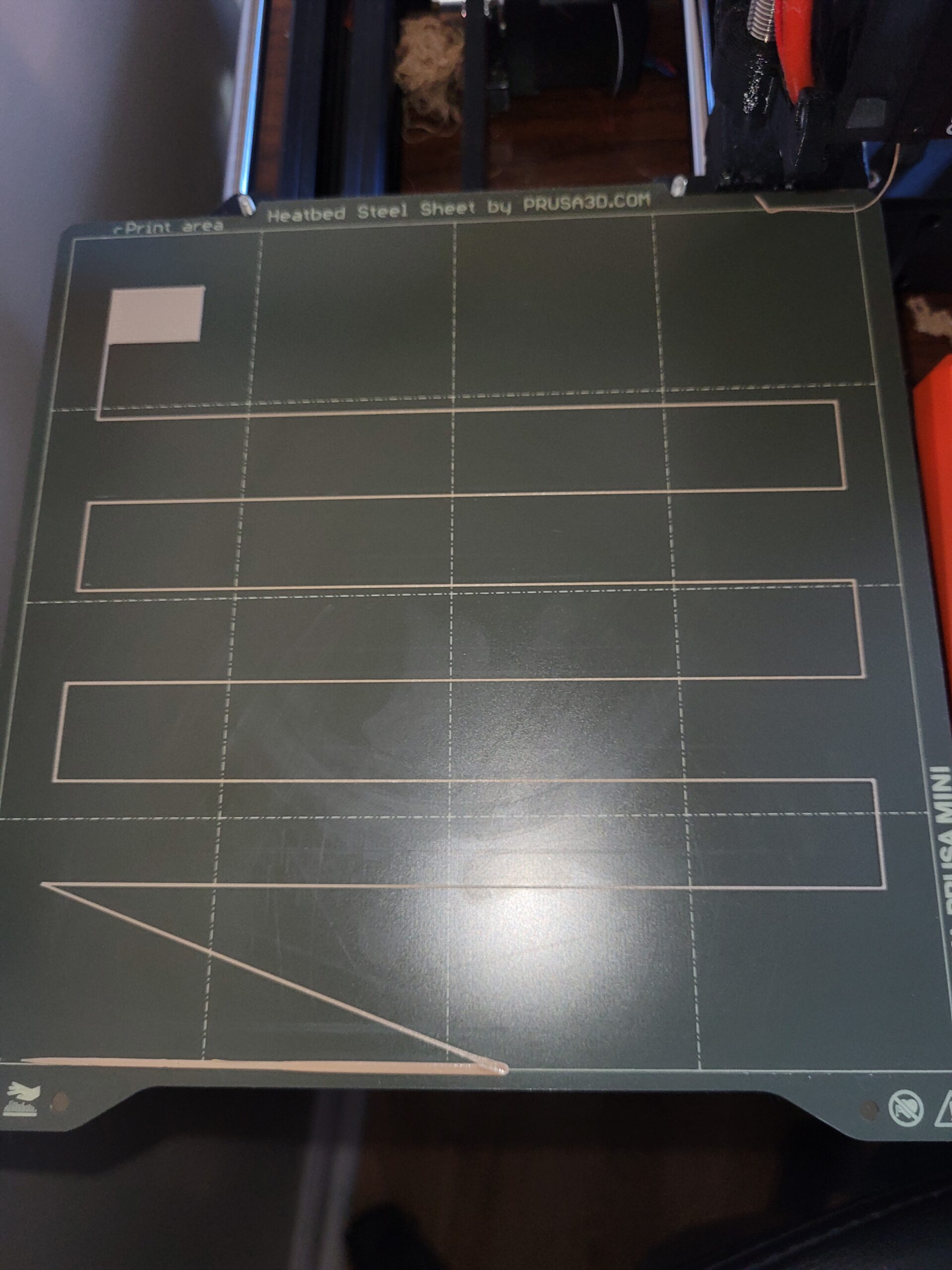
first layer calibration result

First layer calibration setting
RE: Please help in printing
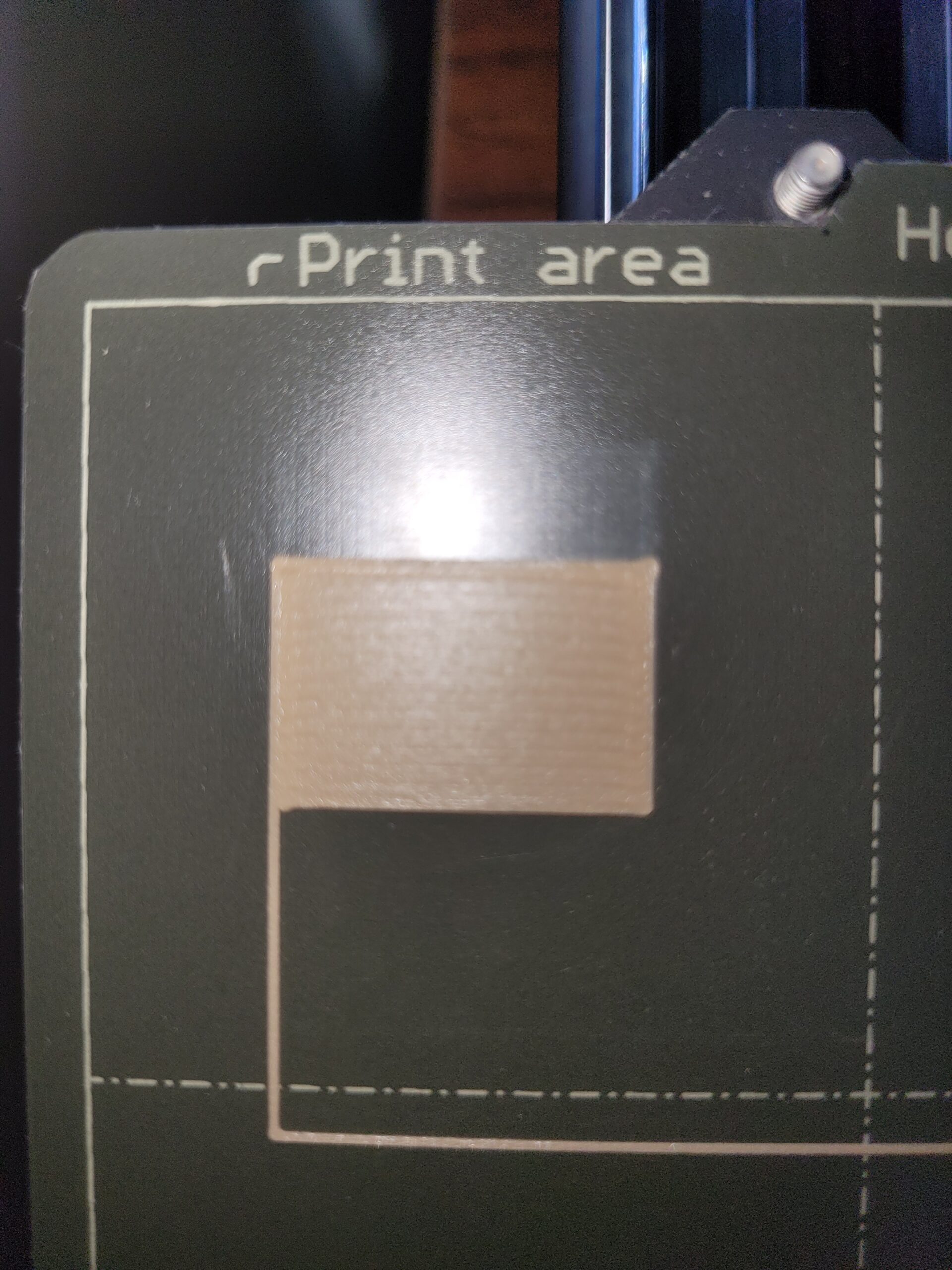
You need to take a close up picture of the rectangle on the first layer calibration.
I will hope a moderator can change the title.
Regards,
Mark
RE: Please help in printing
This model should print fine although it doesn't have much contact surface area for a model that height. As suggested before, wash the sheet with plenty of hot water and dish washing soap. You can clearly see crud on the last photo. Also, while it shouldn't be necessary you may want to put a brim around the model to give it more context surface. Last, and it's always hard to judge from photos, with the way you scaled you may have a lot of gap infill. I'd try to adjust my extrusion width for perimeters to get rid of the gap infill or deselect gap infill in print settings. Gap infill may cause vibrations which in turn may help loosen the model's grip on the print surface.
Formerly known on this forum as @fuchsr -- https://foxrun3d.com/
RE: Please help in printing
Here is close up picture

RE: Please help in printing
I wil wash the plate. Could you please point me in some instructions where i can understand more on infill and how to change settings. If i upload gcode and modified stls. Can it be verified?
RE: Please help in printing
If you want feedback/help with settings it‘s best to upload a saved (3mf) and zipped (needed for the forum to accept the file as upload) slicer project file. It contains the model and all settings.
If at first you don't succeed, skydiving is not for you.
Find out why this is pinned in the general section!
RE: Please help in printing
Your first layer looks good, a little bit too low maybe, but I‘d leave it there for the time being.
If at first you don't succeed, skydiving is not for you.
Find out why this is pinned in the general section!
RE:
I'd recommend to set Prusa Slicer to "simple" mode and start printing simple models. Learn about the available settings in the KB: https://help.prusa3d.com/category/prusaslicer_204 and if you are familiar with everything switch to "advanced" and repeat. Finally "expert" and repeat.
Always start with default settings (unless you know exactly what you are doing), change only one thing at a time, look how that affects the result.
If you run into problems with a specific model, get help in the forum...
If at first you don't succeed, skydiving is not for you.
Find out why this is pinned in the general section!
RE:
here is model file attached.
AngelFish breeding cone - scaled
RE: Please help in printing
Hi Robin, I have attached file in another post.
There's nothing obvious wrong with your settings.
I see no point in using 0.15mm layers, the 0.2mm SPEED setting should be fine.
As @fuchsr pointed out it is rather tall for the contact area, so set elephant's foot compensation to zero and add a few mm of brim.
The print sheet cleaning advice above is sound. Starting with a scrupulously clean sheet - if it is textured or satin use it as it is with PETG, if it is the smooth sheet then either use a spray of Windex or a single line of gluestick spread around with a wet tissue.
Cheerio,
RE: Please help in printing
What Diem said.
And: Why did you change the "perimeter transition length" in Aracne advanced section? I'd use classic parameter engine anyway (until the bugs are sorted out, but I don't think your model is affected). Do not use grid infill in tall and/or big objects since it has crossing lines which might result in collisions and object detachment (in your case it won't make much of a difference since the space to fill is not big enough for crossings).
If at first you don't succeed, skydiving is not for you.
Find out why this is pinned in the general section!
RE: Please help in printing
Will try out and come back
RE: Please help in printing
here is updated 3mf file. I have tried to implement all suggestion. if possible, please see and let me it looks good.
I will start printing if this looks good.
That has a better chance of working.
Cheerio,
RE: Please help in printing
One change I would suggest: change perimeters from 2 to 3. This will get rid of all the sparse infill in the main part of the cone which I suspect may cause some irregularities on the curved outer surfaces.
Formerly known on this forum as @fuchsr -- https://foxrun3d.com/