Problems with the G-Code
I have the prusa i3 CTC pro B, and I have a problem with the G-Code, because of the velocity. The default G-code in the prusaslicer is:
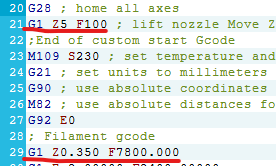
G1 Z5 F5000 and i had to change the code to F100 in the printer configuration-personal G-code.

The problem appears when I export the GCode, because the line which the struder back to the heat bead is too fast. The first line is ok, because I changed manually, but the second is created automatically.
How can I change it? I'd like when I'll slice the second line in red, instead of F7800.0 will be F100.
Thanks in advance.
Best Answer by Neophyl:
Have you answered your own question ?
Anyway if you still have an issue please read this thread in the Prusa Slicer sub section https://forum.prusa3d.com/forum/prusaslicer/initial-movement-speed-crashing-z-axis/
That move is the move to the start of your print and it is classed as a travel move, as such its moved at the travel speed. Z cant do the normal travel speeds but there is NO separate travel rate for purely z moves unfortunately. On a different thread on github it was pointed out that your machine firmware should be limiting the actual travel move on z no matter what slicer says to move at. SO I would check what your machine limits are set to in both Slicer (in case its sending them to the printer) and also in your printers eeprom settings in firmware.
RE: Problems with the G-Code
I have the prusa i3 CTC pro B, and I have a problem with the G-Code, because of the velocity. The default G-code in the prusaslicer is:
G1 Z5 F5000 and i had to change the code to F100 in the printer configuration-personal G-code.
The problem appears when I export the GCode, because the line which the struder back to the heat bead is too fast. The first line is ok, because I changed manually, but the second is created automatically.
How can I change it? I'd like when I'll slice the second line in red, instead of F7800.0 will be F100.
Thanks in advance.
I'd would like to know how to change the speed of the z movements.
RE: Problems with the G-Code
Have you answered your own question ?
Anyway if you still have an issue please read this thread in the Prusa Slicer sub section https://forum.prusa3d.com/forum/prusaslicer/initial-movement-speed-crashing-z-axis/
That move is the move to the start of your print and it is classed as a travel move, as such its moved at the travel speed. Z cant do the normal travel speeds but there is NO separate travel rate for purely z moves unfortunately. On a different thread on github it was pointed out that your machine firmware should be limiting the actual travel move on z no matter what slicer says to move at. SO I would check what your machine limits are set to in both Slicer (in case its sending them to the printer) and also in your printers eeprom settings in firmware.
RE: Problems with the G-Code
@neophyl
The problem was that you said.
Thanks, I saw the answer in other forum. But thanks anyway!