Prusa Mini Input Shaper ständig Druckprobleme
Grüßt Euch zusammen,
habe an meinem Mini einen Bondtech Extruder und das E3D Hotend im Einsatz. Bisher bin ich eigentlich zufrieden. Nun habe ich den Input Shaper installiert und drucke weiterhin PLA von Material4 Print. Dafür verwende ich das Generic PLA File ohne Anpassungen.
Seit dem Update habe ich sehr oft das Problem mit Extrusionsproblemen. Das fürhr dann dazu dass sich der Extruder in das Material eingräbt.
Die Bowdenschläuche habe ich bereits erneuert und die sind spielfrei. Der Extruder mit den Ritzeln sind sauber, verschiedene Anpressdrücke habe ich schon ausprobiert.
Ich drucke in einem Plexiglasgehäuse, es wird ja immer wieder gesagt dass gerade bei PLA ein Hitzestau problematisch werden kann. Doch vor dem Input Shaper hatte ich das nicht.
Es ist auch nicht so dass die Noozle verdreckt und zugesetzt ist. Wenn ich nach dem Extrusionsproblem das Material entladen habe und wieder lade so funktioniert es wieder.
Ich bin etwas ratlos und frage deshalb hier ob jemand auch solche Probleme und eine Lösung dafür hat
Vielen Dank Euch!
RE: Prusa Mini Input Shaper ständig Druckprobleme
Dann lass doch mal das Gehäuse offen - PLA braucht keine Einhausung. Wenn es mit dem Hitzestau zu tun hat, wird sich das Problem wohl aufheben oder zumindest deutlich nach "hinten" verschieben...! Es mag sein, daß es vorher ohne Input Shaper funktioniert hat. Aber weißt du, wie es funktioniert hat? Vielleicht haben diese "abrisse" dich gerade gerettet - die gibt es beim Input Shaper aber so nicht mehr - er pumpt in einem annähernd kontinuierlichen Fluss das Material rein. Ich habe deine Teile ohne Input Shaper nicht gesehen, aber denkbar wäre es schon, daß da eventuell er zwischendurch sich "luft" machen konnte, um den Druck "los zu werden". Davon ab - Temperatur und Geschwindigkeit sind gleich? Flow ebenso bzw. sauber angepaßt? Ein Zuviel an Material löst sich nicht in "Luft" auf. Das baut kontinuierlich im Düseninneren Druck auf, bis sich der Druck mal entladen kann - die Frage ist halt immer, in welche Richtung - zur Düse raus oder zum Stepper...?
Wäre so, was mir spontan erstmal einfiehle... Orginal Hotend hast ja nicht mehr, wenn ich das richtig verstehe - das soll nämlich anscheinend etwas suboptimal sein - habe ja keinen Mini...
Gruß, Digibike
RE: Prusa Mini Input Shaper ständig Druckprobleme
danke für deinen Beitrag @Digibike
Gehäuse hab ich nun mal abgenommen.
Wie wird Flow angepasst beim Prusa Slicer? die Messchieber Methode? oder geht das auch einfacher?
Dankeschön
RE: Prusa Mini Input Shaper ständig Druckprobleme
Im PrusaSlicer kannst Du den Extrusionsfluss justieren:
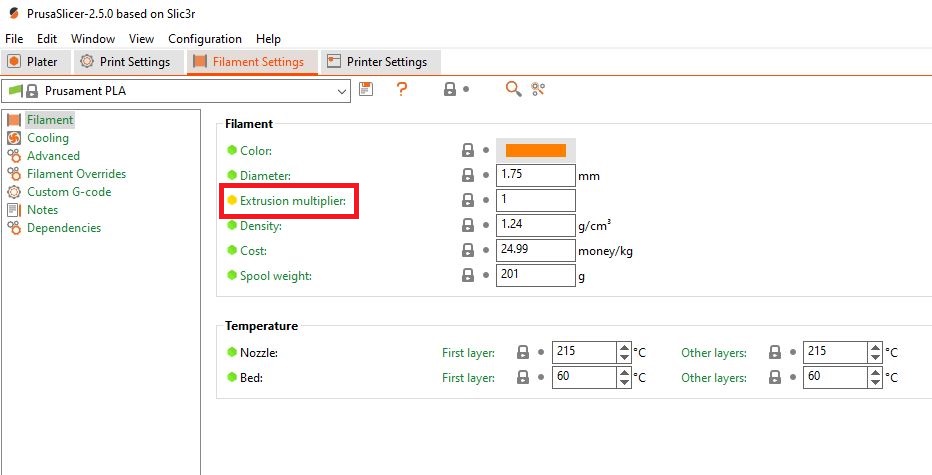
Ich habe da meist Werte zwischen 0.95 und 1 (95 bis 100 Prozent) eingetragen. Zusätzlich würde ich esteps und Extruder Flow überprüfen. Wenn die Werte nicht passen, kann es durchaus möglich sein, dass zuviel oder zuwenig Filament transportiert wird.
Schöne Grüsse,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE:
Hi,
bei Flexmaterialien z.b. wird die Messschieber-Methode komplett versagen - da funzt nur ne Bügelmessschraube... Davon ab, ist da auch recht gut erklärt, wie es sehr genau geht...
Gruß, Digibike
RE:
Hab MK4 und jetzt günstig 2x Mini gebraucht gekauft und beide auf Mini+ upgegradet, 5.1. Software mit Input Shaper, beide original Holend und einen mit Bondtech IFS Extruder . Der mit dem Bondtech hat durchaus Probleme mit Input Shaper bzw Pressure Advance . Abgesehen von dem Vogelartigen Zirpen des Bondtech gab es bei PLA und trotz offenem Gehäuse beim gleichen Slice Modell überraschende Problem mit Unter Extrusion bis zu kompletten Fehldruck. Am Mini+ Original Extruder funktioniert alles deutlich besser, natürlich auch da die Klickgeräusche bei Retraktion. Ich möchte jetzt mal schauen wenn ich das PTFE im Hotend erneuere, ob das einen Unterschied macht . Auch das gleiche Model ohne Input Shaper mal vergleichsweise drucken......
RE:
danke für deinen Beitrag @Digibike
Gehäuse hab ich nun mal abgenommen.
Wie wird Flow angepasst beim Prusa Slicer? die Messchieber Methode? oder geht das auch einfacher?
Dankeschön
Messschieber Methode habe ich angewendet und bin nach dieser Methode vorgegangen:
https://drucktipps3d.de/extruder-esteps-kalibrieren/
Als Referenzlänge habe ich 300mm gewählt, weil damit die Ergebnisse etwas präziser ausfallen. Filament wurde ein qualitativ hochwertiges PETG verwendet.
Die ermittelten Werte (esteps) habe ich direkt in der FW geändert und diese neu kompiliert, da ich die Einstellungen Slicerunabhängig haben wollte.
Die ermittelten Abweichungen waren zwar gering (Fertigungsbedingt) aber dennoch vorhanden und können, falls nicht korrigiert, bei kleineren Düsendurchmessern durchaus Probleme bereiten.
Schöne Grüsse,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Prusa Mini Input Shaper ständig Druckprobleme
Bzgl. Input shaping am Beispiel des MK4: https://forum.prusa3d.com/forum/zusammenbau-und-fehlersuche-bei-den-ersten-druckversuchen-3/sehr-schlechte-druckqualitat/paged/2/#post-688946
Schöne Grüsse,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Prusa Mini Input Shaper ständig Druckprobleme
So sehe ich das auch. habe jetzt das Gehäuse entfernt und ein Modell gedruckt. alles einwandfrei. der nächste Druck unter GLEICHEN Bedingungen gut gestartet und Zack - wieder das Problem. WARUM.
RE: Prusa Mini Input Shaper ständig Druckprobleme
Zwischeninfo was ich nun gemacht habe:
- input Shaper augeschaltet und normal gedruckt, Gleiches Problem!
- Wärmeleitpaste an Noozle in dem Bereich wo der Kühlkörper angeschraubt wird.
- Bowden neu gerade abgelängt
- neuer Bowdenclip
- Bettemperatur bei PLA auf 40 Grad gesenkt
- Retract von 2,5 auf 2mm reduziert.
- Lüfter und Hotend mit Kompressor freigeblasen von (wenig) Staubablagerungen.
Input Shaper wieder eingeschaltet und jetzt..- bin ich gespannt.
RE: Prusa Mini Input Shaper ständig Druckprobleme
Na, dann drück ich mal die Daumen!
Ich denke nicht, dass IS alleine verantwortlich für die teils lückenhaften Layerschichten bzw. teilw. Verstopfungen ist, würde aber die Funktion vorübergehend deaktivieren, bis Du wieder stabile Ergebnisse erzielst.
Schöne Grüsse,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Prusa Mini Input Shaper ständig Druckprobleme
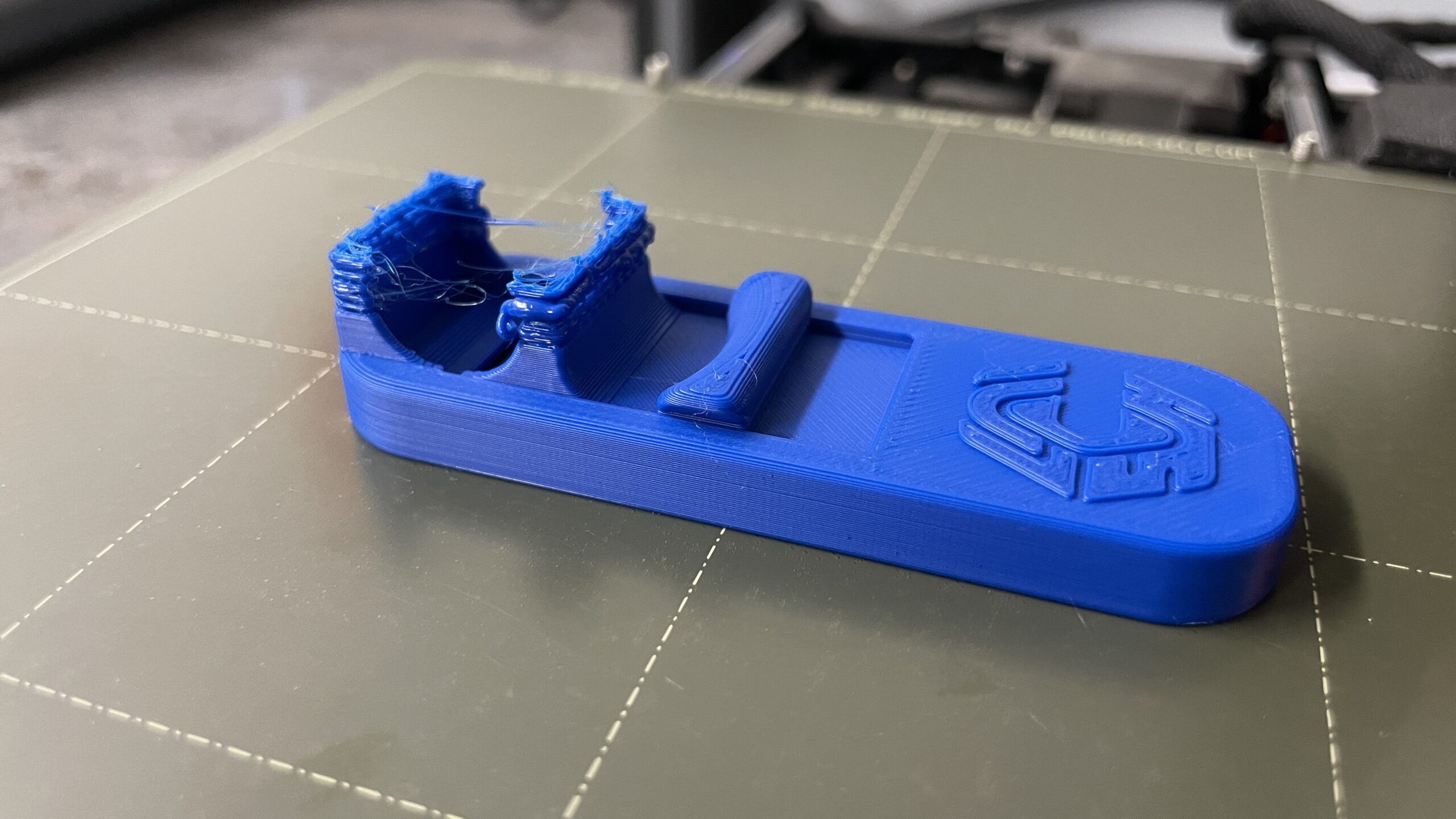
Das sieht jetzt nicht so aus, als ob das mit dem IS zusammenhängen würde. Ich hab zwar keinen Mini, aber das sieht stark danach aus, als ob der Extruder das Filament nicht gleichmäßig anzieht und dann an einer kritischen Stelle dazu führt, dass der Layer nicht anhaftet und somit kurzzeitig zu einer Unterextrusion führt. Der Klassiker wäre, wenn das Filament nicht trocken genug ist oder die Temperatur nicht stimmt. Das schließe ich aber eher bei dir aus, dafür ist das Bauteil zu sauber im unteren Bereich gedruckt. Ich tippe eher auf ein Problem im Extruder-Gear, der Z-Achse oder dem Thermistor selbst. Schau dir mal den Extruder genauer an, ob die Filamentzuführung eventuell gereinigt werden muss (z.b. Plastikanhaftungen) und ob genug Spannung an den Federn der Filamentzuführung anliegt. Alternativ kann es auch an der Z-Achse liegen, dass da irgendwas klemmt (z.b. Plastikteil). Und wenns das auch nicht ist, dann hat vermutlich der Thermistor nen Macken (oder das Kabel zum Thermistor hat nen Wackelkontakt).
RE:
Guten Morgen,
so nun ist nach kurzer Zeit das Problem wieder da. Bin ziemlich ratlos was ich machen soll.
wenn ich ein Modell slice und dann drucke ist alles gut, slice ich ein anderes und drucke es, dann ist katastrophe. Ich betreibe den Mini via Prusa Link WLAN. Manchmal kommt es mir vor als würde der GCode fehlerhaft sein, doch das ist nur eine Vermutung.
Gestern hatte ich das detailliert beobachtet und man hört ab und zu ein kurzes Rätschen. Habe dann den kompletten Extruder Zerlegt. Sieht soweit unproblematisch aus. die Ritzel sind fest, und man sieht auch keine Spuren dass sich das Ritzel auf der Welle gedreht hätte.
Bei den sehr dynamischen Extrusionsbewegungen leiert immer wieder der PTFE Bowden aus, den muss ich ständig nachschneiden. Doch das ist nicht das Problem denke ich .
Wie hört sich eigentlich ein Schrittverlust an? Oder kann der Rotor des Schrittmotors auf der Abtriebswelle des Schrittmotors rutschen?
Habt vielen Dank für eure Weiterhilfe
RE: Prusa Mini Input Shaper ständig Druckprobleme
"Bei den sehr dynamischen Extrusionsbewegungen leiert immer wieder der PTFE Bowden aus, den muss ich ständig nachschneiden. Doch das ist nicht das Problem denke ich ."
Was genau leiert da aus? Kannst Du da mal ein Foto einstellen? Der Bowden PTFE sollte eine definierte Länge haben. Wenn der zu kurz ist kann es beim Laden des Filaments zu Problemen (Staus) kommen, was sich in einem Rattern des Extruders äußert.
Ursachen für Verstopfungen würde ich in Deinem Fall eher im Hotend suchen.
IS würde ich, wie bereits erwähnt, mal weglassen (M593 F0) und den Drucker im Grundzustand versuchen zum Laufen zu bringen.
https://help.prusa3d.com/de/article/verstopfte-duse-hotend-mini-mini_112011
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Prusa Mini Input Shaper ständig Druckprobleme
so nun alles zerlegt und geprüft und wieder montiert.
Gleiches Problem, ich hoffe man kann das Geräusch auf dem Video hören. was könnte das sein?????????????