First Layer Inconsistancy
Hello all,
First 3D printer here, the Mini+. I purchased in kit form and assembled myself. I would say I am relatively adept at assembling stuff correctly. Ran though the assembly in 6 hours, 10 minutes, before completing it and switching over to reading the how to print.
I ran a few first layer calibrations, and had some consistency issues. It started off high. Being slow the first time it took me I think 3 times before the square at the end was printing good. Then I went to print the Prusa logo as my first print, as recommended by the manual, and the printer promptly stuck the nozzle right into the bed. I canceled that print, though I adjusted the live Z the first part was way too messed up.
I repeated the first layer calibration, it took another two attempts. It seemed like it wasn't being consistent. I wasn't sure if there was variation in the height through the process, just eyeballing the line is difficult. But I'd have it printing the final square "acceptably" then re-start it after to dial it in and it would hit the nozzle on the bed when starting.
Anyway, after two more attempts I felt okay and started the Prusa logo. I think I very slightly adjusted the live Z to dial in a very nice, smooth first layer, but overall it wasn't far off, and the logo printed successfully.
So after printing the logo, the next day I printed a Flexi Rex. I hadn't touched any settings so I just started the print. And it was SO HIGH the skirt didn't stick at all and got pulled under the model printing location. I cancelled the print, cleaned the bed, and restarted, with the Live Z menu up at the start, and tweaked it enough on the skirt it was pretty close and then tweaked just a tad more as it started the first layer on the model. The model printed great.
So I was like "that first layer was perfect" and I wanted another one. I was out of the first roll of sample filament now, and it was the next day. I unloaded the sample filament, loaded up Mystic Green Prusament, and started the print. I expected because the first layer on the last Flexi Rex that everything would be good. NOPE! It dug the nozzle into the bed again on the initial purging pass before going to the skirt. I was ready for it and quickly dialed the live Z up and got it almost perfect on the skirt and finished getting it dialed on the first part of the first layer of the model, and that print went good.
I don't understand why there is this inconsistency on the first layer. Like if I was screwing something up on the Live Z setting that's one thing. But I had a model dialed perfectly in on the live Z, changed nothing, and then printed the same model from the same gcode file, and it's digging the nozzle into the print bed. I could understand if it needs a slight tweak to make perfect print-to-print, but surely it should not be great one print, then so high the filament doesn't stick in the slightest or worse, so low the nozzle is digging into the print bed, right?
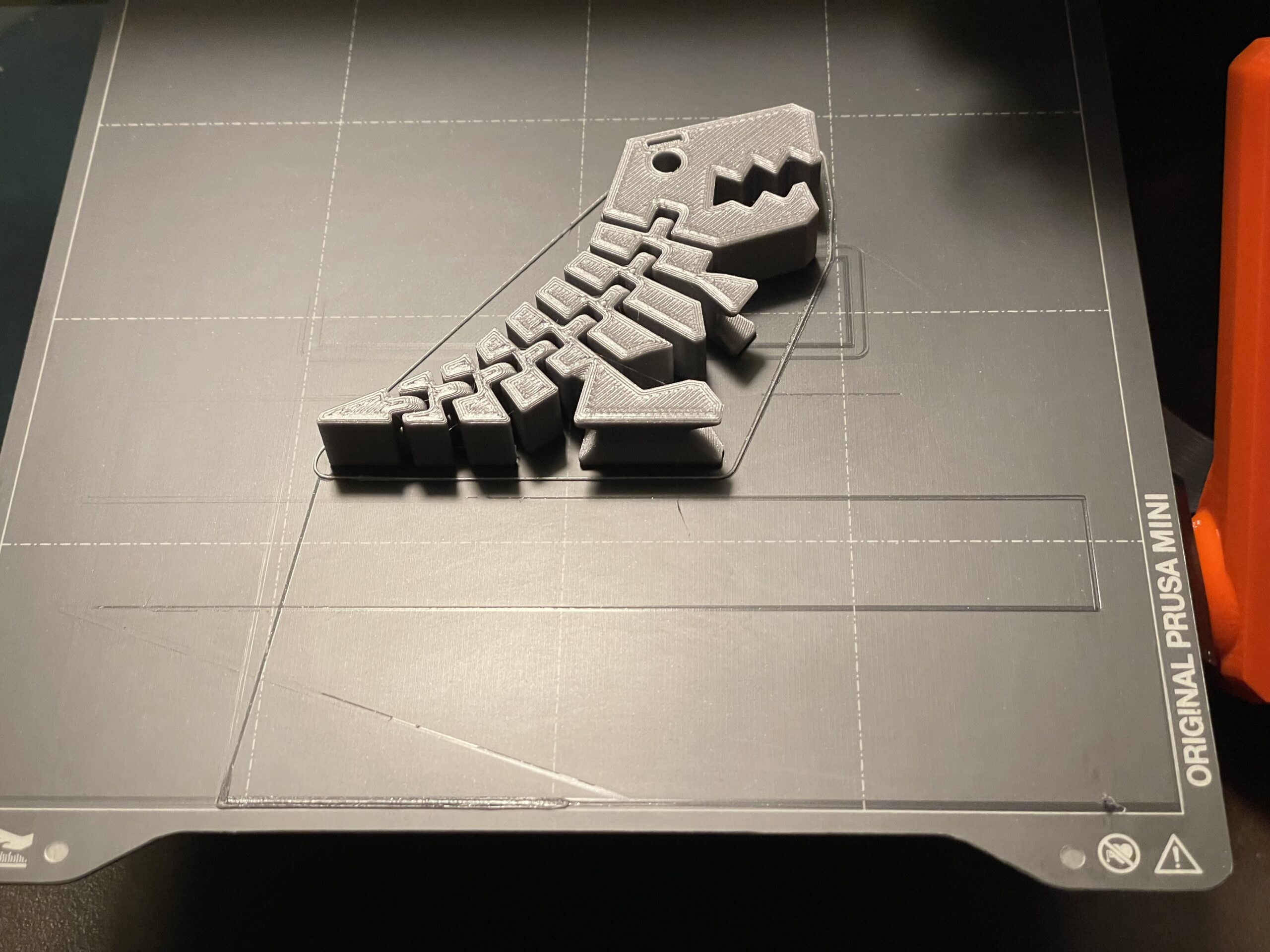
Let me know what you may need. I may not have the best pictures for this, but below is a picture showing my first Flexi Rex, which also shows where the nozzle dragged on the bed during first layer calibrations and also on the Prusa Logo print. And if you look at the right hand side of the skirt, you can see the nozzle was way too low, but because I was expecting it to be off I was able to dial it up so that by the time it finished the skirt and started the first layer of the model it was good enough.
Best Answer by jseyfert3:
So this may be solved. I spoke with support via live chat a few days ago. BTW awesome they have live support 24 hours a day. The support agent suggested it was either a bad sensor or bad firmware flash. I did a factory reset and re-flashed firmware as they suggested. After that I did 5 mesh bed level commands and got about 0.1 mm max variation between attempts. I ran first layer calibration then printed and it printed the first layer great. It had never printed consistently so this was a great success!
However, I say it "may" be solved because after that print I had it turned off for the night. The next day, went to print and the nozzle height was too high again! I ran more mesh bed level commands via serial and the heights were again inconsistent! After getting a bit frustrated I tried powering the printer off, then on, and the mesh bed level heights seemed more consistent. I did a first layer calibration, then multiple prints and it held first layer height between runs and power cycles.
So, ultimately, it's "solved" but not really solved conclusively. Guess if it ever screws up first layer height I'll power cycle it first. Hopefully it doesn't glitch out and dig the nozzle into the bed again...
RE: First Layer Inconsistancy
Oh, and not sure if it's related, but on one of the print/first layer calibration attempts, it was lowering the head to start the automatic calibration process and the printer restarted (or appeared to), and after it restarted it started alarming and displaying an error message about the sensor not detecting the bed. I thought that was weird, but maybe related to the random restart, and restarted the printer with the button to the left of the knob. I then started whatever I was doing again, and this time it proceeded with no issue (besides inconsistent height on the first layer).
RE: First Layer Inconsistancy
I found a troubleshooting section on the PINDA sensor, and it said:
For safety reasons, the M.I.N.D.A./SuperPINDA will always trigger "1" if disconnected, to prevent it from crashing the nozzle into the bed, should it fail. Therefore it is a telltale sign of a fault if the Z-axis will move upwards during the mesh bed leveling or homing, sometimes going up for a couple of points, then lower back down. This happens as the M.I.N.D.A./SuperPINDA loses connection when the print head is in certain positions due to a small break in the wire.
What does moving upwards during mesh bed leveling mean? Sometimes as it is dropping to check the height the sensor light will go off, it'll raise slightly, light comes on, drops again, light goes off, then it moves to the next point. Other times it only drops slightly, light goes off, then it raises up and moves to the next point.
I figured it was just double-checking the reading. But is that abnormal behavior? If so, combined with the one time it said no signal from sensor makes me start wondering if a wire is loose or damaged on the sensor cable.
RE: First Layer Inconsistancy
I've been away for a couple days, but tonight I got back to doing printer stuff. I found a troubleshooting article on the SuperPINDA, and also on a different forum post, about sending the G-code command for mesh bed leveling and checking values between runs. I also tried the steps outlined, where you open the sensor menu on the Mini LCD and put metal over the sensor and wiggle cables and move the X-axis back and forth. Sensor was fine. It did NOT flicker from 1 to 0 (or the other way) as I wiggled cables and moved the x-axis the full range, with or without metal. All looked good.
So after some troubles with Pronterface not launching on LinuxMint, I found I could run Pronsole. And then after further frustration that the list of G-codes said G80 was mesh bed leveling, I found a forum post where someone else was wondering why G80 was "not recognized."
Long story short, I manually triggered mesh bed leveling, after homing, and repeating the homing/leveling 3x, with a cold bed. I did not touch anything on the printer physically.
The results are all over the place! No wonder my nozzle is crashing into the print bed or entirely too high. There is ZERO consistency between these. Please help!
The following is the exact copy/paste results from using Pronsole to send G28 and G29 codes to my Mini, and the reported results:
ttyACM0 17°> G29
SENDING:G29
Home XYZ First
ttyACM0 17°> G28
SENDING:G28
endstops hit: Z:1.50
ttyACM0 17°> G29
SENDING:G29
Bilinear Leveling Grid:
0 1 2 3
0 +0.160 +0.195 +0.440 +0.538
1 +0.292 +0.575 +0.817 +0.957
2 +0.463 +0.697 +0.815 +0.993
3 +0.516 +0.798 +1.098 +1.321
ttyACM0 17°> G28
SENDING:G28
endstops hit: Z:1.49
ttyACM0 17°> G29
SENDING:G29
Bilinear Leveling Grid:
0 1 2 3
0 +0.169 +0.207 +0.456 +0.583
1 +0.178 +0.349 +0.590 +0.727
2 +0.106 +0.360 +0.582 +0.760
3 +0.182 +0.491 +0.820 +1.015
ttyACM0 17°> G28
SENDING:G28
ttyACM0 17°> G29
SENDING:G29
Bilinear Leveling Grid:
0 1 2 3
0 -0.505 -0.434 -0.143 -0.010
1 -0.374 -0.251 -0.008 +0.133
2 -0.411 -0.154 +0.070 +0.246
3 -0.380 -0.103 +0.192 +0.418
ttyACM0 17°>
RE: First Layer Inconsistancy
So this may be solved. I spoke with support via live chat a few days ago. BTW awesome they have live support 24 hours a day. The support agent suggested it was either a bad sensor or bad firmware flash. I did a factory reset and re-flashed firmware as they suggested. After that I did 5 mesh bed level commands and got about 0.1 mm max variation between attempts. I ran first layer calibration then printed and it printed the first layer great. It had never printed consistently so this was a great success!
However, I say it "may" be solved because after that print I had it turned off for the night. The next day, went to print and the nozzle height was too high again! I ran more mesh bed level commands via serial and the heights were again inconsistent! After getting a bit frustrated I tried powering the printer off, then on, and the mesh bed level heights seemed more consistent. I did a first layer calibration, then multiple prints and it held first layer height between runs and power cycles.
So, ultimately, it's "solved" but not really solved conclusively. Guess if it ever screws up first layer height I'll power cycle it first. Hopefully it doesn't glitch out and dig the nozzle into the bed again...