Setting max print speed for filament
I just got a box of Polymaker PolyMax PETG. Among usual temperature parameters, it also lists nozzle speed to be set between 30 and 50 mm/s. Not sure how important it is to follow (still experimenting with this filament), but let assume it is. PrusaSlicer only supports setting maximum volumetric speed. Fair enought, easy to convert, nozzle speed * nozzle width * layer height. However, I'd need to reset it when printing at different layer heights. Is there any way to tell PrusaSlicer maximum nozzle speed, and let it calculate maximum volumetric speed?
Or did the good people at Polymaker had in mind specific maximum/optimal volumetric speed for this filament, but instead they gave users range of nozzle speeds covering common layer heights?
RE: Setting max print speed for filament
Or did the good people at Polymaker had in mind specific maximum/optimal volumetric speed for this filament, but instead they gave users range of nozzle speeds covering common layer heights?
I would guess you are right there. As many slicers don't know the max volumetric flow setting it can make sense for filament manufacturers to go with nozzle speeds assuming typical nozzle sizes and layer heights. If you want to convert it to a max volumetric flow I would simply assume a 0.4mm nozzle and 0.2mm layer heights. From then onward you can quickly change the setting with a single change of a number.
RE: Setting max print speed for filament
In the filament settings for each filament profile you can configure a max volumetric rate. If you look at a PLA and PETG profile you will see the difference, the pla is around 11 iirc and the pet one is set to 8. There is another volumetric rate in Print Settings too and Slicer will use the lower of the 2 so setting a more realistic rate for a particular filament is respected if you remember to select it. The volumetric will act as a brake on the print speeds which is why I think some of Prusa's default profiles have very fast infill rates of 200 mms. The max volumetric will slow it down where needed.
RE: Setting max print speed for filament
I just got a box of Polymaker PolyMax PETG. Among usual temperature parameters, it also lists nozzle speed to be set between 30 and 50 mm/s. Not sure how important it is to follow (still experimenting with this filament), but let assume it is. PrusaSlicer only supports setting maximum volumetric speed. Fair enought, easy to convert, nozzle speed * nozzle width * layer height. However, I'd need to reset it when printing at different layer heights. Is there any way to tell PrusaSlicer maximum nozzle speed, and let it calculate maximum volumetric speed?
Or did the good people at Polymaker had in mind specific maximum/optimal volumetric speed for this filament, but instead they gave users range of nozzle speeds covering common layer heights?

RE: Setting max print speed for filament
The 200 infill speed is to fast, if you are pinting a flat big square, then the surface gets bad.
Solution, print slower(infill speed), or make the extruder hotter, then you get a good surface, this was with pla.
And the 200 infill speed i never use again, i made a slower setting, or use the quality setting, here is the infill speed 80, much better.
RE: Setting max print speed for filament
Thanks all. I'll start with setting limit for this filament to 4 mm³/s under the Filament Settings -> Advanced and adjust from there.
RE: Setting max print speed for filament
Said that, it would be nice if "effective speed" would be displayed as appropriate in various parts of the UI. E.g. if volumetric limit effectively also limits linear speed in some other setting, or vice versa, it would be nice it was visible in the UI.
RE: Setting max print speed for filament
It's not ideal but you can see the effective linear speeds in the preview after slicing.
Also 4mm3/s Sounds really defensive for PETG. Maybe start with 6.
RE: Setting max print speed for filament
I just got a box of Polymaker PolyMax PETG. Among usual temperature parameters, it also lists nozzle speed to be set between 30 and 50 mm/s. Not sure how important it is to follow (still experimenting with this filament), but let assume it is. PrusaSlicer only supports setting maximum volumetric speed. Fair enought, easy to convert, nozzle speed * nozzle width * layer height. However, I'd need to reset it when printing at different layer heights. Is there any way to tell PrusaSlicer maximum nozzle speed, and let it calculate maximum volumetric speed?
Or did the good people at Polymaker had in mind specific maximum/optimal volumetric speed for this filament, but instead they gave users range of nozzle speeds covering common layer heights?
Yes, that where the speeds are adjusted but if you have a filament that requires a different speed than the default print profile, you have to create a custom filament profile AND a print profile. I'm running into the same problem with the Matter Hacker Build PET filament I recently tried out. I set the temps in the filament profile and saved that in it's own profile. That makes perfect sense. However, I have discovered that I end up with blobbing and failed prints if I don't knock 10mm/s off the support and infill feed rates which is set in the print profile. I would think those speeds would be filament dependent rather than print dependent. I'll math my way to the speeds that work with the volumetric rate but that's a hack.
RE: Setting max print speed for filament
This page in Filament settings shows the gruesome details: with the setting of 15 mm3/s, infill will exceed the setting and suffer enforced slowdowns (infill requires 16.28 mm3/s as set in Print Settings).

But there is another issue the mfg needs to suggest: and that is the flow and cure characteristics. Some filaments will have odd surface characteristics if printed too fast; i.e., even though the material will flow at 80 mm/s, the sheen will be destroyed unless printed slower than 20 mm/s.
So trying to spec all of this in one setting is, well, counter productive. You need to understand why each setting is suggested.
RE: Setting max print speed for filament
I've done calcs for PLA and PETG determining maximum speeds to maintain MVS at a given layer height and extrusion width. I think you'll have problems with a single filament profile simply because your effective volumetric rate will depend on so many factors under the Print Settings tab. It's the same issue all over again.
Raise 3D's ideaMaker slicer has an interesting approach in allowing a filament profile to over-ride any other slicer setting. I wish there was a way to de-link settings from the fixed tabs and let us define free-form profiles that can contain any valid slicer setting. You can do this from the command line (well, it's broken in current PS versions) by loading progressively more specific profiles.
RE: Setting max print speed for filament
hmm... I see your point bobstro. Thanks for everyone's replies. Once I get through this job in 4-5 days, I'll be looking for a test piece that I work with for some experimenting.
Happy printing!
RE: Setting max print speed for filament
> Raise 3D's ideaMaker slicer has an interesting approach in allowing a filament profile to over-ride any other slicer setting. I wish there was a way to de-link settings from the fixed tabs and let us define free-form profiles that can contain any valid slicer setting. You can do this from the command line (well, it's broken in current PS versions) by loading progressively more specific profiles.
The upcoming PrusaSlicer 2.1 will support filament overrides of extruder retract parameters. We believe that's all that is needed to be overridden from the Printer profile with the filament profile, now we are adapting our profiles to that change and we are discussing internally, which of the Print parameter should we allow to be overwritten by the Filament profile. The bridging speed and bridging flow are the two first candidates.
RE: Setting max print speed for filament
[...] The upcoming PrusaSlicer 2.1 will support filament overrides of extruder retract parameters. We believe that's all that is needed to be overridden from the Printer profile with the filament profile, now we are adapting our profiles to that change and we are discussing internally, which of the Print parameter should we allow to be overwritten by the Filament profile. The bridging speed and bridging flow are the two first candidates.
I'd really like to be able to over-ride any print-time parameters in a filament profile. In particular:
- Speeds (the full set from infill to external perimeters)
- Acceleration
- Jerk
This would allow setting parameters once for any print when using speciality filaments.
It would also be great if nozzle details were separate from the other printer settings. It's annoying to have to create a printer profile with many redundant settings (e.g. start g-code, end g-code) for every nozzle size.
I'm hoping someone will look at the latest notes on my GitHub issue concerning loading multiple config files. I'm able to work around some of these limits by loading multiple config files with older versions, but it's broken in the current version of PrusaSlicer.
RE: Setting max print speed for filament
> It's annoying to have to create a printer profile with many redundant settings (e.g. start g-code, end g-code) for every nozzle size.
There are filament start / end G-codes. Is it not helpful?
RE: Setting max print speed for filament
> It's annoying to have to create a printer profile with many redundant settings (e.g. start g-code, end g-code) for every nozzle size.
There are filament start / end G-codes. Is it not helpful?
Yes, but those are filament dependent. I like to swap frequently between 3 different nozzle sizes, and occasionally between 6-7. With each of those nozzles, I may print with 3-6 different filaments. Allowing one start gcode (e.g. prime line definition, 2 step warmup) to be written and used with multiple nozzle profiles would be great and reduce errors that creep in with having to copy redundant settings between multiple printer profiles. It was really annoying to have to edit several printer profiles to enter identical Octoprint API keys for example.
PrusaSlicer already has most of the functionality I'm after with multiple extruders, but it would be nice to be able to say "I'm using THIS nozzle" today without having to create an entirely new profile.
If the ability to load multiple config files on the command line weren't broken (see GitHub issue) I could work around this more easily. I see the original issue was closed on github, but will that fix failing on loading multiple config files?
RE: Setting max print speed for filament
> I see the original issue was closed on github, but will that fix failing on loading multiple config files?
Yes.
RE: Setting max print speed for filament
> Yes, but those are filament dependent. I like to swap frequently between 3 different nozzle sizes, and occasionally between 6-7. With each of those nozzles, I may print with 3-6 different filaments. Allowing one start gcode (e.g. prime line definition, 2 step warmup) to be written and used with multiple nozzle profiles would be great and reduce errors that creep in with having to copy redundant settings between multiple printer profiles.
I don't understand your intent, why you need to change the start G-code based on the filament. Anyway, you may use the conditional G-code inside the Printer G-code sections
https://github.com/prusa3d/PrusaSlicer/wiki/Slic3r-Prusa-Edition-Macro-Language
where you may reference variables of the active filament profiles. You may even add some keywords into the filament notes for example, and test for their existence using the regular expressions.
For example, entering
{if filament_notes[0]=~/.*HOT_HOT_HOT.*/} something hot {endif}
will produce "something hot" into the G-code only if the 1st printing filament has a HOT_HOT_HOT word inside its filament notes. You may base your start G-code on the filament_type variable, on filament temperature etc.
RE: Setting max print speed for filament
Hello,
I had the same issue today. I was trying to print using an old PETG roll that probably got some humidity, but I did not used it in the past because of its viscosity. It is really dense, so I always switched to a different filament roll. Today I decided to finish the roll, and tried a print. I was printing on a very fast printer that reaches 400 mm/s, and I realised it was impossible to print.
In order to print I had to lower the global speed at 41% (164 mm/s) and raise the filament temp at the limit of the label (220°).
So here is how to set it in PrusaSlicer:
Now I have changed the PrusaSlicer profile in order to have all this automatic next time, so:
- I set the Filament Settings other Layers temperature to 220°
- I went on the Filament Settings and in the Custom G-Code section and I added:
M220 S41
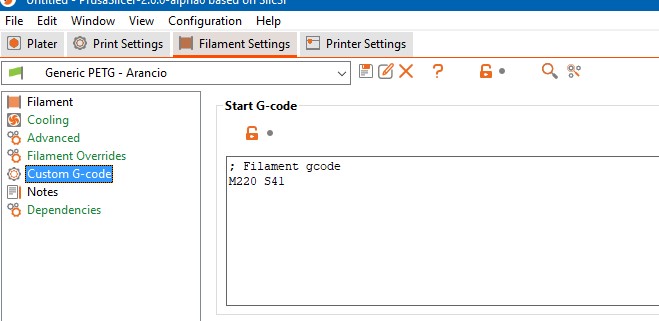
where the 41 is the speed percentage I use d (41%).
In this way the printer speed will be lowered each time I will use this filament without the need to use the knob or the LCD panel.
Best Regards
RE: Setting max print speed for filament
I know this is an old thread, however I found it because I was looking at how to do this as well. For others looking for the same thing, I thought I would add my solution.
If you use Antimix's method, then that slows down all movements by that percentage, not just the max speed. I wanted it to only affect the max speed and also to be contained within the filament settings, so I dynamically set the volumetric speed based on the layer height, the extrusion width, and desired print speed. For example, to set a max print speed of 150 mm/s I put the following G-code into the Filament settings -> Custom G-code -> Start G-code:
M200 L{layer_height * extrusion_width * 150} ; Slow max speed to 150mm/s
And then to reset it I put the following into the End G-code on the same screen:
M200 L0 ; Reset max speed to existing setting