Ender 3 v2 not following PrusaSlicer GCode
I've been trying to make adjustments to the settings of my print to get past my first layer not sticking. I'm using PETG which I'm finding to be very inconsistent in that regard. I've adjusted the first layer speed to be "50%" (and also tried setting to "25"). I also set my printer's z-offset to "-0.05". I tested both of these settings manually on my printer, which seemed to help. However, after adjusting my printer and print settings with these and saving the profiles, and making sure those profiles are selected, the printer does not seem to obey them with the generated gcode. I reviewed the gcode to make sure these settings are in effect, and I did find them. They are at the very bottom of the 22k lines of code, which I found strange. But i'm not familiar with the typical syntax, so maybe that's normal. Here's the two lines of code:
RE: Ender 3 v2 not following PrusaSlicer GCode
The lines at the bottom are just comments with the profiles settings. It’s why the function load config from gcode works, as there’s a copy of the print settings stored in the file.
However that doesn’t mean it’s using them. What does the speed preview show for the first layer ?
Normaly to debug these sort of issues you need to save your project using file>save project as. This will save a .3mf file. The 3mf file contains your models, all your settings and any modifiers, variable layer heights etc. It’s basically a snapshot. You then need to zip that 3mf file up and attach it to a post here. It must be zipped or the forum won’t accept the file type.
with the project we can slice and look at the previews. It makes things much easier. If you want to also add your output gcode or the original model to the zip archive you can, sometimes that’s useful depending on what the potential issue is.
what print surface does the ender v2 use ? And does it require bed levelling , have mesh levelling etc ?
RE: Ender 3 v2 not following PrusaSlicer GCode
@neophyl
Thanks for the response. I'm not entirely sure how to determine what the speed preview shows. This probably isn't what you're talking about, but when I hit the print button, during the first layer, the speed says 100% on the printer's display.
I think I've uploaded this zip file correctly. Let me know if not.
The bed surface is glass with some sort of texture to it. So, it's relatively flat. It does require leveling. I've used the paper test and have adjusted it to feel the paper under the nozzle. It's not super snug, just so I can feel the paper start to drag. So I feel like it's pretty level. Not sure what mesh leveling is.
RE: Ender 3 v2 not following PrusaSlicer GCode
The attachment worked fine 🙂
When you slice a file and PS goes to the preview window. In its normal mode the slice is colour coded by feature. So outer perimeters are a dark orange, normal perimeters are yellow, overhangs are blue etc. However if you look in the bottom right corner you will see a dropdown. You can select various options there. One of them being speed. You can then see how fast slicer is instructing the printer to go in the preview. Other useful ones are volumetric flow so you can see if any part is getting close to your hotend limits.
The z offset is not a good way to adjust, that setting is why you will keep getting the red warning when slicing as the gcode is outside the print area. Normally you leave that alone and actually adjust your printers bed, which it sounds like you have done. However its a fine line between close and being on. With something like a Prusa it has mesh bed leveling and a way to adjust the distance on the lcd which makes this process easier. Its why I was asking about mesh, as some other printers including some of the creality models have ABL using things like a bl touch probe or similar. Looking at your start gcode it looks like yours doesnt as there are no mesh leveling commands there. Printing one of the bed level models is a good way to check. There are loads of them but they are all basically a single layer print designed to cover strategic areas of your bed. Once you can print them without gaps in the lines you know you have your first layer and level adjusted properly.
With a pei surface if things don't stick its usually down to 1 or 2 things, bed is not 100% clean of all oils and grease (finger prints being the common culprit) and the z height of that first layer. With your print surface I dont know if the same holds true but I suspect it does.
With the orientation you are printing that part with the large amount of support if your first layer isn't perfect you are going to have trouble. Unfortunately with PS the first layer below support is not the best way as those curving tracks can peel up on a lot of surfaces. There are tricks you can do to get around that though. (also PS 2.4 which isn't out yet is supposed to give us more options for support to make it better). Until then we have to work around things.
Firstly I have to ask, have you considered printing the part upright ? To me that would be the most logical way as there would be zero support required. That surface on the supports is going to suck too, especially with it doing all those small holes. I suspect even if you get the support to stick to your build surface you wont be happy with it. I know I wouldn't be. That contact distance is too close for PS, even PLA would weld to the part. With petg it will be even worse.
With that out of the way here's a few things you can do. First of all slow down your first layer acceleration. Its set to 0, set it to something like 250. That will help with the bends in that first layer.
One other trick is to right click on your part and use the add part option. Add a box. Resize the box so it covers the area where the support goes. Then make it 1 layer high (0.2mm). Use the drop to bed icon on the right. That will put it where your supports first layer goes. Then change your settings to Support Everywhere. That will generate support on the nice thin flat box up to your part. You now have a solid first layer with no back and forth thin lines to peel up under the support.
I have attached a project with how I would try it (both an upright and a version with the support floor). I've changed a few other settings too so have a look at the changed ones and if you have questions ask 🙂
RE: Ender 3 v2 not following PrusaSlicer GCode
@neophyl
Thank you. I'm sure you can tell I'm new at this :).
It hadn't occurred to me I could flip the model so it didn't need supports. I just assumed the designer of the model knew better than me. Seems completely logical. So, I took your project and removed the flat version, and kept the one that doesn't need supports. I re-leveled the bed (it seems I have to do this often), and I had previously used alcohol to wipe the bed clean. This time I filmed it, the results being reflective of what I keep seeing. You'll notice after the test strip the plastic just follows the nozzle. Then as it attempts to lay down the first layer, it just all gets bound together. I'm going to look through the setting changes you made to better understand tweaks that make a real difference, but so far it's about par for what I've been getting. The video is at this link: https://photos.app.goo.gl/62GD3KJ1r5fvriG26
Thanks again!
RE: Ender 3 v2 not following PrusaSlicer GCode
Yeah that is definitely a problem with bed adhesion. Its either no where close enough to the nozzle (I think that's most likely) or the bed isnt clean. It should squish and stick. Even the prime line at the start which usually is set to come out thicker than most extrusions isnt sticking.
I'm afraid I cant you specific steps for an Ender as I dont have one. I have a Cr10s which is a big printer and an earlier model than yours and with the glass bed that was fitted to that I too had all sorts of problems getting it level and keeping it level.
Luckily I had my prusa as an example of what was possible so I set about modifying the cr10 to be more like it. First thing I did was fit an adhesive magnetic surface onto the aluminium bed replacing the glass. Then I got a suitable sized sprint steel sheet from banggood and a matching pei adhesive surface for it. That in effect gives me a removable build plate similar to the prusa. It makes removing prints way easier and I can clean it in the sink like we do with a Mk3. As the surface is peiu like the Prusas the adhesion is also very similar.
Leveling manually is still a pain in the rear but one side effect of having the removable print surface is that I only ever need to re-level when I make changes to the printer such as changing a nozzle. I've found that because I'm not chipping away at prints to remove them it doesn't disturb the springs and so it stays in trim. Pop the plate off, flex it to remove the print and pop it back on.
RE: Ender 3 v2 not following PrusaSlicer GCode
@neophyl
Thanks. I'm definitely going to have to look in to that. I flipped my glass to see what that would do. It is regular glass, no texture to it. Made sure it was level, and reran. Surprisingly, it started working just fine. It went for quite a while fine. Then I checked on it and found this mess.

RE: Ender 3 v2 not following PrusaSlicer GCode
I was glad to get rid of the Glass on my Prusa Mk1...
now all of my printers have removable build plates with PEI surfaces...
Joan
I try to make safe suggestions,You should understand the context and ensure you are happy that they are safe before attempting to apply my suggestions, what you do, is YOUR responsibility.Location Halifax UK
RE: Ender 3 v2 not following PrusaSlicer GCode
@neophyl
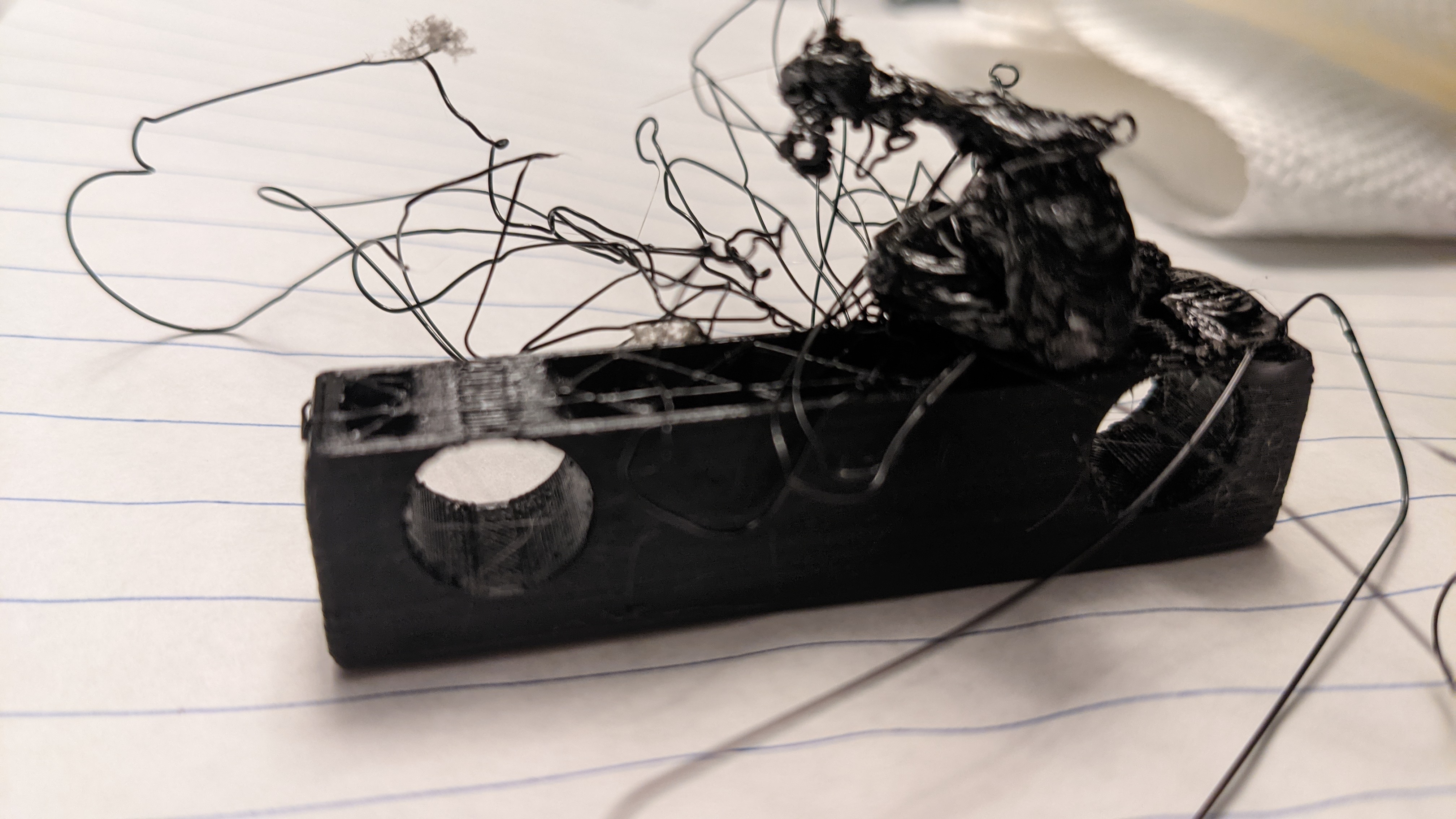
I took your (and JoanTabb's) advice and replaced my glass surface with a PEI surface. I also changed the PETG brand. Those changes made all the difference. The plastic stuck and stuck well. However, in trying to print the same model using your suggested settings, both times it ended up with bizarre results. The top of the model looks all frayed, and is not at the completion point. The first time this happened (the shorter one), the filament seemed to be stuck in the feeder somehow. I figured maybe it got snagged somewhere and stopped feeding. The printer screen showed that the project completed, so I assumed it wasn't a problem with the print itself, just the feeding of the plastic. So, I tried it again. It got further this time, but the top looking the same. It definitely did not look to have snagged this time. The feeder wasn't stuck, and the filament was in line with no snags. The printer showed it had completed again. Any thoughts on why this is happening? 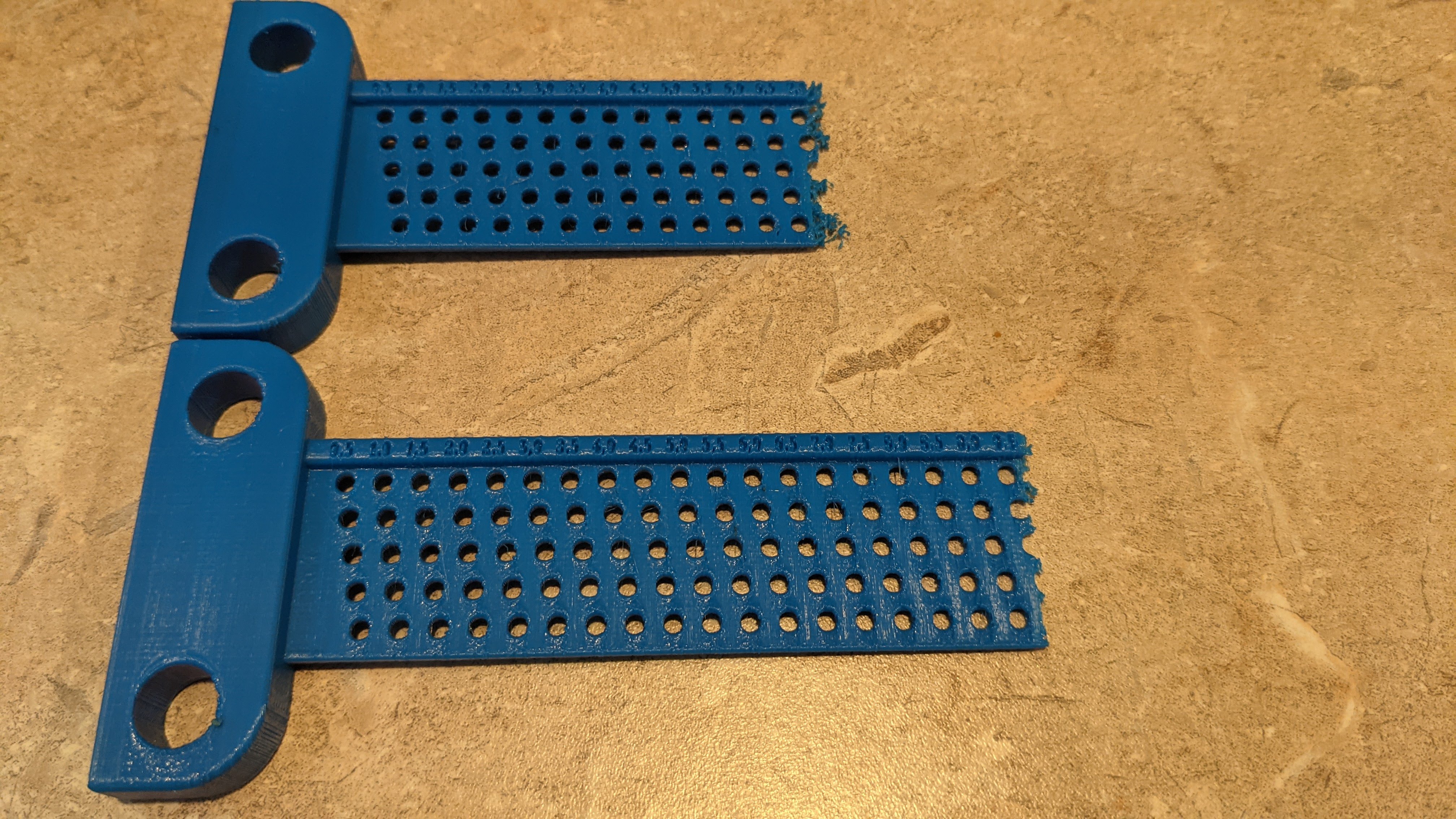
RE: Ender 3 v2 not following PrusaSlicer GCode
If you are using that project I posted then I added a bit of variable layer height to smooth out that top section. It looks to corresponds to where you are having trouble at least with the second print. It may be that your printer is having trouble with it. Just remove it and set it back to the default layer height.
What’s the smallest layer height configured for your extruder settings ?
That doesn’t explain why the earlier one lower down was not printing though.
RE: Ender 3 v2 not following PrusaSlicer GCode
@neophyl
If i'm looking correctly, 0.08mm? Added a screenshot of my extruder settings.
Weird though - because if it was my printer not handling it well, wouldn't I have a bunch of squirted plastic somewhere? There was nothing around. I assumed the plastic got stuck again, because there wasn't a bunch spread out everywhere. But it seemed to move through fine with the knob.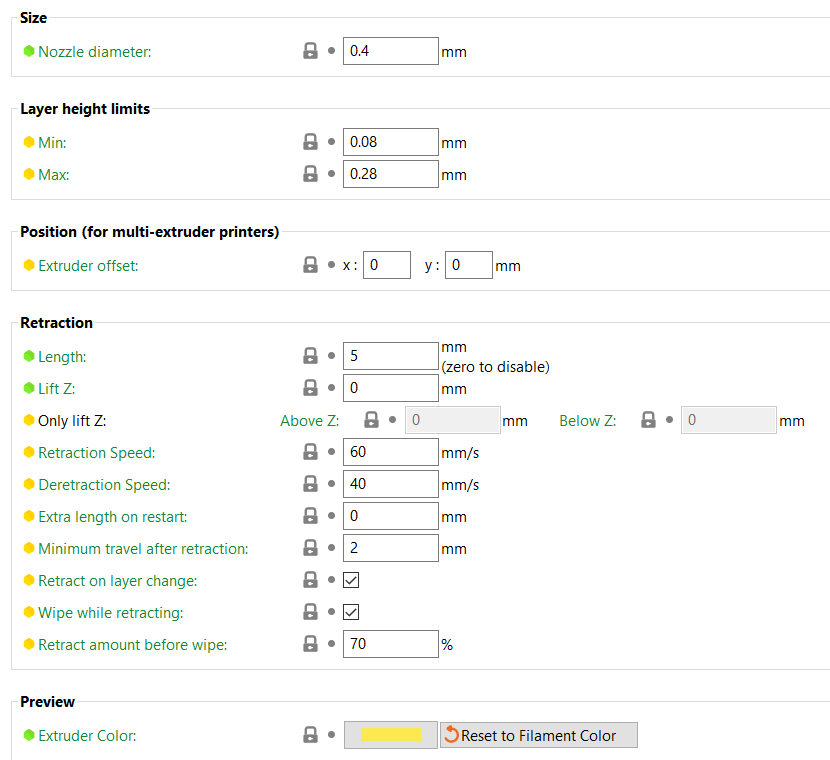
RE: Ender 3 v2 not following PrusaSlicer GCode
You have almost certainly had a clogged nozzle. As to what caused it, thats going to be harder to figure out. Printing layers that are thin can cause more back pressure and so clog up a extruder which is why I asked about the layer height as that was a possible cause.
The model with all the holes is going to be printing lots of small islands continually though so I'd also look into other settings too, like retraction, small perimeter speed etc.
As it happens in different spots its likely to be heat related, small slow printing, lots of retraction all build up heat over time. I dont have an Ender but it still has to deal with the same physics as any other printer. I'd be trying reducing retraction (more stringing but a quick pass with a jet flame lighter usually gets rid of that), speeding up small perimeter speed, looking at the filament cooling/speed over rides for layer time to see if thats having an effect. Most of those can be checked on the preview by selecting different options. Look at volumetric flow rates and see whats happening.