Blobs and oozing on concave surfaces
Good afternoon (o;
When printing a part with concave surfaces I see lots of blobs/oozing...but not on other surfaces:
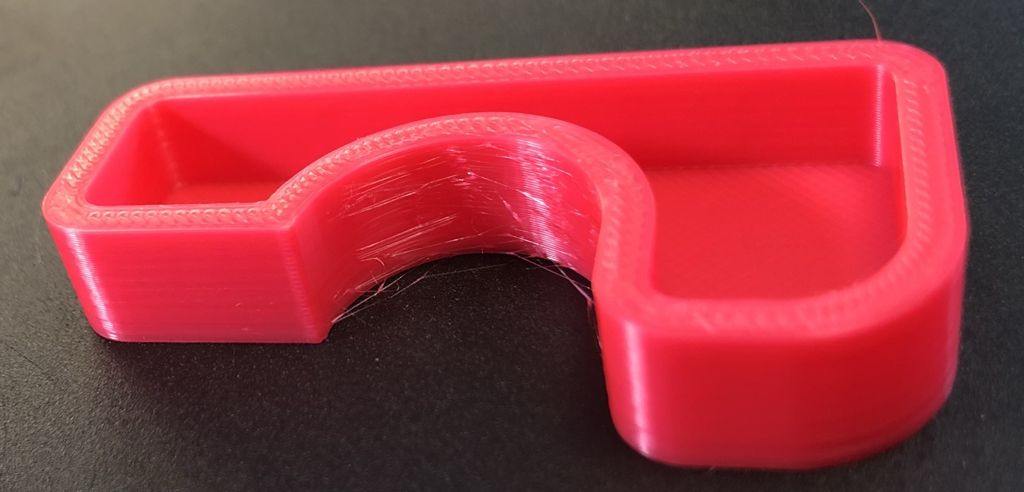
But when printing in vase mode, all surfaces are just fine:

Tried lowering speed and acceleration settings, but to no joy....
Any hints what I could look for?
with Micro Swiss Direct Drive, BTT SKR v1.3 and TMC2208<br>Ender-3 with Micro Swiss Direct Drive, E3 mini with TMC2208<br>Qidi i-Mate S
Stringing
That looks like stringing to me. It can be temperature related or the filament being wet.
--------------------
Chuck H
3D Printer Review Blog
Same with another PLA
I already tried now another PLA from another manufacturer...same issue. Odd that stringing doesn't occur in vase mode on the curved surfaces at all....
also turned off pressure advance (klippers way of linear advance).
And I keep the filaments in a vacuum bag from eSun..those with the vacuum pump....
Printing now the same part but turned 180°
Maybe cooling too bad? I also noticed on another part extreme warping on overhangs and holes:

with Micro Swiss Direct Drive, BTT SKR v1.3 and TMC2208<br>Ender-3 with Micro Swiss Direct Drive, E3 mini with TMC2208<br>Qidi i-Mate S
No stringing when part is solid
As someone suggested to do a temperature tower (which is easily done in PS ;o) I took the same object and just used the bottom part stretched to 30mm height and manually inserted GCode commands to lower the nozzle temperature from 215° to 190°...and this is how it looks compared to the part printed with the pocket but exactly same printing settings:

So anything related to slicer settings like crossing perimeters and retract?
with Micro Swiss Direct Drive, BTT SKR v1.3 and TMC2208<br>Ender-3 with Micro Swiss Direct Drive, E3 mini with TMC2208<br>Qidi i-Mate S
No effect on or temperature retraction changes
Good evening (o;
Tried a temp tower from 190° to 220°, but showing no effect in reducing stringing

...and found a design to do a retraction calibration test, starting with retraction from 0.0 to 2.4 at 190°, and again, no effect on stringing:
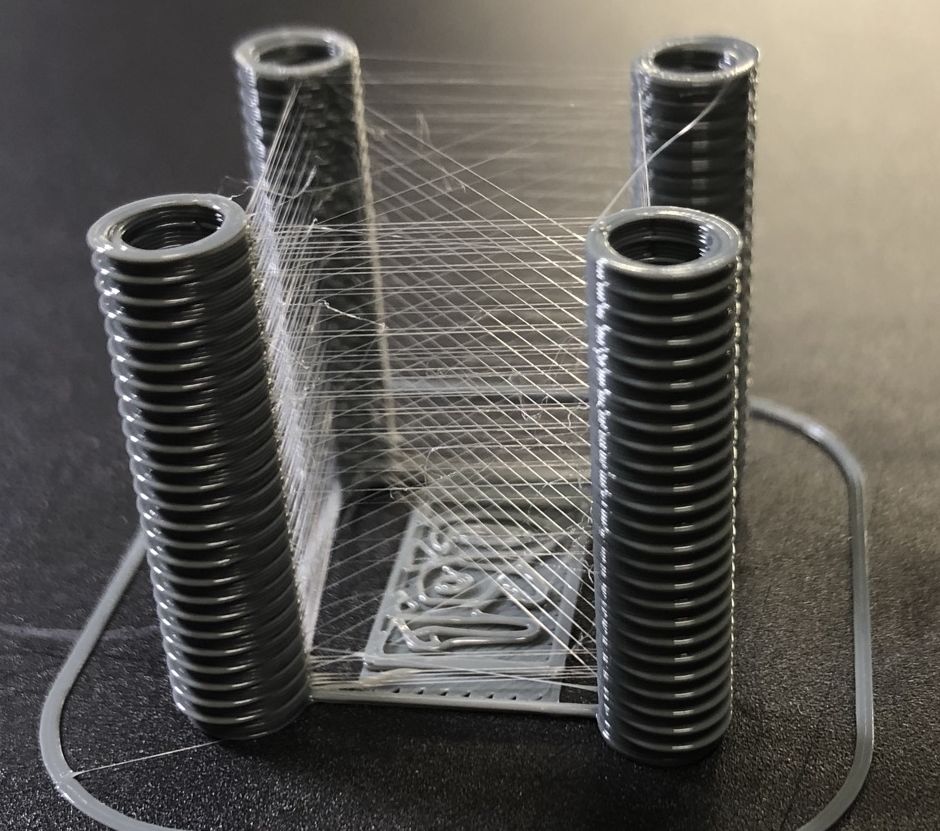
So at the moment I am quite lost (o;
with Micro Swiss Direct Drive, BTT SKR v1.3 and TMC2208<br>Ender-3 with Micro Swiss Direct Drive, E3 mini with TMC2208<br>Qidi i-Mate S
No stringing with S3D
Sliced now the towers with S3D, retraction fixed at 1.2mm @30mm/sec, movement @100mm/sec and PLA temperature @ 200°:
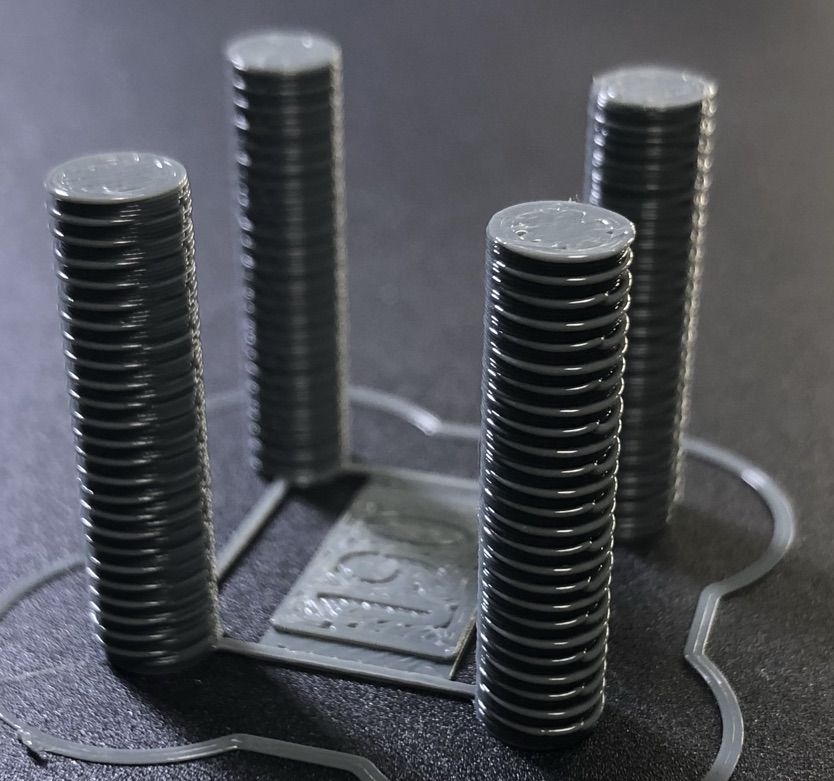
So what is Prusa Slicer doing it wrong then?
Only difference I see is that S3D has no acceleration settings so it uses the printers firmware defaults.
What is the "default acceleration" settings affect in Prusa Slicer? DOes it affect extruder acceleration as well?
with Micro Swiss Direct Drive, BTT SKR v1.3 and TMC2208<br>Ender-3 with Micro Swiss Direct Drive, E3 mini with TMC2208<br>Qidi i-Mate S
No joy with faster acceleration
Increased default acceleration to 3000, and retraction speed is with 40mm/sec higher than in S3D, but still no joy:
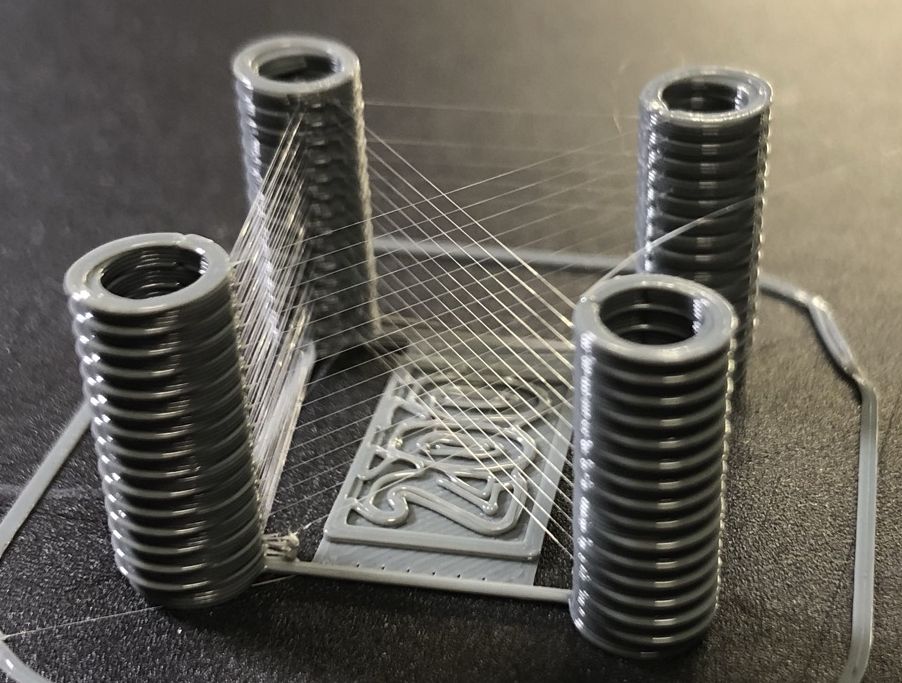
Constant stringing with retraction between 0.0mm and 1.4mm
with Micro Swiss Direct Drive, BTT SKR v1.3 and TMC2208<br>Ender-3 with Micro Swiss Direct Drive, E3 mini with TMC2208<br>Qidi i-Mate S