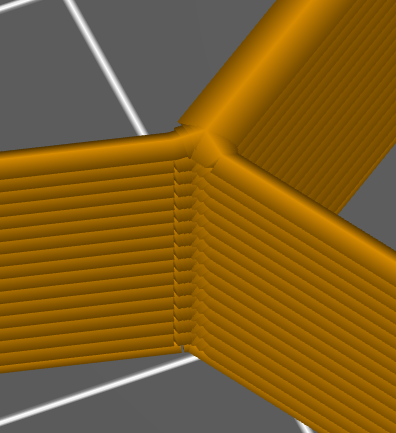
After slicing there is a gap, after printing too!
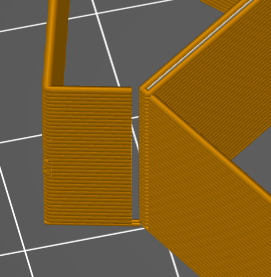
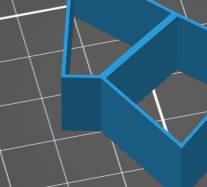
After Slicing there is a gap, as you can see in the left picture. In the right picture you can see, that there is no gap. In the printed part there is also this gap. And if I activate "wipe while retracting", this gap is is bigger.
How can I slice the ATTACHED 3mf file correctly?
Does anybody know? - Carsten
RE: After slicing there is a gap, after printing too!
Seems your issue is related to your print profile. I replaced it with my stock .3mm profile and the part slices without issue.
RE: After slicing there is a gap, after printing too!
@tim-m30
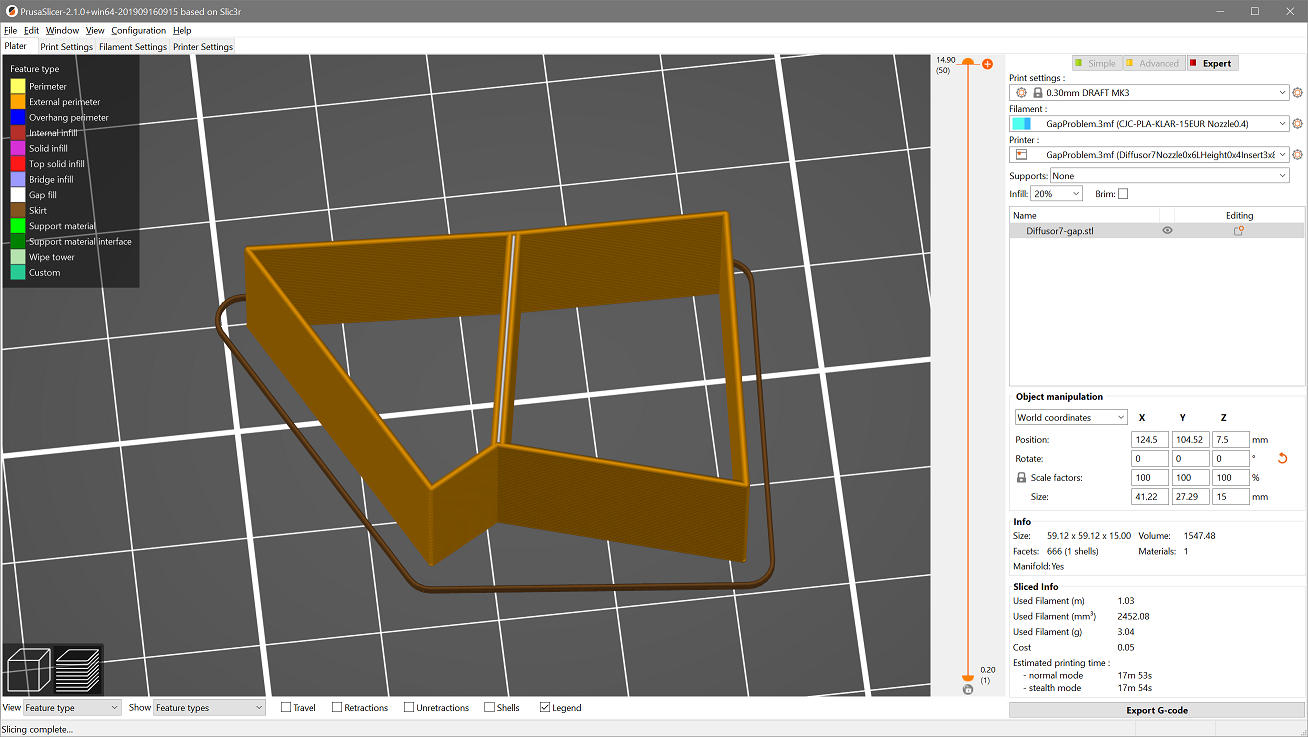
Yes Tim, you are right. I want to print fast. 0.4mm LayerHeight and 0.65 wall-thickness. The gap is getting bigger when I increase the "default extrusion width"
The correct wall thickness is 0.65mm in the exported stl file. If I increase the extrusion above 0.65 the lines are not getting wider. The extruded amount of material in g is the same. If I reach 0.85 as default extrusion width, the gap is closed - like magic. Ok, the paths are other than the ones before.
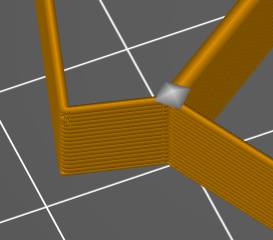
On layes 6.6 you can observe, that there is also a retraction, but without a gap!
RE: After slicing there is a gap, after printing too!
I believe the issue is your profile is corrupt; you might want to start fresh with the 0.30 draft profile, and make your changes and save as your special version. See if that helps.
RE: After slicing there is a gap, after printing too!
FWIW - The part slices using PrsuaSlicer 2.2.0-alpha2, but I would definitely not recommend using the settings you've provided in the 3MF file.
- Your layer height is the same as your nozzle size (0.4mm). This will results in extrusions that are essentially round in cross-section, with little squish between the layers above and below. As a result, you'll suffer from poor inter-layer adhesion. You normally want to keep layer heights below 80% of your nozzle size, so 0.32mm for a 0.40mm nozzle.
- Your extrusion width is 0.65mm. You may get away with this, although the usual recommendations are to keep extrusion widths to below 120% of nozzle size, so 0.48mm with a 0.40mm nozzle, for quality. This one's not as critical as layer height and if you care less about finish, it's worth a shot. (My tests looked horrible if I went much above 0.48mm, but YMMV.)
- You've set a Maximum volumetric speed of 20mm^3/s for PLA in your filament and print settings. This is a bit on the optimistic side for the E3D V6 hotend (officially rated at 15mm^3/s though 11.5mm^3/s is probably more realistic). This is one to experiment with, and your higher temps may help a bit. The characteristics of your filament will also influence this value. Back off a bit if you start getting extruder clicks and jams.
Getting a good preview in the slicer is important, but be sure to try some small tests out before committing to a large-scale print. If you want to print fast, consider using larger nozzle sizes. They can (reliably) print using wider and higher extrusions, albeit still constrained by the maximum throughput of the hotend.
Is this a final piece, or just a quick test before attempting something larger?
RE: After slicing there is a gap, after printing too!
thx bobstro,

further explaination / technical details:
I am using a volcano hotend. I tried a 0.6 mm Nozzle with a wallthickness of 0.85 - that was good, very strong, but heavy. (do not waste polymers). A wallthickness of 0.65 is the next goal.
This is only for bobstro:
A few days ago I found a very interesting webpage from a guy from NewYork (America - United States) He wrote about extrusion capacity of a Prusa printer :o) his name is, his name is, his name is - bob - ahm - wait ah yes- bobstro. :o)) Great knowledge you publishing for all mankind. THX
The video from Stefan:
brought me to wider extrusion width with smaller nozzles. And as you can see the results are great and very strong!
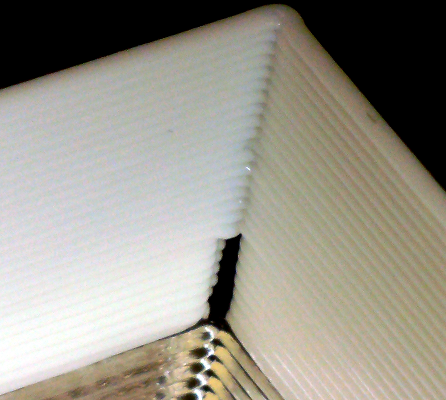
In pircure two, the thick wall 2x0.65 (1.3mm) is printed in one extrusion. Nozzle 0.4 extrusion width set to 0.9 and, as you can see - great.
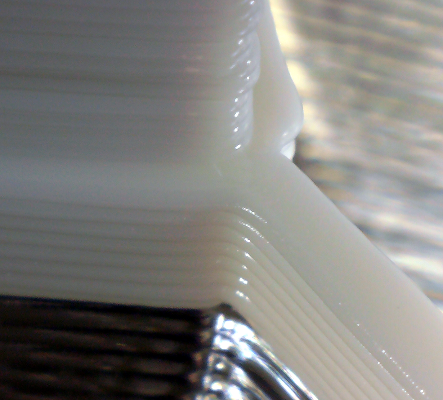
Only the gaps in picture 1 and 3 are a pin in my ... you now what I mean. I tried to close these gaps with "extra length on restart", but this is not the quality-way, I will remove it.
Next I will try the beta-version, to solve the problem. Had I to compile that beta version, or is there a resource (dmg) out there for my Mac?
P.S.:
And for quality-check the layerheight 0.4mm

RE: After slicing there is a gap, after printing too!
found Prusa Slicer in beta release at:
RE: After slicing there is a gap, after printing too!
[...] further explaination / technical details:
I am using a volcano hotend. I tried a 0.6 mm Nozzle with a wallthickness of 0.85 - that was good, very strong, but heavy. (do not waste polymers). A wallthickness of 0.65 is the next goal.
Ah interesting. Can you link to any good info on what's required to get a Volcano mounted and running on a Mk3? I've got some large stuff to print that would definitely benefit from the higher throughput.
Of course you don't have to use walls that thick with a 0.6mm nozzle! (more below)
This is only for bobstro:
A few days ago I found a very interesting webpage from a guy from NewYork (America - United States) He wrote about extrusion capacity of a Prusa printer :o) his name is, his name is, his name is - bob - ahm - wait ah yes- bobstro. :o)) Great knowledge you publishing for all mankind. THX
I'm actually in New England (a bit north of New York, with somewhat better sports teams). My project notebook pages are floating around out there though. Thanks (if that was my site).
The video from Stefan:
[...]
brought me to wider extrusion width with smaller nozzles. And as you can see the results are great and very strong!
I had done a deep dive into the topic last year before Stefan put his videos out. After doing a lot of searching and comparison against the E3D nozzle drawings, my understanding is that you can print extrusion widths up to the C dimension (the diameter of the ring around the nozzle opening in the B dimension) with good results since that "collar" still provides some squish from above in theory. Go above that and you start to get crummy edges on extrusions as filament squirts out (akin to toothpaste if you put the tube too low). In all nozzle sizes, you've got at least 200% of the nozzle size.
However, after doing some quick tests, I found that quality dropped off in practice. This I'm sticking with the common recommendation of 120%.
Not to say Stefan is wrong. He's quickly become the best of the YouTubers IMO in that he develops and tests. However, he drives me nuts when he stops just short of convincing me. His recent "best layer height" video, for example, seemed to conclude that "0.15mm is best" without testing other nozzles. I suspect "thinner is stronger" is the real lesson.
[...] P.S.:
And for quality-check the layerheight 0.4mm
How is your wall strength at that height? I've done some testing using higher layer heights, and once again concluded that the common recommendation of 80% of nozzle size produces consistently good results. I've tried larger with large PETG prints using 0.8-1.0mm nozzles pushing above the 80% heights and found the parts can fail. This is especially apparent with larger parts used outdoors. Here's an early test of my birdfeeder design using a single 1 extrusion-wide wall on the clear tube:

I find the seams tend to snap apart if I go too high, especially in the cold winter months. This would be less of an issue for thicker parts, so is definitely a YMMV situation.
RE: After slicing there is a gap, after printing too!
I tried Prusa Slicer in Version 2.2.0 beta2, but this version is not running on my MacOS 10.9.5
I tried to install 2.2.0 beta2 on a friends iMac. But there is the same slicing problem.
The technical questions of bigger nozzles I have written in a private message to bobstro, to get back to my (this) slicing-problems.
RE: After slicing there is a gap, after printing too!
I tried Prusa Slicer in Version 2.2.0 beta2, but this version is not running on my MacOS 10.9.5
I'm running PrusaSlicer 2.2.0-alpha2+ on MacOS 10.14.6 Mojave. Not brave enough to try Catalina yet.
RE: After slicing there is a gap, after printing too!
beta2 is wrong alpha2+ is correct.
@bobstro: and with this version the gaps are closed?
RE: After slicing there is a gap, after printing too!
I have found the setting.
If I disable "detect thin walls" there are no longer gaps, but model now is not printable, because there is only one perimeter :o(