LW-PLA
Does anyone have experience with LW-PLA printing?
I cannot set up the printer for satisfactory printing.
I welcome any advice.
Josef
LW-PLA and similar foaming filaments are always tricky as they throw away accuracy for volume but there is no easy way to predict where the ooze will go.
However, no-one can help you until you describe or show how your prints are failing; "it doesn't work" is impossible to diagnose.
Cheerio,
RE: LW-PLA
I understand, I'll send a photo.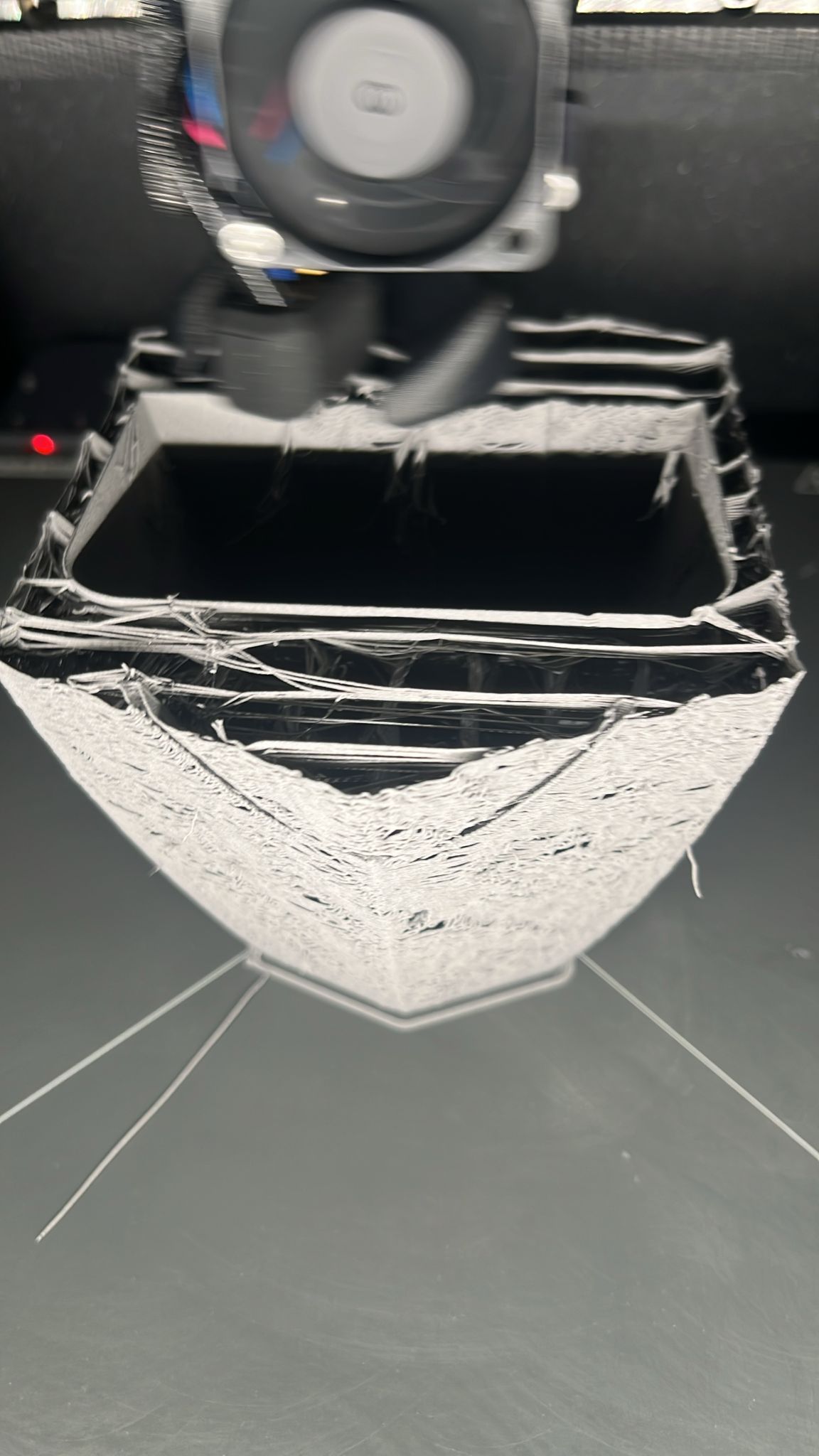
RE: LW-PLA
I have tried several materials and settings. So far without success.
PLA is absolutely problem-free
Is this one of those model aircraft files?
This may help: https://prusa3d.com/downloads/LW-PLA_Config_Bundle.zip
Cheerio,
RE: LW-PLA
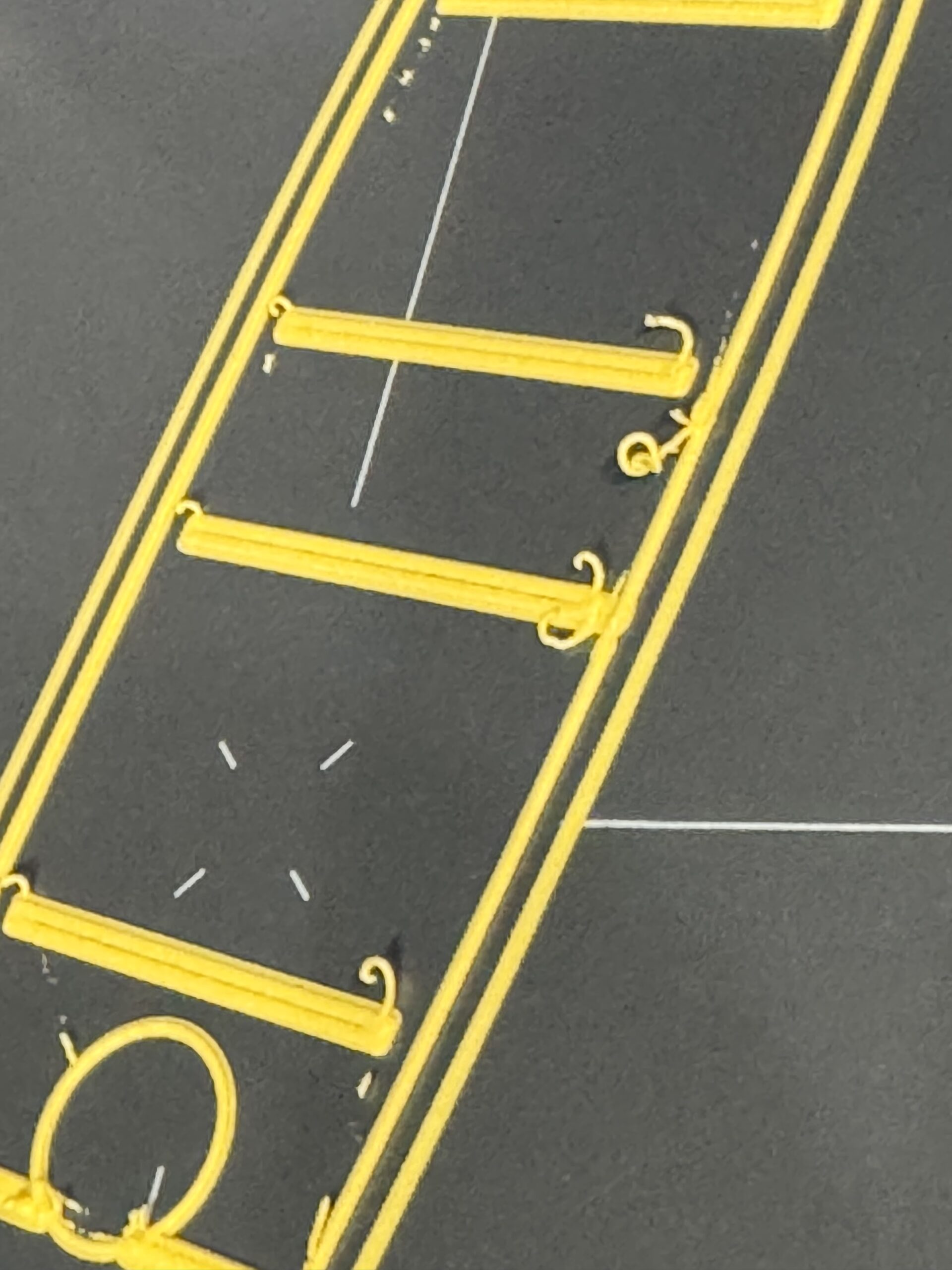
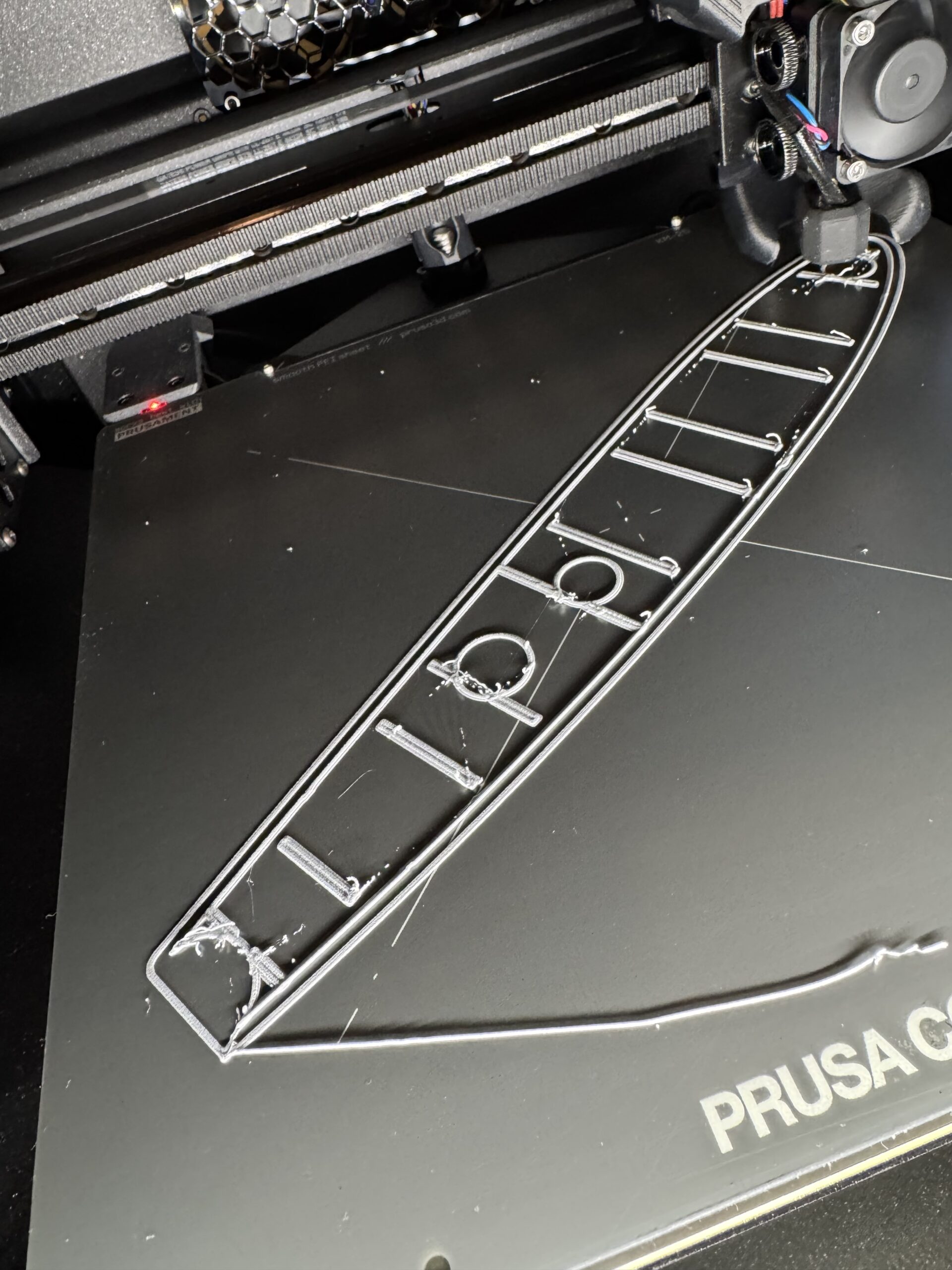
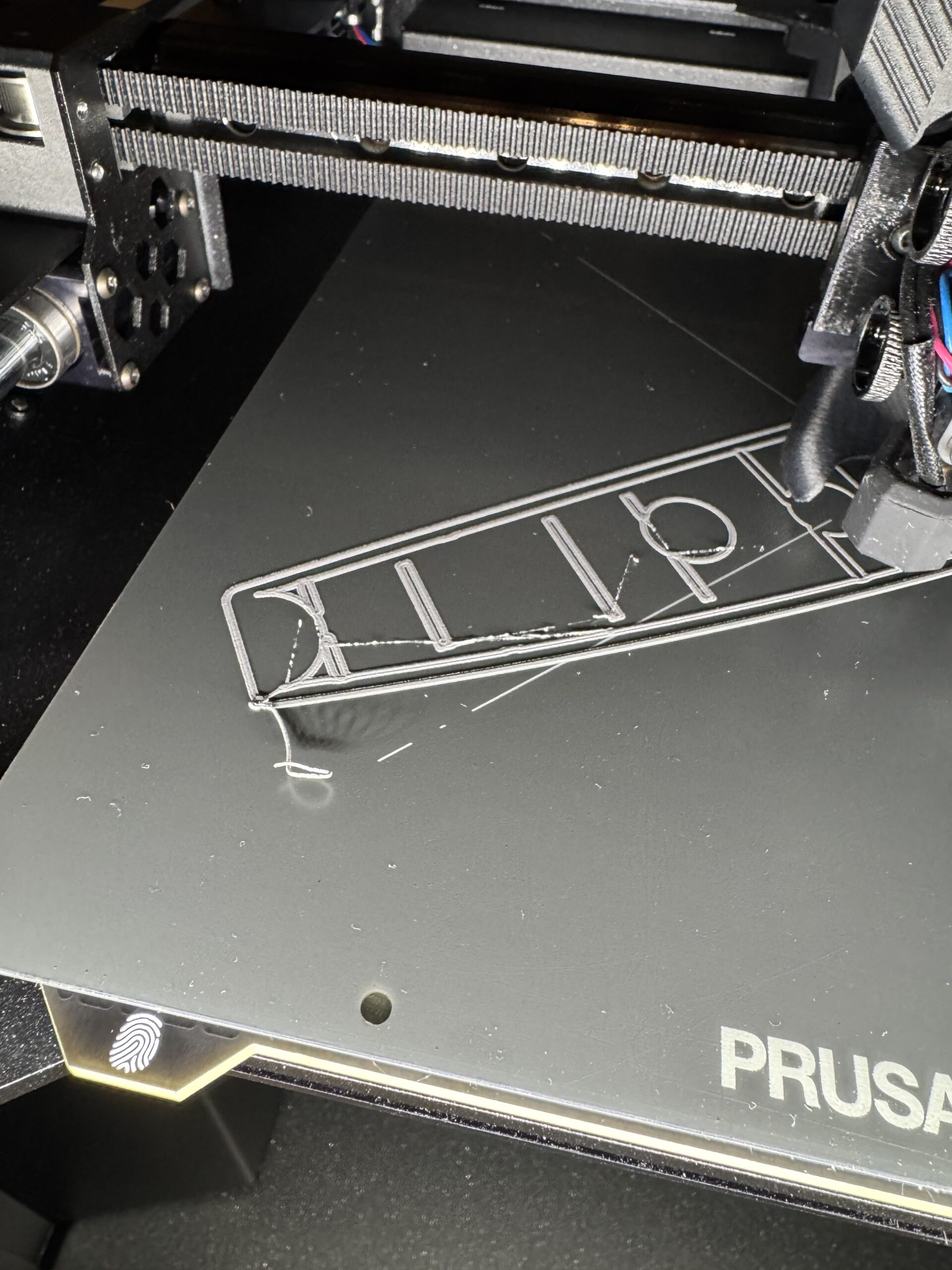
Yes. We print airplane models. We tried a few prints today with your setup. First wITH Color Fab- LW-PLA-HT.
Other print with PolyLight - LW-PLA 1.0 from 3Dlab...
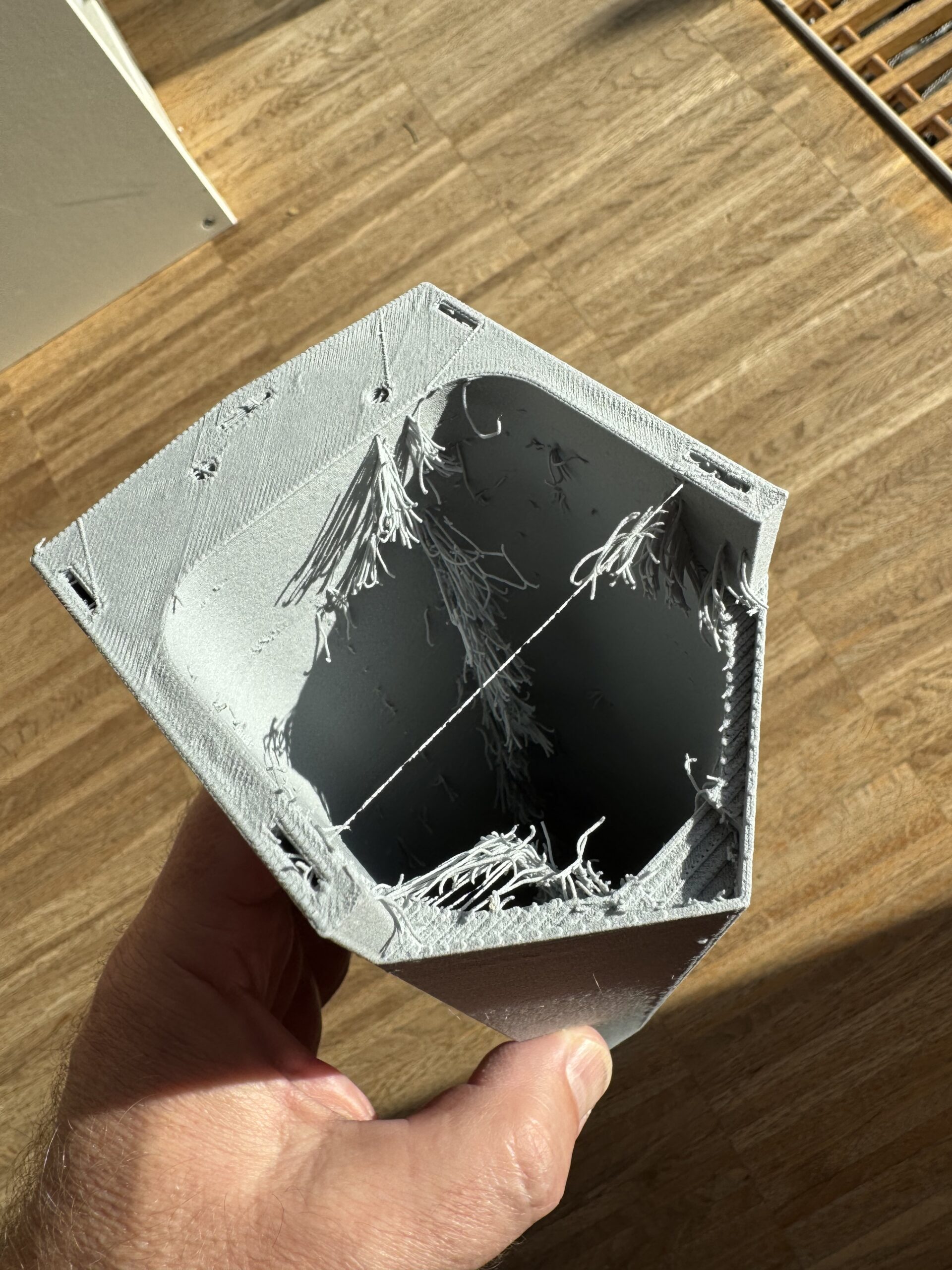
Obviously, the prints can be used, but I would still like to remove the stringing.
![]()
![]()
![]()
![]()
![]()
Thank you for your time






How are you drying your filament?
Cheerio,
RE: LW-PLA
Not sure what LW-PLA your using I have used both ColorFabb and LW-PLA from eSun. For ColorFabb they recommend masking test cubes. They provide the gcode on the site link https://colorfabb.us/how-to-print-with-lw-pla
I'll see if I can find my old settings for the eSun prints. What are the current settings you are using? Temp, etc?
RE: LW-PLA
Both filaments are new, unboxed. 😔.The print has improved 100% with Polylight, but it's still not the same...
I'll try putting both filaments in a hot air oven at 50 C for a few of hours...
It's still very stringy so far.
Interestingly, I didn't have such troubles on the Mini or MK3...
My a new Core One prints PLA perfectly, but TPU, PETG, LW-PLA is a big problem...
Support Prusa without interest...
I'll try another slicer today. Cura or Simplify.


RE: LW-PLA
im folowing the topic any change?
im also printing a SLINGSBY T31
RE:
I would recommend printing slow speed 50mm per second and without retraction. I use a temperature of 235 degrees and the hotbed 57 degrees.
Start with a flow rate of 0.6 mm
RE: LW-PLA
Hey, Buddy - LW-PLA can be confusing at first and you've gotten some good suggestions so far, the biggest one being that the extruded volume of the LWPLA is double that of regular filament, so the extruder multiplier needs to be set at .5 (half) and the speed needs to be way down, in the 40-50 range. Does not matter about the retraction because it's essentially useless since the filament continues to foam during reposition of the extruder.
Other settings you can try for any particular model is - avoid crossing perimeters (that has an Core One idiosyncrasy, see my post about it) and combinations of printing infill first and perimeters last. Most model plane parts will still need some processing afterwards for cleanup, etc. I've printed many rolls of LWPLA as I'm a designer for 3DLabPrint, which is where you'll find good info on the setup of LWPLA - if you purchase any of their models, the most recent ones come with .3mf files where you have access to their print profiles for the materials.
I've included here a zip file that contains a simple box that will give you access to my recent profiles for LWPLA, a starting point. The Core One prints LWPLA very well, but the built in "Z Hop" can mean that you're cleaning up parts more than you're used to. But I'm working on that by printing infil first and outside perimeters last.
All the best, Don