TPU (Ninjatek Ninjaflex specifically) on the XL
Hello!
Does anyone have any luck and can share what they are doing with 3D printing TPU on the XL? I am testing with Ninjatek Ninjaflex, which is *really* soft.
Initially, I had a 4mm OD, 3mm ID filament tube running directly to my Sunlu spool dryer dispensing the Ninjaflex. However, I had a heck of a time trying to push the filament through the first filament sensor. It turns out the ID on the Prusa supplied PTFE tubes is slightly smaller than 3mm? Putting that back in I was able to push the Ninjaflex through, although it *is* hard, like pushing rope...
However, I've had a lot of feeding issues and a lot of sensor failures where the sensor would think that I ran out filament when in fact I haven't. Upon closer inspection, there is enough friction just from the outer filament sensor to the inner filament sensor that the Ninjaflex was stretching when being fed, resulting in the filament decreasing in diameter and the filament runout sensor tripping. This is with all my modifications removed - just feeding the Ninjaflex through the outer and inner filament runout sensors.
I am hesitant to switching away from Prusa's filament feed tube to something else; I imagine they've done quite a bit of testing already before selecting this tube. I could order some Capricorn PTFE tubing, but I don't know if decreasing the feed tube ID would make the problem worse. Thoughts?
RE:
Hi, I have no problems feeding TPU, in my case Filatech Filaflex 30D. I'm simply bypassing the first sensor. Just stick some "normal" filament junk into the sensor and decouple the bowden tube. 😆


Alongside oozing problems, the print was (mostly) fine. This was the first serious test, and I think I will need to add some modifications to the printer.
I had no luck with Recreus 60A, it got stuck in the bowden tube, for this filament type I need to tinker a bit more... 🙂
RE: TPU (Ninjatek Ninjaflex specifically) on the XL
Yes bypassing filament sensor is essential. Sometimes it needs help at the extruder when loading. Also check your extruder idler tension isn’t too tight.
RE: TPU (Ninjatek Ninjaflex specifically) on the XL
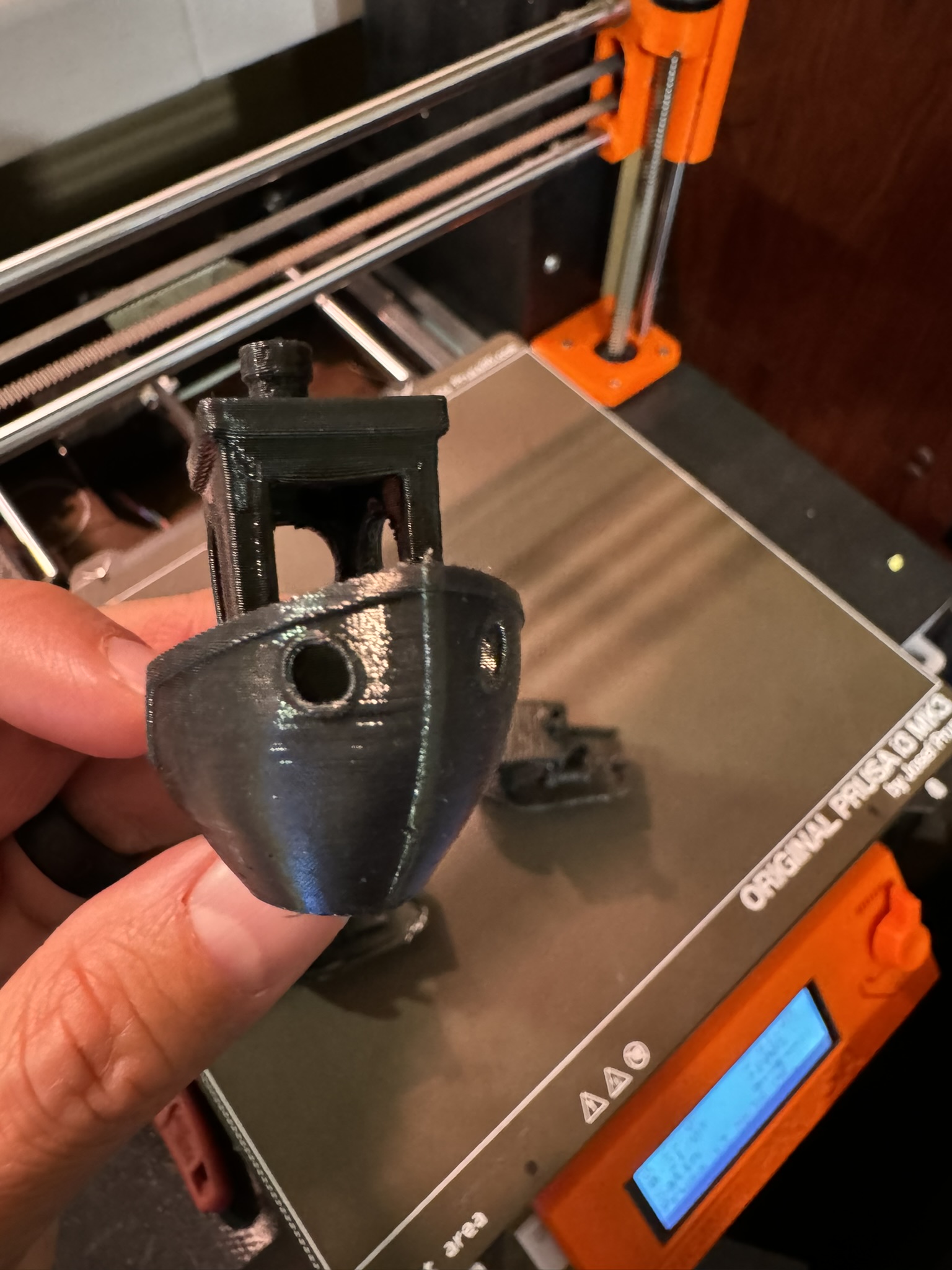
Were you able to print a benchy with the stock Ninjaflex preset? Mine completed but had severe deformations around the bow below the portholes.

RE: TPU (Ninjatek Ninjaflex specifically) on the XL
I had some other tpu stuff to get done so I didn't get back to doing a benchy. the 238 temp is fine. and on the XL, you definitely don't want to be a degree hotter than you have to especially if you're doing tool changes. make sure your idlers aren't too tight, and for sure bypass the filament sensors on the side. I just turned mine off instead of sticking a piece of filament in them. would set your max print speed to like 12-15mms. I honestly hate printing this stuff but I'm trying to get it dialed in because my wife likes me to print things with it. Right now I have two MK4s that one prints fine at the 238 stock, and one requires it to be like 242 or else it'll stop extruding mid print. super annoying, same role of filament same print settings. I've also seen two different colors of ninjaflex behave differently. you shouldn't have to mess with the extrusion multiplier. I feel your pain.
RE: TPU (Ninjatek Ninjaflex specifically) on the XL
the mk4 thing I mentioned.... I had to do 246 on one MK4 to get it to get a clean print. I fiddled with idler tension to approximate what the one that works fine with stock settings is set to. TPU and ninjaflex are particularly annoying to me lol. But you've got me curious, let me fire up a benchy print in ninjaflex on the xl and see what I get. I tend to get better and more consistent results with sainsmart, but that's 92A and not 85A. The softer the tpu, the harder it is to print lol
RE: TPU (Ninjatek Ninjaflex specifically) on the XL
yeah, you can see when the bow gets out a ways, it starts to curl up. This honestly isn't a big deal to me, I understand the limitations of the material and if I really NEEDED to print that kind of angle, I'd print a support under it. TPU tends to piss me off so things like this just tend to up my blood-pressure for no good reason lol. On the bright side, I think I discovered the reason for my different temps on the two MK4s lol, the nozzle was slightly loose in the heatblock.... thus not getting great contact to conduct the temp to the nozzle. I've put the ninjaflex back in bags for today haha
RE: TPU (Ninjatek Ninjaflex specifically) on the XL
Ninjaflex is tricky but I have gotten a basically perfect benchy from my MK3S.
My frustration is that the Nextruder gears do a MUCH better job of not letting the Ninjaflex jam up, which is the source of all my Ninjaflex failures on the MK3. So the XL (and probably the MK4) would be perfect if I could get it dialed in.
I've tried making the stock Ninjaflex profile look more like what I have for the MK3 but I can't seem to get it right. I've tried drying the filament for days and still nothing. If anyone has a perfect benchy from the XL with stock settings it would eliminate a lot of factors.
RE: TPU (Ninjatek Ninjaflex specifically) on the XL
yeah I have definitely gotten a really good one on my MK3s before I upgraded them to MK4s. I probably used the same settings you did. It was a 3mf some guy uploaded to printables I think, before it was called printables. the majority of the stuff I do with tpu is flat and the stock profile works. With the XL I can do soluble supports so if I were to ever print something like a benchy with those overhangs, I'd probably use supports with soluble interfaces. I definitely haven't tried to do another benchy in ninjaflex on the two printers I upgraded from MK3s. While I'd love to be able to print a perfect benchy on both the XL and the MK4, it's not something I'm going to worry too much about lol.
RE: TPU (Ninjatek Ninjaflex specifically) on the XL
This is what I was getting yesterday when I tried it. sorry was waiting for icloud photos to sync to pc. This was with the stock ninjaflex profile for xl. which is 238 first layer, 230 every other layer. it was printing beautifully and then as you would expect it started curling on those edges. not sure how eliminate that. But it shows that 230 does work for all those layers.

RE: TPU (Ninjatek Ninjaflex specifically) on the XL
The curling might happen if the model is too unstable - what you could do is either print stabilization layers from time to time (petg or pctg fuses great with any tpu) or you could paint some support trees with a material which doesn‘t fuse well…
RE: TPU (Ninjatek Ninjaflex specifically) on the XL
Oh I agree with you, however it sort of defeats the point of the benchy if you have to use supports IMHO.
I think the point @pumpkinslice was trying to make is that on the MK3S you could do this without supports. And I know that I've done it. Here's a picture of one I did over a year ago on one of my MK3S printers before I upgraded them to MK4s this year. This was done without supports. To be honest I've not tried to replicate this on the MK4 yet. The benchy in this picture was done with literally the exact same spool as the one that curled above.
The curling might happen if the model is too unstable - what you could do is either print stabilization layers from time to time (petg or pctg fuses great with any tpu) or you could paint some support trees with a material which doesn‘t fuse well…
RE: TPU (Ninjatek Ninjaflex specifically) on the XL
After changing some random settings I was able to print it like this. If there is too little fan cooling, it seems the 'curling up' will happen very early.



RE: TPU (Ninjatek Ninjaflex specifically) on the XL
Here are the cooling settings, this might have not made it in the previous post
 \\
\\RE: TPU (Ninjatek Ninjaflex specifically) on the XL
I'll add my $0.02. I've been playing with Ninjaflex on the XL as well. Started with the PrusaXL's preset. I also changed my nozzles to 0.4mm. I found printing initial layers at 238'C, and subsequent layers at 235'C seems to work, with some stringing. If I print any lower than 235'C, I've noticed small caps between the extruded filament. I'm also printing as a snails pace, limited the maximum volumetric speed to 1.2 mm^3/s, this seems to have avoided all jams. I've managed to do a few 4 colour Ninjaflex prints without a jam.
RE: TPU (Ninjatek Ninjaflex specifically) on the XL
I plan to retest this stuff this weekend. 1.2 in the max volumetric seems really much lower than it needs to be. Of course if you're also lowering the temp. that makes sense.
RE: TPU (Ninjatek Ninjaflex specifically) on the XL
Yeah, it was a trade-off between print speed and oozing and jamming. Obviously it has a higher chance of happening with tool changes, and you only need one nozzle to clog to ruin a print.
RE: TPU (Ninjatek Ninjaflex specifically) on the XL
I'm going to give your settings a try. I just did a 4 color print with 3 of the colors being ninjaflex and the fourth being sainsmart. Sainsmart prints pretty well to be honest. I've not been able to mimic the results I used to get on my mk3s with either my mk4 or the xl. I'm definitely keen to try your settings and let you know how it goes. it seems to be under extrusion for me which I think your settings would help. I don't have jamming though so that could be a function of how tight the idler is maybe.


Yeah, it was a trade-off between print speed and oozing and jamming. Obviously it has a higher chance of happening with tool changes, and you only need one nozzle to clog to ruin a print.
RE: TPU (Ninjatek Ninjaflex specifically) on the XL
I just went down and glanced at it. It’s looking a lot better
RE:
This turned out great. I'm not sure how to fix the the little gap in the white near the top of the filament, but reducing the mvs and temp as @slam suggested really improved things!
