Layer separation problem (first layers)
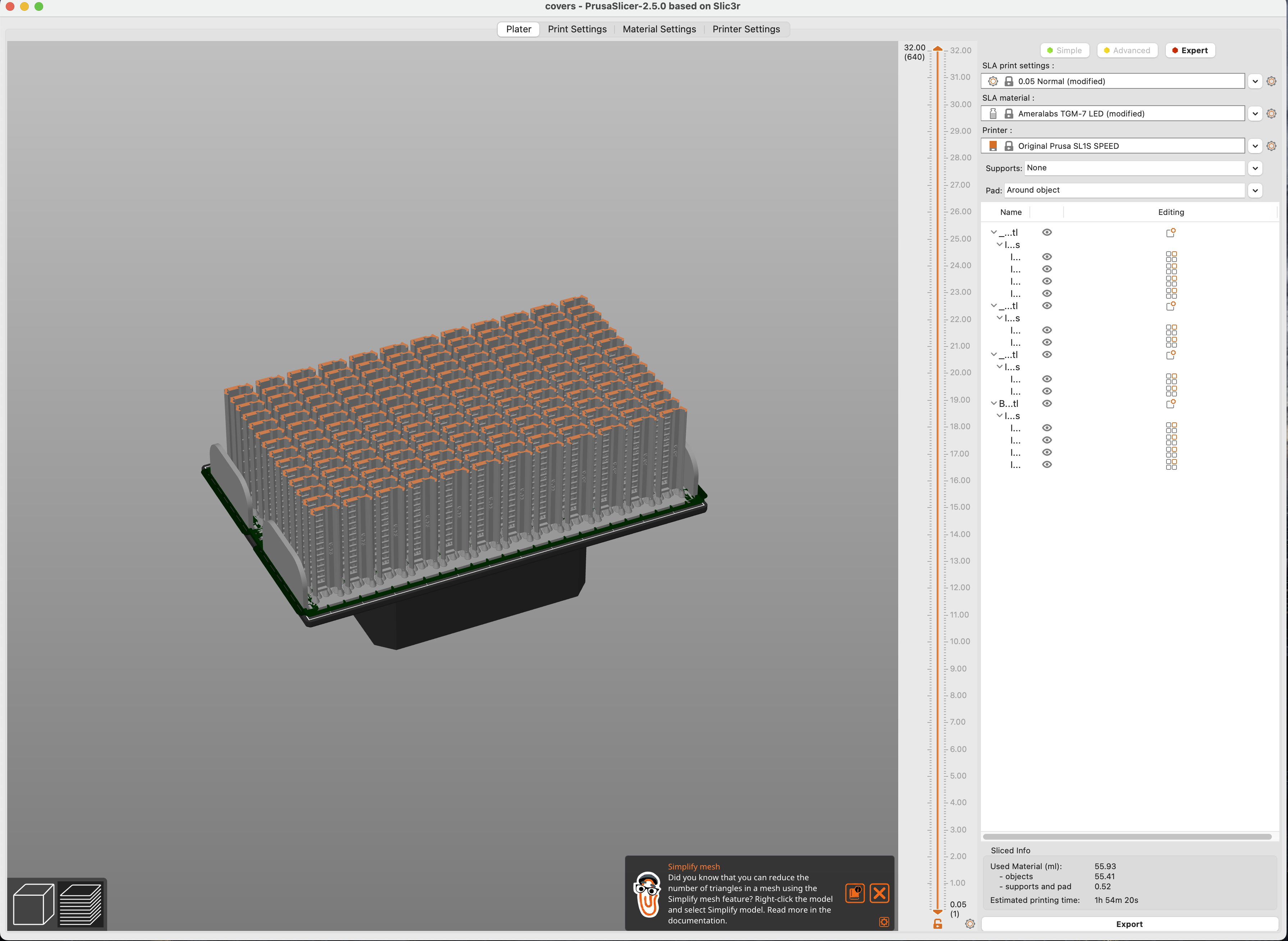
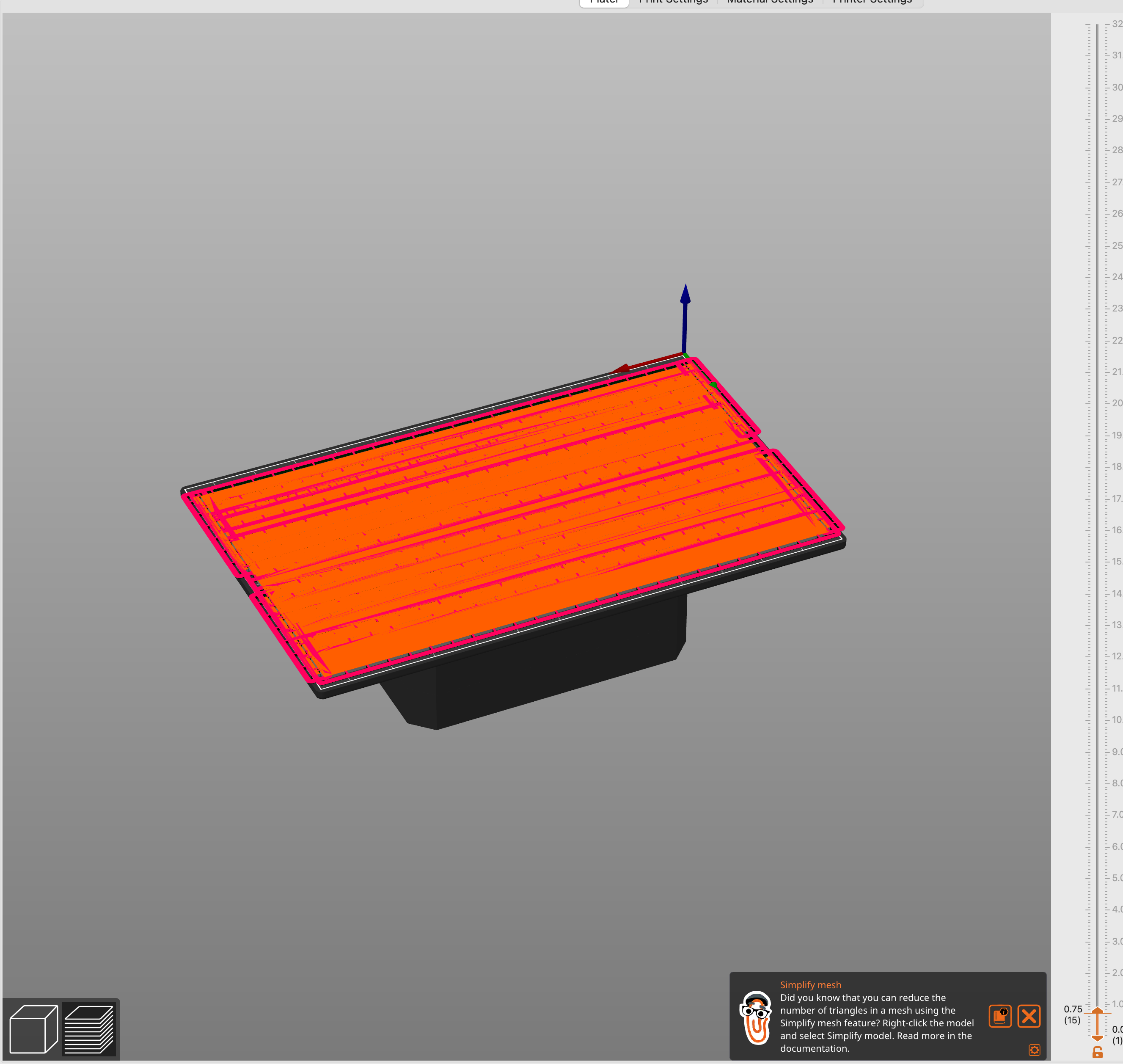
So I have a model that fills the build platform and first 10 layers basically 100% fill the platform.
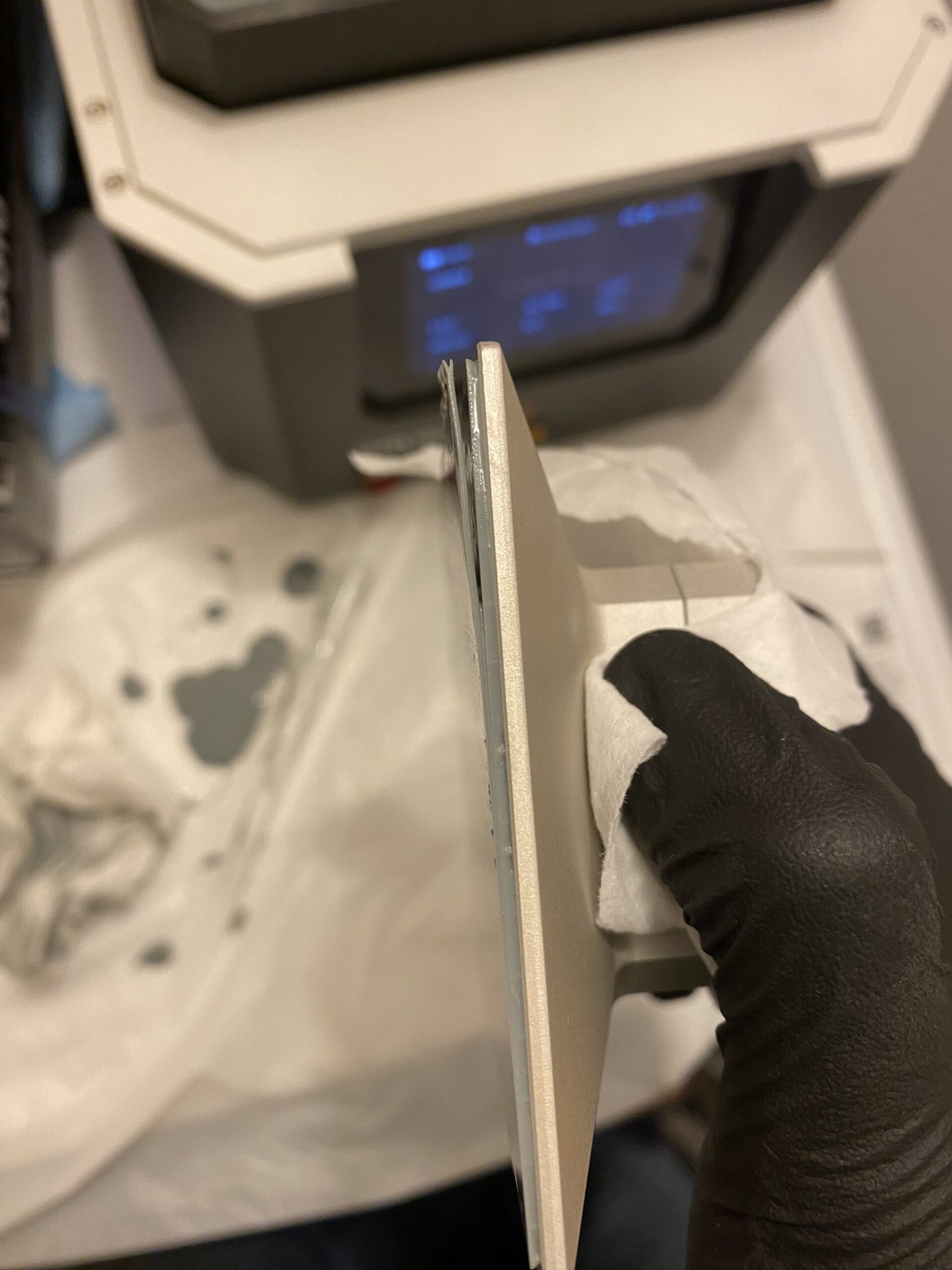
I can see platform struggling to rise - eventually resulting in layer separation. first couple of layers stick to build platform perfectly, next layers stick to FEP instead of previous layer.
I tried 3 times - all prints are failing in the same way (I did recalibration before each attempt)
Please help me to troubleshoot this.
SL1S, Ameralabs TGM-7 profile (25 s initial exposure, 2 s exp)
RE: Layer separation problem (first layers)
Will try to scale the model down to have some gaps around platform edges. if that won't help I have no other ideas then to try PTFE.
Any other ideas are welcome.
Thanks
RE: Layer separation problem (first layers)
Scaled down model (~70% fill) didn't help - around layer 9 layer got separated again.
RE: Layer separation problem (first layers)
Well I think the biggest issue is with the thickness of your support pad (raft) and support base height. As they are set to 1mm by default. Basically, what is happening: your printer prints at 0,025 layer heights. It starts with 25s exposure. That is all nice and good. It cures the first layer very well. Then, since you have set initial layer height to 0,025 and faded layers to 10, it starts lowering the exposure gradually from 25s to 1.8s over 10 following layers. That means, that around 11th layer, or at 0,275mm height you are already printing with 1.8s exposures. However, this is still just the support pad (raft), which is very wide.. and it sticks to the FEP very well due to huge suction forces. Thus it takes a lot of effort to peel such wide layers of FEP. On top of that, TGM-7 is very well pigmented resin. That means, that the light doesn't penetrate too deep into the resin, there's very little light bleed and that gives it those good details. BUT the inter-layer connections might not be that strong. So add those things together and layers start delaminating at that 11th layer. The solution is simple. Use thinner pad. 0,2mm is more than enough for pad thickness. That will 8 initial layers thick. I'd also set initial layer height to 0.2. So it will cure all of those 8 layers with 25s. You will get good strong foundation. And then you won't need any transition layers
Here are my settings - used them for over 200 prints now and never had a fail.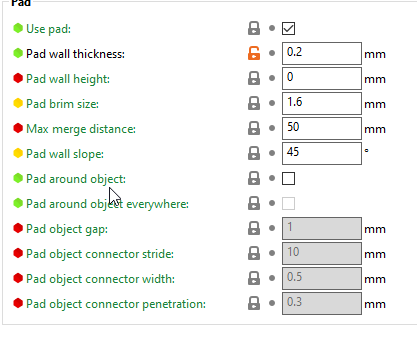
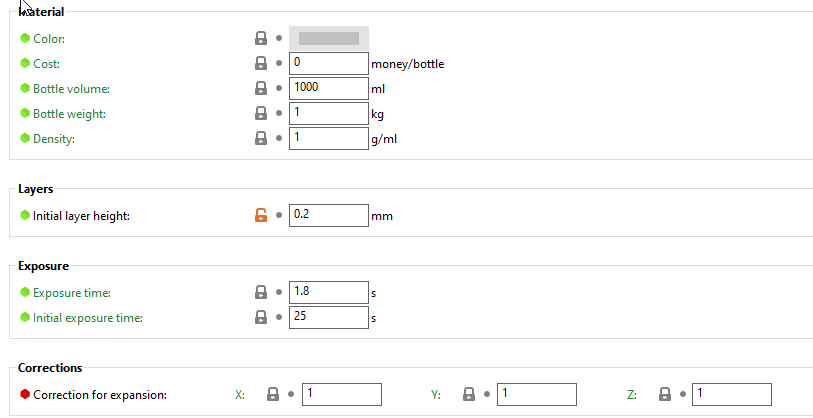
Hope that helps.
Also if all of those things are separate objects, i would probably print like 30% less at a time, and start using pads supports and rotation. You will get better quality prints and fewer fails due to area surface. Even if it's one object I'd rotate it around 30 degrees so it stands up. Will increase the print time, but quality and failure rate will be much better.
RE:
I might have overcomplicated my previous answer, I tried editing but it didn't let me.
TL;DR. Set you initial layer height to 10 layers high. So at 0.05 layer height set it to 0.5. Now your got 10 layers exposed at 25 seconds, and it will hold.
RE: Layer separation problem (first layers)
Thanks Michal, I'll give it a shot. However, in my case delimitation is happening around layer 5 when exposure is more than 20 seconds - I even can see how tank skips steps moving down.
This resin sticks better to FEP rather than itself 😀 . Will also try pouring slightly warm resin.
RE: Layer separation problem (first layers)
Michal, it feels like you have plenty of experience with TGM-7 - are you using fast or slow profile? did you observe any differences? in my experiments with another resin I did notice that fast profile may result in extra warping, wondering if this applies to this resin as well.
Thanks
RE: Layer separation problem (first layers)
Hi. Can you show me your settings? If you are still working with defaults, then even if you have set it up at 25 seconds, the way it works is only the first layer is actually exposed at 25, and then it gradualy makes exposure faster. If there is not enough adhesion at around layer 5 it will delaminate. If you haveing it consistent at around layer 5 that even strongly supports my theory.
I usually work with slow mode. I'm rarely in a rush and slow allows me to be way more loose with supports. I'm getting very good results with fast mode, and even better when i change it to around 3,5 sec tilt, but that requires a way more precise support work, more resin to make supports thicker and deeper penetration. I never got warping from it though, usually just some misalligned layers where support wasnt to rigid and model was tall enough to not settle the wobble.
But I use fast for my test prints etc, and to be fair i probably could get it to work for fast for all the prints, but I'm just not in enough rush to do that I guess.
RE: Layer separation problem (first layers)
Hi Michal, many thanks for your help! I followed your recommendations and set pad height and initial layer height to 0.2 and got a successful print!
This resin doesn't really like large cross sections compared to other resins that I tried. Would be great for resin profiles to contain 'max cross section' param to warm user if model exceeds it but that's for another topic.
Thank you again, much appreciated.