RE: Revo Six
I've used both V6 hotends and Revo. With Revo, no jamming issues yet, at least with the filaments I use (I know sometimes filament quality can be a factor).
RE: Revo Six
I have been using the Revo Six in a Mk3s for a couple of weeks now and it's a considerable improvement over the v6.
The new "nozzle break" combined nozzle and heatbreak design has several advantages including; it eliminates the chance for plastic to leak past the nozzle threads, the heatbreak area is now much thinner and more effective, so it should reduce heat creep and jamming significantly, nozzle changes are finger-tight only when cold, (no more hot-tightening) which practically eliminates the chance of damaging the wiring while swapping nozzles. Also, the nozzle bottom is wider which keeps the whole assembly much cleaner as the inevitable molten plastic mess never seems to make it any higher than the bottom of the nozzle.
The main disadvantages are mostly that the new nozzle breaks are more expensive than v6 nozzles (but less than a nozzle + heatbreak) and are only available as plain brass nozzles and only from E3D. The disadvantages are likely to disappear or become less so quickly, as a greater variety becomes available and the somewhat higher price is likely to fall as techniques improve. The higher price is not that significant as nozzles generally last a fairly long time unless one is using abrasive filaments.
Another disadvantage shared with the v6 is that the nozzle break construction is fairly robust, but like the v6, is load-bearing meaning that it can be bent. By comparison, a Mosquito by Slice Engineering , is considerably sturdier. This is not a significant disadvantage as severe head strikes are fairly rare.
I went from Mosquito to Revo for a different reason.... the new self-limiting heater element, the Revo Core. Some of my prints are over 10 hours long and I dislike the thought of long runs with a heater that can possibly severely overheat. The Revo is the only hotend designed to reduce this hazard.
¡no entiendo Español!
Nein! Nicht Versteh!
Я немного говорю по-руÑÑки но не очень хорошо, и...
I'm not very good at English either! Maybe someday I'll find a language I'm good at?
RE: Revo Six
Hey Crackers,
did you post a file for the adjusted mount you made for the Revo hearsink to reduce the gap, I couldn’t seem to find it, maybe I didn’t look hard enough.
regards,
Bryn
I wanted to try the new E3D Revo Six in my Prusa MK3S so I could experiment with different size nozzles. I used the original brass 0.4 nozzle for two years because I was worried that if I changed the nozzle, I would inevitably break the heater and/or the thermistor wires. The most often given reason to not yet buy a Revo is the lack of other-than-brass nozzles. I have only used a brass nozzle so far, so this was not an issue for me!
My 24V Revo Six was delivered Feb 19. The E3D guide, “Revo Six Prusa (MK3/S/+) upgrade guide”, says the Revo Six is suitable for an original Prusa MK3, MK3S, and MK3S+. And the E3D YouTube marketing video has the Revo installing itself on the MK3/S/+. The Revo is close to drop-in perfect, but there are so far three issues I found that may need attention for those wanting to use Revo in their MK3. The issues are the heat sink, the part fan duct and the end G-code.
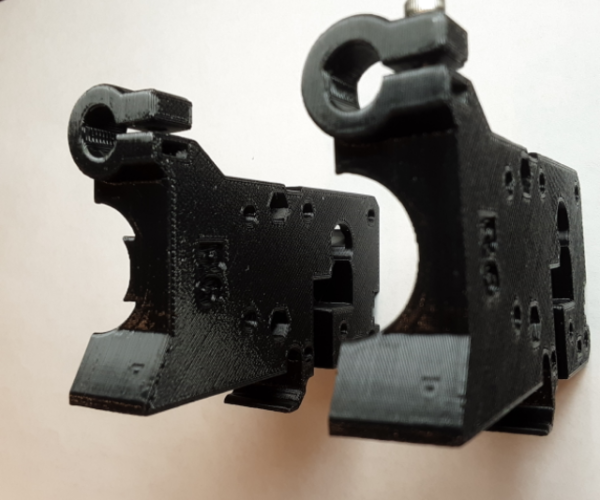
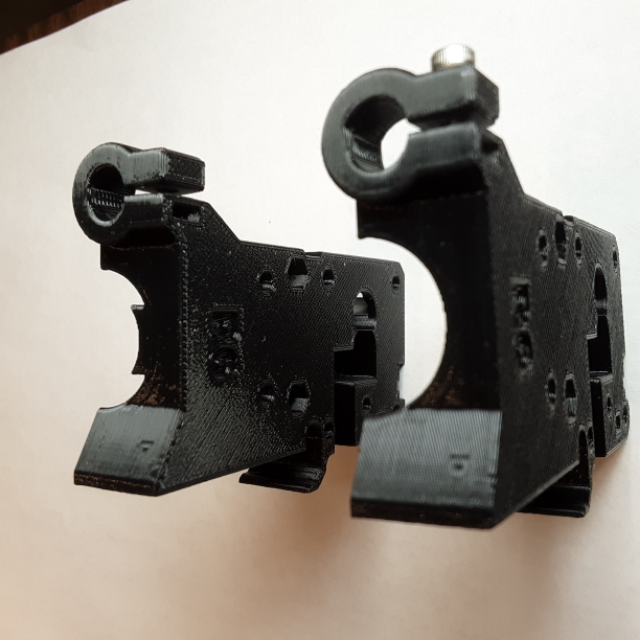
The V6 heat sink bottom disk is round and sits in the MK3S extrusion body such the no light is visible when looking through the heat sink fan opening towards the bottom of the extruder body. The Revo Six has a notch cut out of the bottom two disks. You can see the difference in the side-by-side picture of the V6 and Revo Six heat sinks.
When the Revo heat sink is captured in the MK3S+ extruder, light can shine through the cut out at the bottom. If light can shine through, I thought some air from the heat sink fan could blow out the gap and on to the print. This may not be an issue for PLA, but could be for PTEG and ABS. I am probably over thinking this, but I added a tab to the extruder body which fills the gap in the heat sink. A picture of the extruder body before and after is below as well as the Revo heat sink sitting in my modified extruder body.
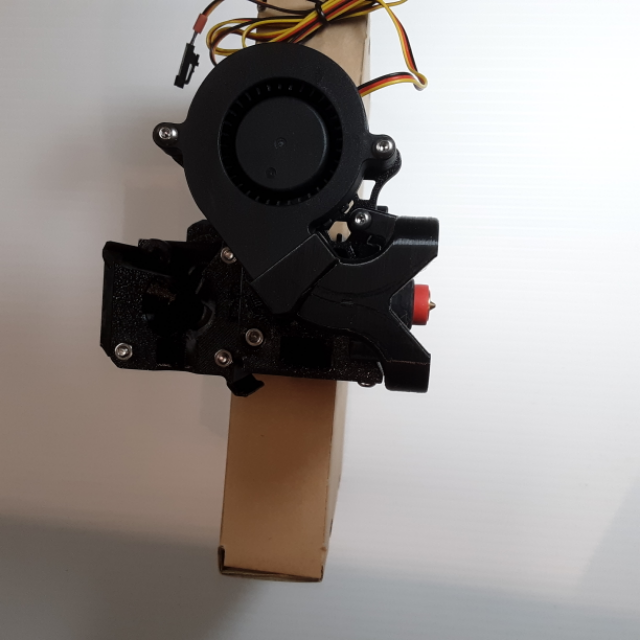
The next issue is that in order to take advantage of the Revo Six tool-less nozzle change, you need to be able to reach the nozzle. In YouTube videos of the Revo on a MK3S, the part fan shroud was very close, and it appeared that the presenters took the shroud off. I have been using an alternate part cooling duct for a couple of months and wanted to call attention to it for any adapters of the Revo Six. The link is https://www.prusaprinters.org/prints/62523-delta-p-fan-duct-v2-r2-for-mk3s-extruder. I included a couple of pictures to show how accessible the Revo nozzle is with that duct.

The last issue to consider is that you cannot unscrew the Revo nozzle if there is hardened filament from the last print in the one-piece heat break and nozzle. So, I learned some new G-code and added the following to the End Code in Prusa Slicer Printer Settings:
; Add filament unload for E3D Revo - Cannot change nozzle with cold filament in it
M83 ;extruder relative mode
G1 E-80 F7000 ; unload filament per Prusa MK3S firmware on GitHub
; continue with default End G-codeNow I can switch to another Revo nozzle size without heating up the hot end to unload filament and then waiting for the nozzle to cool down to unscrew it.
No one can know the future, but my guess is that if the Revo Six demand remains high after a year or so and nozzles other than brass are available for abrasive filaments, then Prusa will design its own heat sink for the Revo Six just as the Voron Design team did. I am waiting for my MK3S+ upgrade kit to arrive from Prusa before installing the Revo in my Prusa. I cannot wait to use the Revo and try different size nozzles.




RE: Revo Six
Hey Crackers,
did you post a file for the adjusted mount you made for the Revo hearsink to reduce the gap, I couldn’t seem to find it, maybe I didn’t look hard enough.
regards,
Bryn
Hi Bryn,
No, I did not post a modified extruder body file because I am not an engineer but an old, retired accountant who discovered 3D printing and Fusion 360 two years back.
From the comments of others regarding their experience using Revo Six, their does not appear to be any issues with cooling air currents blowing down on prints through the Revo Six heat sink. So I do not know that I "fixed" anything.
The extruder body is on GitHub and is for the MK3S+. Therefore, I believe I needed to upgrade my extruder from MK3S because one needs both halves of the extruder body that surrounds the Revo Six heat sink. So far after about 6 hours of printing PLA, the modified extruder body has held up and has not melted. I printed the extruder body from PETG and will eventually determine how it holds up to the higher printing temperatures of PETG and ABS.
I would be happy to send you a .f3d, .3mf or .stl file of the modified extruder body. It is a first-attempt, untested-under-extreme-temperatures part. Please PM me and let me know which file types you want.
Thanks
RE: Revo Six
Hey Crackers,
did you post a file for the adjusted mount you made for the Revo hearsink to reduce the gap, I couldn’t seem to find it, maybe I didn’t look hard enough.
regards,
Bryn
Hi Bryn,
No, I did not post a modified extruder body file because I am not an engineer but an old, retired accountant who discovered 3D printing and Fusion 360 two years back.
From the comments of others regarding their experience using Revo Six, their does not appear to be any issues with cooling air currents blowing down on prints through the Revo Six heat sink. So I do not know that I "fixed" anything.
The extruder body is on GitHub and is for the MK3S+. Therefore, I believe I needed to upgrade my extruder from MK3S because one needs both halves of the extruder body that surrounds the Revo Six heat sink. So far after about 6 hours of printing PLA, the modified extruder body has held up and has not melted. I printed the extruder body from PETG and will eventually determine how it holds up to the higher printing temperatures of PETG and ABS.
I would be happy to send you a .f3d, .3mf or .stl file of the modified extruder body. It is a first-attempt, untested-under-extreme-temperatures part. Please PM me and let me know which file types you want.
Thanks
RE: Revo Six
Thanks for getting back to me Crackers,
It sounds like you are getting results from the extruded body, it’ll be interesting to see how it handles Petg and ASA.
I might give it go with the stock body at the moment and see how it goes as I’m waiting on some Prusa PC, to try as I print mostly PETG and looking at more ASA.
I’ll hit you up, if I decide to change over the extruded body.
thanks again for your time,
Bryn
RE:
Hi,
I want to check with existing Revo users about the length of the PTFE tube when using the Revo 6 with i3MK3S+. According to their upgrade guide, we need to cut the tube (I used the one from the printer) so that it is 10mm from the top of the V6 (the aluminium not the collet) as shown in Step. 11. I measured and did that. However, after the installation, the PTFE tube is not visible like the original. At 0:33 of the following video, the tube of the original i3MK3 is visible.
Revo Six Prusa (MK3S+) upgrade guide – E3D Help Centre (zendesk.com)
How to improve the quality of your 3D prints on the Original Prusa i3 MK3? - YouTube
Maybe the Revo does not need that long. So, which is correct? All my long print jobs keep failing after running for about 5-6 hours. Before that, no problem. I wonder if this has to do with the length of the tube.
Also, I think I have seen some 3D models which guide the cutting to the correct length, which one should I use? I still have a new tube which came with the Revo 6.
RE: Revo Six
Hi prusanewuser,
I noticed the same thing when I did my Revo upgrade. I was having issues when printing some parts in TPU and ended up replacing the PTFE tube on mine to make it longer. I cut a new piece about 3mm longer than the one installed and then kept test fitting it and cutting it down slightly. Once I got a length I liked, I chamfered the top end and put it all back together.
What type of print failures are you having?
RE: Revo Six
Hi prusanewuser,
I noticed the same thing when I did my Revo upgrade. I was having issues when printing some parts in TPU and ended up replacing the PTFE tube on mine to make it longer. I cut a new piece about 3mm longer than the one installed and then kept test fitting it and cutting it down slightly. Once I got a length I liked, I chamfered the top end and put it all back together.
What type of print failures are you having?
So I should get a new tube and cut at 13mm, instead of 10mm, from the top of the V6 (the aluminium not the collet) as shown in Step. 11?
Print failures always happened in long print jobs. Usually, everything looked fine in the first few hours but after printing for about six hours, no filament was extruded, and the printer printed in the air with clicking sounds.
RE: Revo Six
Yeah, if you don’t mind doing multiple test fittings, that was the way I got my PTFE tube to be visible(almost touching the drive and idle gears) when everything was put back together. The 13mm figure was just a rough number, not the final length of my PTFE tube. For me the the TPU was wrapping around one of the drive gears.
After your 5-6 hr. print failure, what do you need to do to get things working again? Does it fix itself? I assume shorter print times go smoothly.
RE:
Yeah, if you don’t mind doing multiple test fittings, that was the way I got my PTFE tube to be visible(almost touching the drive and idle gears) when everything was put back together. The 13mm figure was just a rough number, not the final length of my PTFE tube. For me the the TPU was wrapping around one of the drive gears.
After your 5-6 hr. print failure, what do you need to do to get things working again? Does it fix itself? I assume shorter print times go smoothly.
Why E3D suggested 10mm which is short? I think there was a thread where some users mentioned about the length. I could not find it via search. I only have one new PTFE tube so I better get it right this time. Do you know any good tool to cut the tube straight? I think somebody posted it somewhere.
After 5-6 hr, when I noticed the problem, the extruder already printed in air so I cancelled the jobs. Complete waste of time and money for a few days. Prints that required less than four hours to print worked all the time.
RE: Revo Six
I’m not sure why E3D suggests 10mm. I thing I remember reading somewhere on the forum about others who mentioned their PTFE tubes being a little short.
I just used a new razor blade and cut with a little sawing motion so as to not collapse/crush the tube.
RE: Revo Six
This is how mine looks like following their 10mm suggestion.
[img]  [/img]
[/img]
RE: Revo Six
I can’t see the PTFE tube at all.
I won’t be home for a couple of days, but I’ll take a look at mine when I’m back.
RE:
Exactly! I did the cutting while on chat with E3D tech support few weeks ago. I sent a photo to him to double check if mine was installed correctly and he did not say it is too short. After complaining about continue failure in long prints, now he changed his statement saying that the closer to the gear without touching it the better.
“Issues with print failure several hours into a print are very unlikely to be mechanical in nature like the PTFE tubing but more likely to be caused by buildup of temperature in the coldside of the hotend, also known as heat creep. This is why previous steps in troubleshooting have focused on the print temperature as lowering the print temperature will reduce the likelihood of heat creep. Could you please share the results of the requested print tests at the lower temperatures. Are there pictures from those tests that may help us determine the type of failure? Can you provide the gcode from the print so we can look further into the settings and how things may have changed at the higher layer heights? As for the positioning of the PTFE tubing, the close you can get it to the gears without it being touched by the gears the better feedpath you'll have, however a tight feedpath like that should only effect the ability to print flexibles.”
RE: Revo Six
Now that I'm home and have looked at my printer, I can't see my PTFE tube when everything is assembled either. Which makes kind of makes sense with how the printed parts hold the PTFE tube.
Have you cut a new, long tube yet?
RE: Revo Six
Now that I'm home and have looked at my printer, I can't see my PTFE tube when everything is assembled either. Which makes kind of makes sense with how the printed parts hold the PTFE tube.
Have you cut a new, long tube yet?
So after assembly, yours looks like mine? I have not made a longer tube yet. I am waiting for somebody to recommend a 3D printed cutting tool that I could print out to cut the tube at the correct length.
As mentioned, I did the cutting while on chat with E3D support. I sent him a photo to verify if I did it correctly and he agreed. Now he changed his statement that the closer the tube to the gear the better. However, following their assembly guide only resulted in short tube that cannot be seen after assembly.
RE: Revo Six
Fitted a Revo yesterday and really struggling to get it to print properly. First layer is very inconsistent and under extrusion. Rest of the print very inconsistent and clicking. Have changed the PTFE twice, tried both loose and tight extruder gears. Tried changing slicer settings - temp, flow, etc.
Frustrating not being able to solve the issue. Ordered a new V6 just in case.
RE: Revo Six
I looked at the video link you provided in your original post, it is of a MK3, not MK3S or MK3S+, which has different printed parts in the area of the PTFE tube. On the MK3S and MKS+ the printed part gets much closer to the Bontech gears, so you'll pretty much never be able to see the PTFE tube with everything assembled.
The E3D chat person did bring up a good point about the print failures being due to something other than mechanical in nature. If the PTFE tube was causing you print failures, it would be occurring on shorter prints as well. I agree it's odd that they changed their statement regard having the PTFE tube as close as possible to the Bondtech gears.
RE:
I just completed an upgrade from Mk3 to Mk3S+. I simultaneously upgraded to a revo 6. I can confirm that the pTFE tubes for Mk3 and the Mk3S+ are constrained very differently.
In the Mk3 you can play around with the length of the tube because the gears effectively butt up against the PTFE tube. You can check the viewing window and see where the tube meets the gears.
I was (pleasantly) surprised to find that the Mk3S+ is not built this way. The top of the tube butts up against the PETG printed part and can not be any longer than the slot in the part. I checked this before assembling the new extruder so I could see exactly how tightly I could make the tube fit. At first I tried cutting the PTFE tube to the recommended length of 10 mm past the top of the revo. This resulted in a tube that was 1.5 mm too long and could not possibly fit into the part. I then carefully cut down the tube until it exactly fit.
Once I had three tubes cut to exactly the right length I measured the tubes with dial calipers and found that the tubes were 1.217 inches (30.9 mm) long. The fit is exact, down to the +/- 0.2 mm or so. Maybe someone has posted a cutting jig for the proper length on Thingiverse?
Hopefully this is helpful.