Best MK2 bed temp PLA adhesion
I'm trying to print a thin and tall object, 4.6mm x 150mm base and 160mm tall, in PLA, on a Original PRUSA I3 MK2.
It tends to separate from the PEI print bed and then warps. Or, maybe it warps too much and then it separates.
While the adhesion is good for easier objects, it's not good enough for the one I'm working on.
The bed temperature of 55degC leaves a lot of upward room to wiggle, but where is the optimum?
I'm running another test print at the moment, with bed temp of 80degC.
Please let me know if you have suggestions for how to improve the adhesion.
I'd prefer if it could be done without glue sticks, tape, hairspray or whatever, but will even try these if required.
Re: Best MK2 bed temp PLA adhesion
PLA needs to cool down quick, so a higher temp wont help you I'm afraid.
That could be one of the best stress tests for warping as well, really hard model to print. I would make sure that you've REALLY squeezing the first layer, adjust the Z adjustment so it really pushes the first layer onto the bed, then raise it again when it reaches the second layer. Also try the glue that came with the printer, if that doesnt work, I would try another type of plastic that doesn't warp as much...PETG for example.
If you would share the STL files I could try print a test in PETG as an experiment
Me on MyMiniFactory!
Me on Instagram
3D Printing Live Feeds
Prusa MK2 Usergroup Slack Live Chat
Unofficial live chat by users for users.
Re: Best MK2 bed temp PLA adhesion
PLA has a glass transition temp in the low 60's, so having a bed temp above 65 degrees will casue the plastic to remain too soft.
You could re-orient the model or use a brim.
Peter
Please note: I do not have any affiliation with Prusa Research. Any advices given are offered in good faith. It is your responsibility to ensure that by following my advice you do not suffer or cause injury, damage…
Re: Best MK2 bed temp PLA adhesion
PLA has a glass transition temp in the low 60's, so having a bed temp above 65 degrees will casue the plastic to remain too soft.
You could re-orient the model or use a brim.
Peter
Looks on the view that he's using a brim already? And I think the design is somewhat "aeroplane-wing-ish", so it probably doesn't work printing it on the side 🙁
Me on MyMiniFactory!
Me on Instagram
3D Printing Live Feeds
Prusa MK2 Usergroup Slack Live Chat
Unofficial live chat by users for users.
Re: Best MK2 bed temp PLA adhesion
Thanks Patrick.
What is the purpose of raising the z-adjustment again after the first layer? I understand why the first layer should be squished flat, I think, but I think the z-adjustment should then be left alone for the subsequent layers. What am I missing?
The object is what I call the Universal Tough Fin Base (UTFB), but only one half of it. None of the available 3D printing materials are strong enough to print large surfboard fins, so I want to make a mould. The mould can be used to make UTFB's from carbon fibre and epoxy resin (not printed), and then the rest of the fin could be cast onto the UTFB, or a printed fin could be glued to the UTFB.
My attempts to print a UTFB mould from nylon have failed, so now I just want to print a pattern and then cast a mould around it, using silicone. That's the purpose of the extra-slim part shown earlier: Glue it flat to a glass plate, surrounded by temporary walls, then pour liquid silicone casting material onto it.
That's the background. I'm happy to share the /stl file, but it is around 8Mb and I cannot attach it here.
@ Peter: Thanks, you are right, I should use a brim. The last attempt was without a brim, the current attempt at 80degC bed temp is with a brim. So far it's looking good, no separation at Z 23.35 .....
Re: Best MK2 bed temp PLA adhesion
Yeah, when thinking about it maybe it doesn't really matter if you raise it afterwords, that might just result in that second layer being printed at a higher layer height... the third layer will be 0.2 again if that's how you sliced it. So never mind regarding raising the Z level again, that doesn't make sense 🙂
If this is half model, couldn't you print it laying down then? Then you'll get a nice flat surface as well to glue to your glass plate?
Me on MyMiniFactory!
Me on Instagram
3D Printing Live Feeds
Prusa MK2 Usergroup Slack Live Chat
Unofficial live chat by users for users.
Re: Best MK2 bed temp PLA adhesion
It got Z 24.95 without separating from the print bed. That is a few layers above where the fin base ends and the fin starts. The warping forces should be much weaker from now on, or at least not grow as fast, so I'm hopeful it will work out.
My half-baked reasoning for using higher bed temp was this: I read somewhere in the Prusa ads or instructions that the PEI binds more firmly to the print object when it is hot, and it releases when it's cold.
Pictures show previous warped attempt and ongoing promising attempt at 80degC bed temp with Brim.
Below is the OpenScad code for the UTFB, it's so much smaller than a .stl file.
// Universal Tough Fin Base 19.2 has taken the UTFB out of UTFB-M-A_19.2
// Purpose is to create patterns for silicone mould making.
$fn=15;
// To remove the port side of the UTFB by 'differencing' the UTFB-Mould from it:
difference(){
// To rotate the UTFB; It was required to allow 2D printing of outline in an earlier development step:
rotate([90,0,0]){
// This makes the fin base green in Preview:
color("green",0.25){
// Minkowski sum three times to round the base edges:
minkowski(){
minkowski(){
minkowski(){
// Linear Extrude length of the fin base is reduced to compensate for elongation due to Minkowski sum. Actual length after Minkowski is 150mm:
linear_extrude (height = 146, centre = false, twist = 0)
// Polygon points brought closer together to compensate for enlargement due to Minkowski sum. Without Minkowski sum use the actual intended size.
// 9.2mm wide fin base with small taper at bottom to ease entry into the fin box.
// Use these dimensions instead for 9.2mm fin base without taper: polygon(points=[[0,2.9],[0,7.1],[19,7.1],[19,2.9]]);
polygon(points=[[0,3.1],[0,6.9],[1.5,7.1],[19,7.1],[19,2.9],[1.5,2.9]]);
// 3 cylinders, each rotated differently, to round off the fin base edges with the Minkowski Sum function:
cylinder(r=1,h=1); }
rotate([0,90,0])
cylinder(r=1,h=1); }
rotate([90,0,0])
cylinder(r=1,h=1); }
// defines end of GREEN color for base:
}
// This makes the 'hull' red in Preview:
color("red", 0.5){
// The Hull function creates the spine on the fin base, by connecting 4 modified spheres and automatically tapers the edges:
hull(){
// This moves the entire 'hull' to the right position on the fin tab:
translate([0,4.5,69.5]){
// Forward + proximal sphere in the hull:
translate([22.5,0,0]){
rotate([90,0,0])
resize(newsize=[45,60,9])
sphere(r=10); }
// Central 9mm thick sphere in the hull, to make the 9mm area at the base bigger:
translate([22.5,0,25]){
rotate([90,0,0])
resize(newsize=[45,60,9])
sphere(r=10); }
// Aft + proximal sphere in the hull:
translate([22.5,0,25]){
rotate([90,0,0])
resize(newsize=[45,60,4])
sphere(r=10); }
// Tip sphere in the hull:
translate([130,0,0]){
rotate([90,0,0])
resize(newsize=[75,30,4])
sphere(r=10); }}}}}
// Cutting out cylinders for ball spring plungers:
// First forward BSP:
// Move cylinder cutout for BSP
translate([7,-10,9.1])
// cylinder for BSP
cylinder(h = 1, r = 0.75, center = true);
// 2nd BSP:
// Move cylinder cutout for BSP
translate([9,-28,9.1])
// cylinder for BSP
cylinder(h = 1, r = 0.75, center = true);
// 3rd
// Move cylinder cutout for BSP
translate([11,-46,9.1])
// cylinder for BSP
cylinder(h = 1, r = 0.75, center = true);
// 4th
// Move cylinder cutout for BSP
translate([13,-64,9.1])
// cylinder for BSP
cylinder(h = 1, r = 0.75
, center = true);
// 5th
// Move cylinder cutout for BSP
translate([13,-82,9.1])
// cylinder for BSP
cylinder(h = 1, r = 0.75, center = true);
// 6th
// Move cylinder cutout for BSP
translate([11,-100,9.1])
// cylinder for BSP
cylinder(h = 1, r = 0.75, center = true);
// 7th
// Move cylinder cutout for BSP
translate([9,-118,9.1])
// cylinder for BSP
cylinder(h = 1, r = 0.75, center = true);
// 8th
// Move cylinder cutout for BSP
translate([7,-136,9.1])
// cylinder for BSP
cylinder(h = 1, r = 0.75, center = true);
// The cube covering half the UTFB as a mould:
color("blue",0.3)
translate([-7,-153,-5])
cube([178,160,9.5]); centre=true;
}
Re: Best MK2 bed temp PLA adhesion
Yeah, when thinking about it maybe it doesn't really matter if you raise it afterwords, that might just result in that second layer being printed at a higher layer height... the third layer will be 0.2 again if that's how you sliced it. So never mind regarding raising the Z level again, that doesn't make sense 🙂
If this is half model, couldn't you print it laying down then? Then you'll get a nice flat surface as well to glue to your glass plate?
Printing flat causes steps in the wing-like surface, and makes it difficult to print a complete part to put into the first half of the split mould. I thought about inserting 'keys' so that two flat printed halves will fit together and make a full patterns for the pouring of the secong half of the silicone mould, but if I can pull off printing one 1/2 UTFB and one full one while standing up, then I get smooth surfaces and don't need 'keys' between the halves.
Z 32.75 and still looking good....
Re: Best MK2 bed temp PLA adhesion
This is what happens when printing it lying flat:
Re: Best MK2 bed temp PLA adhesion
This is what happens when printing it lying flat:
What layer height is that?
If you would print it at 0.1 or even 0.05mm layer height, and then sand it after the print you should be able to get a good "plug" for creating your silicone mold. I've printed similar parts as yours at 0.1mm layerheight in woodfill, and sanded it just to get rid of the layers showing, it worked out great!
But if your print seems to work standing up now thats great of course! Lets keep our thumbs! 😀
Me on MyMiniFactory!
Me on Instagram
3D Printing Live Feeds
Prusa MK2 Usergroup Slack Live Chat
Unofficial live chat by users for users.
Re: Best MK2 bed temp PLA adhesion
could you print a detatchable plate on the bottom to vastly increase the surface for adhesion and then break it off or cut it off after the model prints?
regards Joan
I try to make safe suggestions,You should understand the context and ensure you are happy that they are safe before attempting to apply my suggestions, what you do, is YOUR responsibility.Location Halifax UK
Re: Best MK2 bed temp PLA adhesion
It is usually called "Raft" in slicing software. 🙂
Re: Best MK2 bed temp PLA adhesion
Now at Z 100.95 and still stuck on the bed.
@ Joan: Good idea, but I'm not sure how to make a raft that comes off easily.
If this print does not work out, my next step will be to add 'Mouse Ears' to the ends of the base of the UTFB. They will be firmy attached and I'll have to sand them off after printing.
I used a similar approach earlier on when I tried to make a nylon mould for the UTFB, angling it at 45deg to get around the problems of flat and/or erect printing. See picture below.
Re: Best MK2 bed temp PLA adhesion
It worked, the 1/2 UTFB pattern remained firmly stuck to the bed and the print is near perfect.
Remaining issues are:
1) Slight 'Fairy floss' at the edge. Very thin threads that are flapping in the wind from the fan. I could see that they are being created during Z-hops all along the object, but they get re-integrated into the next layer everywhere except at the edge, because they are so thin that they flap around horizontally.
2) A layer is protruding from the flat area at z 110. I think the fin area if otherwise flat, as in it's not a kink, it's just one line sticking out. Not sure why it happened, I was not watching. At that z height, the layering changes in some way so that the reflection changes. The previous print had the same transition at that level, but the surface remained flat. I hope I can sand that away to get a good flat fit for the glass plate. The first print has the seam in the middle, it was set to "Seam position: Random" and the other one was set to "Seam position: Aligned".
Re: Best MK2 bed temp PLA adhesion
I'm trying to print a thin and tall object, 4.6mm x 150mm base and 160mm tall, in PLA, on a Original PRUSA I3 MK2.
I think this would be a lot easier to print with a brim of at least 8 extra perimeters. That should help it stay up, as Josef indicates in his welcome video at 1:30.
Re: Best MK2 bed temp PLA adhesion
Once I don't have a line of projects waiting to be printed, and some filament left, I'll try to answer my question myself, with an experimental approach.
The latest PLA print of the complete UTFB has also adhered to the print bed.
So for now, I'm sticking (no pun intended) with 80degC bed temp, because it seems to work, but I really don't know if that just wastes a lot of energy for no good reason.
The question: What is the best temperature of a PEI sheet to promote maximum PLA adhesion during a print? remains unanswered. I might just have been unlucky when the first print came off at 55degC bed temp, or the change from 55degC to 80degC might be just right, or 100degC or 62.5degC might be better....
Printing surfboard-fin-like objects is a good test for adhesion, because they cannot easily be printed lying flat, and they have an extremely small 'adhesion area to z-height" ratio. Unlike aeroplane wings, you can usually afford to take surfboard fins for a spin in the real world, without extreme risk of dying.
I think I need to start a new thread about printing surfboard fins with a PRUSA i3 MK2. Or, more likely, how to use 3D printing as an essential step in the process of building surfboard fins.
Anyhow, to answer my question, I'll have to print a series of identical UTFB-1/2 models, with different print bed temperatures as the controlled variable.
The ultimate real-world test for the Original Prusa i3 MK2 would be to print a surfboard fin 9.1mm x 120mm at the base, and 200mm tall. That's a bit smaller than what I really want, but it's the tallest the i3 can do without major changes.
Re: Best MK2 bed temp PLA adhesion
Michael
No point in trying to be too precise as the temperature varies across the bed and is only measured at one point on the underside.
60 degrees works for me' I will use 65 on very large prints.
Peter
Please note: I do not have any affiliation with Prusa Research. Any advices given are offered in good faith. It is your responsibility to ensure that by following my advice you do not suffer or cause injury, damage…
Re: Best MK2 bed temp PLA adhesion
ad bed temperature uniformity
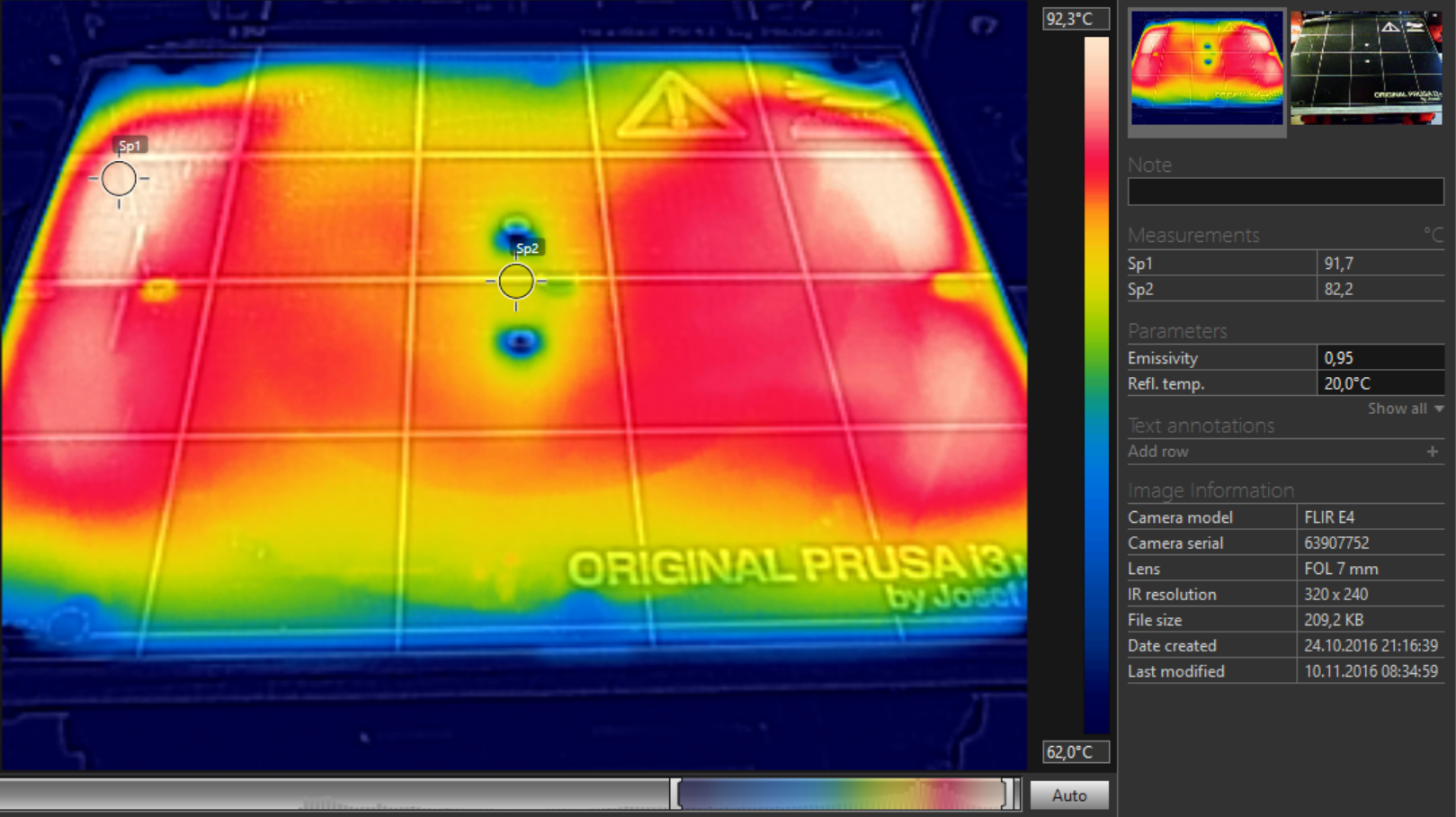
Re: Best MK2 bed temp PLA adhesion
Nice picture, thanks!