RE: Wavy lines / ripples in top layer
When I take the finalized print from bed it sticks to bed on whole surface. So it is not wraped. Also when trying to solve problem, I replaced nozzle with new one and recalibrated the bed. So uneven bed or wraped print isn't the cause for wavy last surface in my case. But others that reported in this topic have exact same simptoms with wavy top surface, as seen from attached pictures.
When printing one layer below last layer, that layer is almost perfect. So it must be sth. with last layer settings.
I print with 240°C and bed 40°C.
RE: Wavy lines / ripples in top layer
Does it improve if you reduce your Extrusion multiplier setting from 1.00 to say .97 ?
RE: Wavy lines / ripples in top layer
Try raising your Z just a little bit. That should fix the first layer ripple problem.
RE: Wavy lines / ripples in top layer
Try using adaptive layers. Make the top layers thin and do whatever for the remaining print.
Make absolutely certain of your first layer, show us a first layer and the bottom of a failed print if you're not sure.
If it is a large part you may even be bending the print sheet with warping so slow the print down and try a cubic fill (not grid, not gyroid).
Cheerio,
RE: Wavy lines / ripples in top layer
OK Its years after this post, and technology has moved on. I'm using a MK4S with 0.4 CHT nozzle, and the material in use also happens to be PLA HS type.
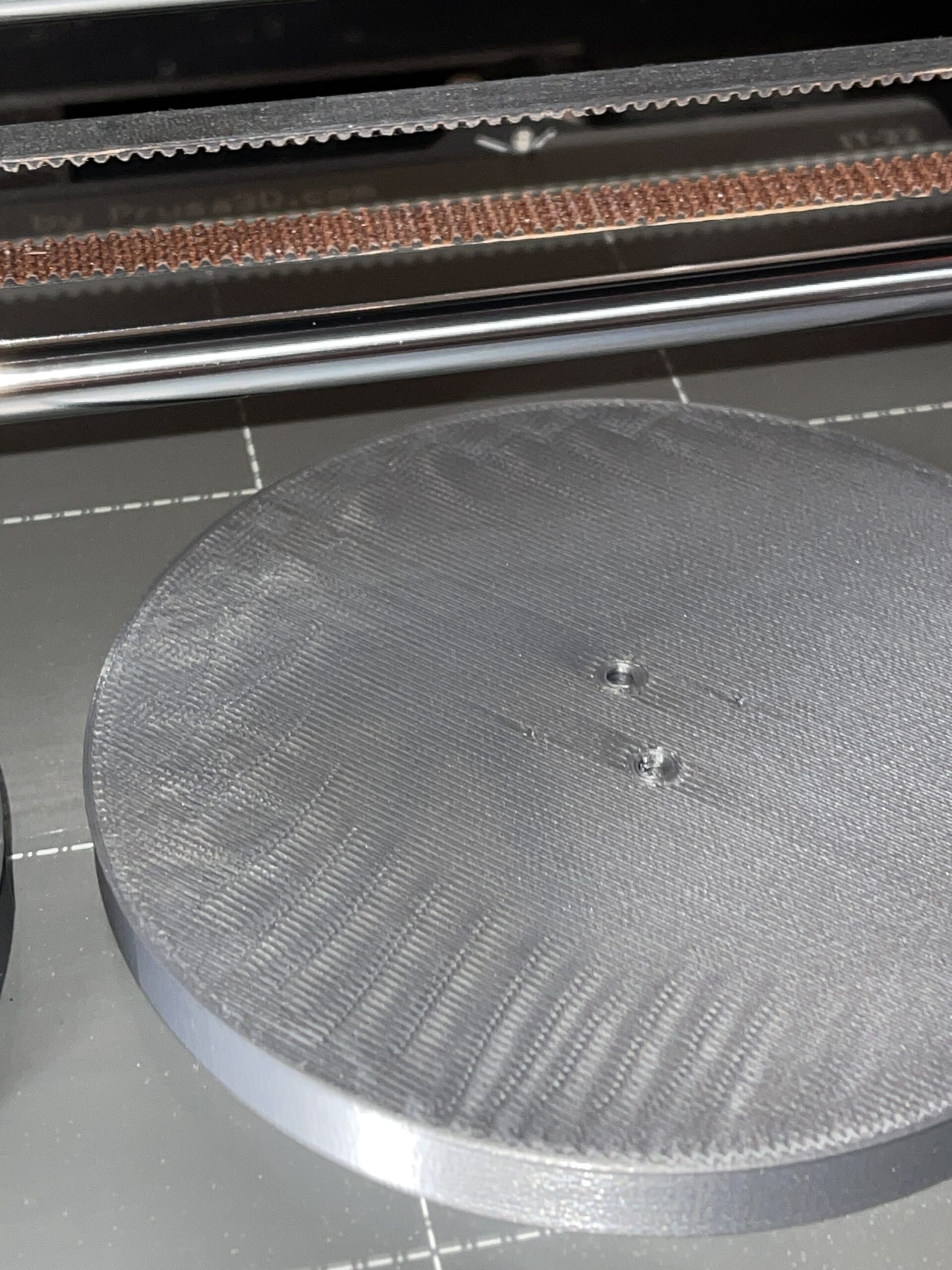
But still I persistently get the wavy lines on the top and bottom surfaces of this particularly print which is a round flat cylinder.
The ripple effect looks for all the world like th wavy lines you get in sand on the beach near shallow areas.
If two objects of the same type are printed at the same time on the same bed, the pattern is produced on both, but its different.
I have tried numerous things to try to eliminate the issue, and this includes:
1. Increase in top solid ayers (currently 9)
2. Messed with Infill, currrently its 20% Rectilinear, but I've also tried Triangles. I am using Archimedes Chords as Top and bottom Fill Pattern. But the issue starts with solid infill well before its starts on that pattern, it begins at a lower level when its still doing recilinear.
3. Fill angle is 45 degrees.
4. Speed: Perimeters are set to 60 mm/s, infill 70 mm/s << So its been slowed right down from the normal speed for this printer. Yes the effect improved but not gone away.
5. Extrusion multiplier has been calibrated, and its set to 1.111 for this magterial.
6. MVS is set to 14 < again this has been reduced by 25% on the normal setting for this HS. material using CHT nozzle.
One the printer control panel, when I saw this happening, I tried reducing speed to 80%, and extrusion to 90% with little effect (I thyink the horse had bolted by that time.
My main problem is that I do not understand what is causing this to happen. Generally if I can understand the principle I can work out a solution, but this one has me beat.
Can anyone help ?
 , it
, it
RE:
I get this when printing large objects like yours, in my case it is due to the outer edgers just comming lose and raising just slightly and the nozzle hitting the print on the upper layers.
If you look on the bottom of the print in just the right angle you might find that there is a slight change in shinyness where the print warped upp from the bed just a few 1/100 of a mm
The trouble with long threads like this is that newcomers repeatedly misidentify the symptoms and 'I have exactly this problem' when they don't. There are at least three, probably more different problems in this thread ...
The first thing I look for when *top* surface ripples occur is *bottom* layer adhesion and the first and simplest remedy to try is cleaning. The print sheet must be scrupulously clean. Clean even if you are intending to use a treatment on it - and with PLA don't add anything, just make sure it's clean - see threads here on cleaning.
This is almost certainly @printerman-3's problem and although bryn51 is likely to be different he hasn't mentioned cleaning in his list of attempted remedies so start there with a truly clean sheet and one of the default profiles.
Cheerio,
RE: Wavy lines / ripples in top layer
@bryn51
Try lowering nozzle temperature by 5°C.
RE: Wavy lines / ripples in top layer
Add a 4mm brim
raise bed temp
use nano polymer adhesive
reduce flow if all else fails.
RE: Wavy lines / ripples in top layer
Many thanks to those that responded.
Yes indeed there are many things that can happen to cause the symptoms described as the Topic heading.
As well as posting here I got desperate and reached out to Prusa Support overnight. Whilst they did not give me the diagnosis, work they had me do to help the diagnosis ultimately led to a successful conclusion.
The telling test was to print the item on an alternative adjacent identical printer. The symptoms were invariant. So the issue wasn’t with the printer itself.
Anyway the correct diagnosis was this is plain and simple over-extrusion, manifest throughout the print from first to last layer.
There were two root causes:
1. I had somehow messed up the maths in calculation of Extrusion Multiplier and got a way-wrong value of 1.11 when it should have been more like 1.06 Part of the “somehow”’was use of a CHT nozzle that was partly clogged - identified as an issue days after the calibration print was run.
2. even with that fix in place it still over extruded and I simply reduced the “flow rate” on printer control menu to 80%. The conclusion here is that (1) XM was still incorrect.
With those two changes, the item printed flawlessly.
The backdrop of all this is using an unfamiliar “High Speed” PLA but poorly documented filament from irregular supplier on the mk4s printer with CHT nozzle.
The project I’m working on is near its conclusion now. I’m left with a ton of wasted material having used more than twice the predicted amount on failed prints and test prints, not just because of this particular issue but earlier issues as well. It all adds.
Thanks again.
RE: Wavy lines / ripples in top layer
Hi,
I'm passing through your exact hassle right now, too.
I have a MK4S since 2 months, it printed almost 24/7 flawlessly without any maintenance, aside from bed cleaning every time.
Then about 3 weeks ago it started to show ripples on top layer progressively, and have also last perimeter lines slightly bulky.
I also have a Ender 3 S1 Pro, which I "abandoned" after I got my Prusa, but the exact same issue was still present: ripples and last bulky perimeters.
I reached for Prusa support many times, each times seemed to resolve the issue with test prints, but with the real deal it comes back again...
With them, I checked:
- 3mf file and bgcode
- nozzle temperature and type (first brass HF, then 0.4 standard hardened steel because brass one could be worn out after printing 500+ hours)
- belt tension (a little too loose but fixed anyway)
- printed a simple rectangle 110 x 140 x 3, had ripples
- trapezoid nuts screws (loosened and tightened again)
- printed the exact same rectangle bgcode, perfect print (yay! It was the nuts!)
- printed my object... again ripples (duh! It was NOT the nuts...)
- Z-axis alignment screw rods (a bit decentered, re-centered)
- Calibration
- Printed a calibration cube 40x40x40 perfectly (yeah!)
- Printed my object, still horrible top layer (Gosh!)
- Hard factory reset, recalibration, no anomalies detected
Still, I have no clue about the true origin of this issue, nonetheless the remediation.
I managed to pass all the relevant infos to Prusa developers, hoping for a response, with all my previous chats and tests.
Looking for infos in various forums, everyone has a different opinion on the matter, but there's a majority of "overextrusion" type issue.
For sure, it has to do with geometry: it happens expecially (but not exclusively) on large flat areas, with a predominance of curved edges.
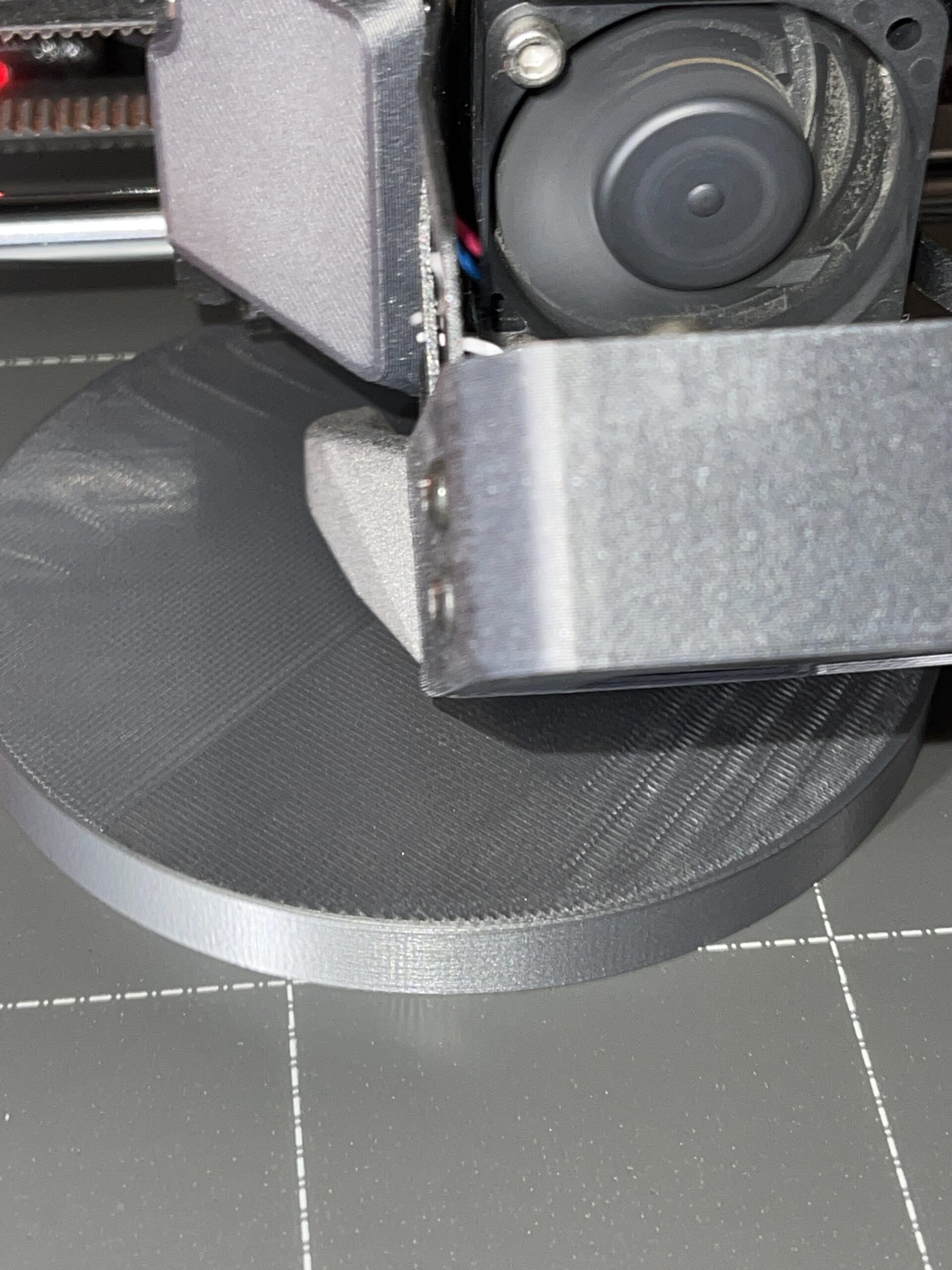
My personal opinion is that there's a suboptimal air flow or heat exchange of some kind. I personally put my eyes during printing last layers, and I could see that problem starts to appear during deposition of second solid layer, and then it continues on next layers. Then I went brainstorming:
- usually, ripples can be seen when first layer isn't perfect with temp too high or z-offset too high
- basically here we have the same issue but in top layer
- I saw issue appear on second solid layer
- First solid layer was ok
- My conclusion is that first solid layer acts as a heated bed plate, ruining everything after that with non-optimal thermal flow
It can sound crazy, but it's the best conclusion I can find based on my assumptions...
What do you think?
RE: Wavy lines / ripples in top layer
The solution is ................................................ glue.