Warpage, PLA, large flats
I have a few large flat items I am trying to print in PLA. up to 8 x 10 inches (ca 200 x 240 mm). The parts are terrain models, 0 to 4 mm base.
The 0 mm base almost worked, only one corner pulled up and I'm pretty sure that was a misplaced fingerprint.
Second model has a 4 mm base. Bed was cleaned to remove the offending print. The first layers went down well, no trace of any bed contamination, but as the part built, an edge began to rise. Nozzle began to scrap the part on the loose side, further loosening the bed adhesion. Part continued to warp, and eventually broke free.
I tried dropping the bed temp after a few mm of part build, didn't really help at that point - warp was already evident. I'm trying again but will drop the bed temp as soon as the first layer is down. Short of that, or super glue to hold the part, I need ideas to help in printing a large flat block. Nothing I've read really addresses warping material except to say PLA should not do this. Well, my Prusa PLA filament does... lol.
The mechanism appears to be as the PLA is laid down on higher layers it shrinks, and torques the lower layers upward. Short of keeping the entire part at 50C - which I can't really do, not sure printing bed sized parts is even possible. Imagine building a 200 x 240 x 5 mm box at 0.15 with 20% infill. Thinking I can't get there.
Re: Warpage, PLA, large flats
maybe lowering the print head temp and speeding up the printing speed? that might help if the heat from the head is re-melting the first layer. full sized bed is a bear to get. but it is doable.
I have a Prusa,therefore I research.
Re: Warpage, PLA, large flats
Lowering bed temp was a non-starter, 4 layers and it was already coming up.
I suspect it might be the filament not being very sticky = or a bad bed wash. Though I did rinse and heat the bed to 115c to ensure it was dry before the last build attempt. In any case, I copiously rinsed the bed again today in Alcohol and Acetone, will be trying again, and we'll see.
Also noticed the act of battering the head against one of the builds caused First Layer cal to jump 0.100 (from -0.650 to -0.750 ??? - yikes !?!) Not sure if this it wear on my nickel tip, or something in the extruder housing can move that much: where the housing clamps the extruder heatsink to hold everything in place. I know the heatsink is free to spin...
Re: Warpage, PLA, large flats
I had some warping with PLA on certain print, then taped some heavy paper together to make the great wall of MK3 around my printer, to prevent crosswinds, and have not experienced the issue since.
Re: Warpage, PLA, large flats
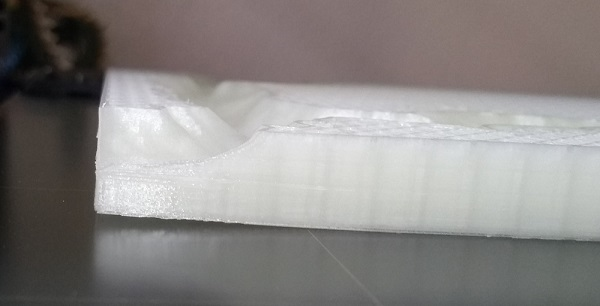
Here's the type of warp I am seeing ... excuse the camera rotation. About 5 or 6 infills the part is pretty flat again. The corner lifting due to what I am guessing is stresses from the top surface being a different temp than the bottom. Can't quite wrap my head around anything but the bottom being warmer than the top. And keeping the top at 60c would mean running the entire hot end and probably printer that hot. And lowering the bed temp to ambient resulted in the entire part separating before it even got this far.
As for drafts, I really really can't see that ever being a problem when the extruder has two fans spinning full speed in separate directions. The air movement around the part is already turbulent, pulling in air from anywhere around. A shroud may help make the temps inside more consistent, but it will still be changing over time unless pains are taken to cool or heat the inside - which obviously means move movement. It's like the skirt that is printed ... how can it even remotely help with air currents when there is a fan cooling the hot end? A waste of material is all I can think of.
Re: Warpage, PLA, large flats
You must clean the bed properly to avoid this problem.
What always helps to 100% is when washing the bed with detergent and water.
Then wipe with paper and do not touch the print surface with your fingers.
Bear MK3 with Bondtech extruder
Re: Warpage, PLA, large flats
To RHD - read the full posts before commenting, please. " I copiously rinsed the bed again today in Alcohol and Acetone, will be trying again, and we'll see." -- The bed was thoroughly cleaned prior to printing, and I even rinsed it in chemicals, the part still pulls up.
I tried printing something weeks ago and tried rafting; that also didn't help. Why would it, with only 1/2 the material laid down to help adhesion.
I ended up printing this latest part on edge with 12mm brim. The part still pulled up in the corners, but finished. Oddly, and a bit sadly, pretty sure this last print warp even pulled the PEI away from the spring steel. I now have a "bubble" in the PEI under where one corner had pulled up.
Re: Warpage, PLA, large flats
I think the draft issue needs to be looked at again as a possibility. Yes you have two fans moving air around and causing turbulence as you stated but that is essentially air near the temp of the bed. If you have your A/C kick on, draft from an open window, or even a box fan blowing that would move a mass of cold air across the print and cause warping also.
Just a thought,
Neal
Re: Warpage, PLA, large flats
To RHD - read the full posts before commenting, please. " I copiously rinsed the bed again today in Alcohol and Acetone, will be trying again, and we'll see." -- The bed was thoroughly cleaned prior to printing, and I even rinsed it in chemicals, the part still pulls up.
Alcohol and Acetone may be good for some cleaning, but they can not dissolve water-soluble dirt.
So if you want a clean bed to print on then the detergent and hot water are the best.
Bear MK3 with Bondtech extruder
Re: Warpage, PLA, large flats
RHD - that's why I used the word "rinsed" to describe my cleaning of the bed. You normally rinse things AFTER washing them. I challenge you to print the part and prove to me a dirty bed was the cause. lol.
ps: I appreciate your attempt to help; but it isn't a dirty bed.
Re: Warpage, PLA, large flats
When experiencing warping, the trick is usually to raise the bed temp a bit - not lowering it. You want to keep cooling of the part slow and controlled to reduce warping. Notice how a cool part is easier to remove from the PEI sheet and sometimes even pop off by itself when cooling.
With PLA, I would try to raise the bed temp to 70C and maybe lower the fan speed. If the printed piece is large and has few/no overhangs you could even try to turn the print fan completely off.
Re: Warpage, PLA, large flats
Tommy, I'll try the higher bed temp and fan tricks next time I do a large part. Another recommendation was an enclosure and running the entire printer environment at 50C ... but that seems a rather harsh solution that would be hard on the printer itself. Maybe a full skirt is a compromise.
fyi: I ended up printing this one on edge. It still pulled up a bit, but not enough to break loose, and the 'bottom' sits flat now.
Re: Warpage, PLA, large flats
Good to hear you made it work 😉
Otherwise remember: Soft plastic doesn't warp! (But may sag and deform). The glass transition temperature of PLA is appx. 60-65C , so by having a bed temperature above this, you can delay the hardening and shrinkage of the plastic - especially for large flat objects. When the printed item cools down in the end, it will do so more evenly.
Re: Warpage, PLA, large flats
When experiencing warping, the trick is usually to raise the bed temp a bit - not lowering it. You want to keep cooling of the part slow and controlled to reduce warping. Notice how a cool part is easier to remove from the PEI sheet and sometimes even pop off by itself when cooling.
With PLA, I would try to raise the bed temp to 70C and maybe lower the fan speed. If the printed piece is large and has few/no overhangs you could even try to turn the print fan completely off.
I have also had success with larger prints by raising the bed temp from 60 to 70, see this post :
https://shop.prusa3d.com/forum/general-discussion-announcements-and-releases-f69/pla-curling-after-part-update-t25594-s10.html#p115268
Texy
Re: Warpage, PLA, large flats
It certainly isn't bed cleanliness in my case. I haven't touched the bed with fingers for a very long time, and 99% alcohol and acetone do just fine removing plasticizers and dust left over from the last build.
Bed temp fits the problem, especially since lowering bed temps made the problem worse. I'm definitely better prepared to tackle my next large build: 70c bed, fan at 25% or less if no overhangs to deal with, and probably a full skirt if the part is tall.
Thanks for the help.