Top Layer Filament Spikes
Greetings! This is the first time I am printing something with such a flat, yet complicated top layer. I am seeing a bunch of filament spikes being created. I think this has to do with end of a movement where the print head lifts up and moves to another location.
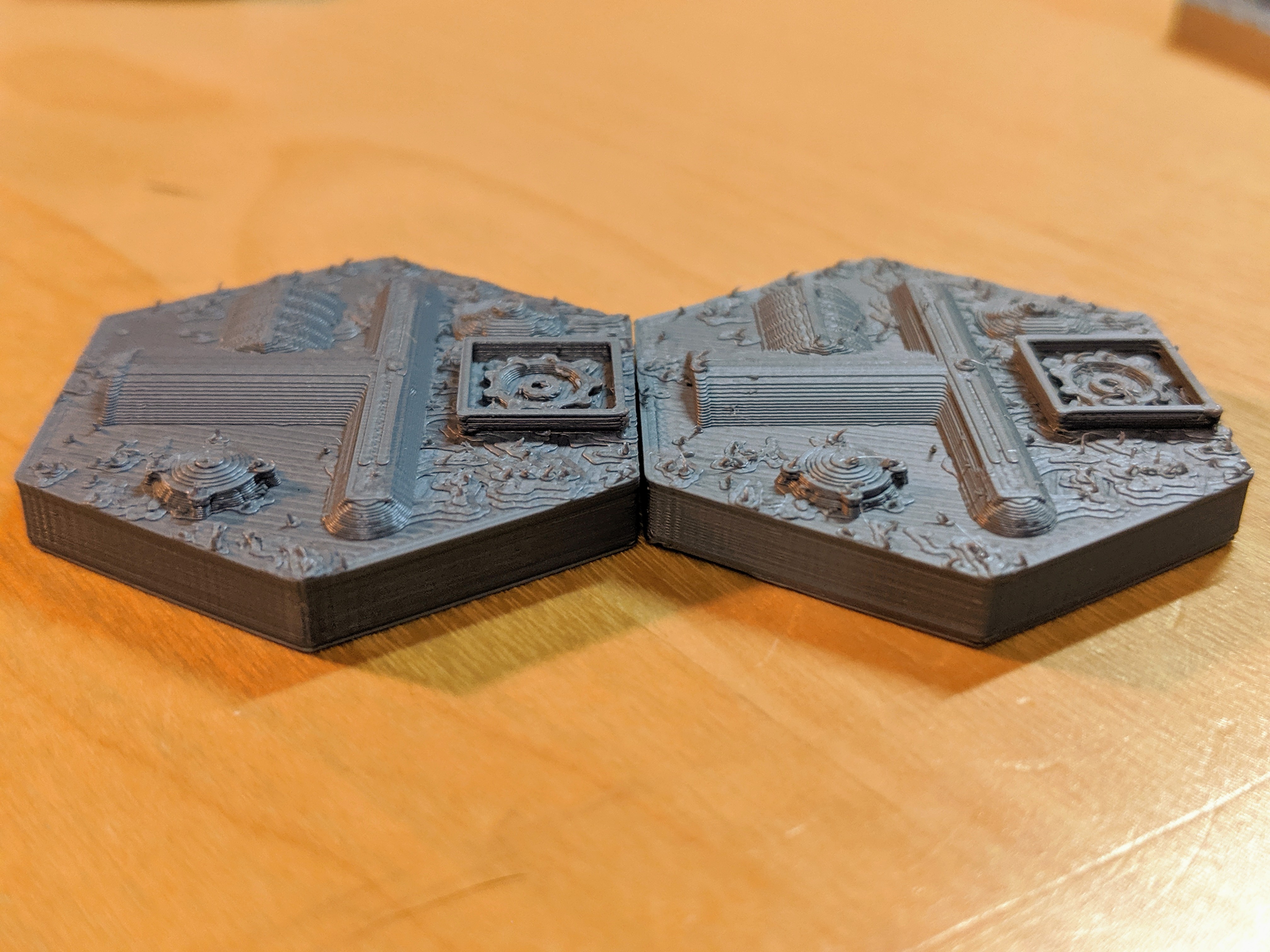
The print on the left is the default PursaPLA profile and default Prusai3 MK3S profile; both are 0.10mm detail, 15% infill, 100% speed, and using the Silver PrusaPLA that came with the printer. The one on the right is using 200 degrees (default is 215 degrees) and a 2mm Retraction length (default is 0.8mm). As you can see there is no difference, yet these are the only alterations I have found for dealing with this kind of issue (unless I am completely misunderstanding what is happening).
Anybody have a suggestion as to what I should try next?
Best Answer by Neophyl:
Its not so much the retraction as the z hop. When it moves from spot to spot the extruder will retract the filament and then move up by the z hop height. It will then move to the new location, de-retract and continue printing.
With the direct drive setup 2mm retraction is the recommended MAXIMUM, any more and you risk retracting molten filament into the cold zone and causing a jam. I would experiment more with reducing the z hop and the temperature of your material as a first step.
"What am I doing here? Narf!" - Pinky, Pinky and the Brain
RE: Top Layer Filament Spikes
Its not so much the retraction as the z hop. When it moves from spot to spot the extruder will retract the filament and then move up by the z hop height. It will then move to the new location, de-retract and continue printing.
With the direct drive setup 2mm retraction is the recommended MAXIMUM, any more and you risk retracting molten filament into the cold zone and causing a jam. I would experiment more with reducing the z hop and the temperature of your material as a first step.
RE: Top Layer Filament Spikes
I think a few have reported reducing retraction and z-hop has helped in many cases. 0.4 retract and similar hop reduction. And you might try higher temps to better melt the plastic during retracts. And - some have said filament that has absorbed a lot of moisture is more prone to stringing. I've had mixed results, but it might be worth drying the filament for 24 hours at 50c.
RE: Top Layer Filament Spikes
Is Z-Hop the same thing as Lift Z? I don't really have stringing issues, but I did reduce the temp to 200 degrees (from the default 215). I am printing another test right now with Retraction: Length 0.5mm (default 0.8mm) and Lift Z 0.05mm (default 0.6mm).
"What am I doing here? Narf!" - Pinky, Pinky and the Brain
RE: Top Layer Filament Spikes
Hop and lift are the same. 0.05 might be low - let us know how it works for you.
RE: Top Layer Filament Spikes

I think that did the trick! Left is the original, right is with the adjustments. The spike locations are present in some areas, but they are significantly reduced; a number of them just blend into the topography.
Thank you for your help! 😀
"What am I doing here? Narf!" - Pinky, Pinky and the Brain