Overhang printing
Hi,
Ive printed parts with an steep overhang (PLA, PETG and ABS), wich wasnt a problem and the parts had an smooth surface. In februari a PETG print came loose and created a blob that got stuck on the heaterblock. After cleaning the heaterblock, etc (some filament still stuck on the wires of the hotend). I started printing again, no problems (printed parts without an overhang). In march/april I started printing with an overhang again and one side, a section looked droopy.
What i've tried:
- Printing without supports
- Rotating the object, the overhang surface always looked droopy on the left side of the printer
- Multiple objects (giving one object more time to cool)
- Different layer height of .2 mm
- Thicker outer perimeter
- Infill on 10%, 15%, 20% and 30%
- Different fillaments: Prusament PETG jet black, Prusament PETG Urban Grey, Prusament ASA Jet Black.
- Raising fan to 100%
- Raising fan to 100% - shutting off bed temprature after a few layers
- Raising fan to 100% - shutting off bed temprature after a few layers - slower printing
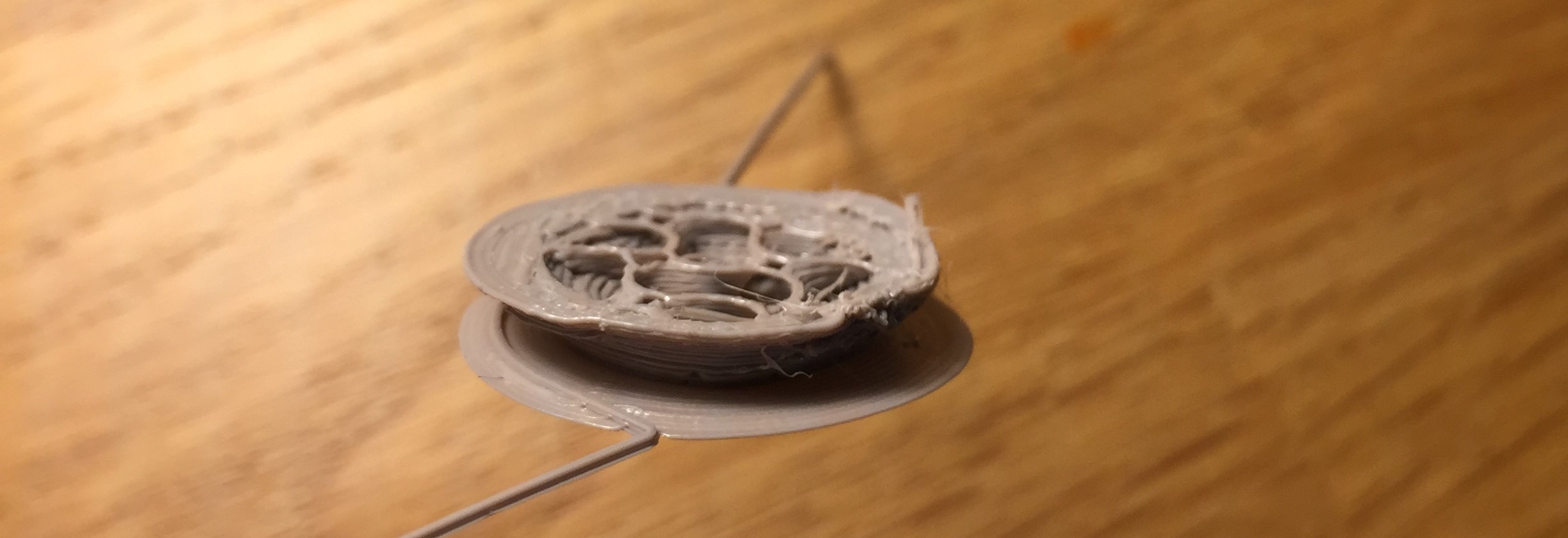
I've printed the temprature tower from Tronnic:

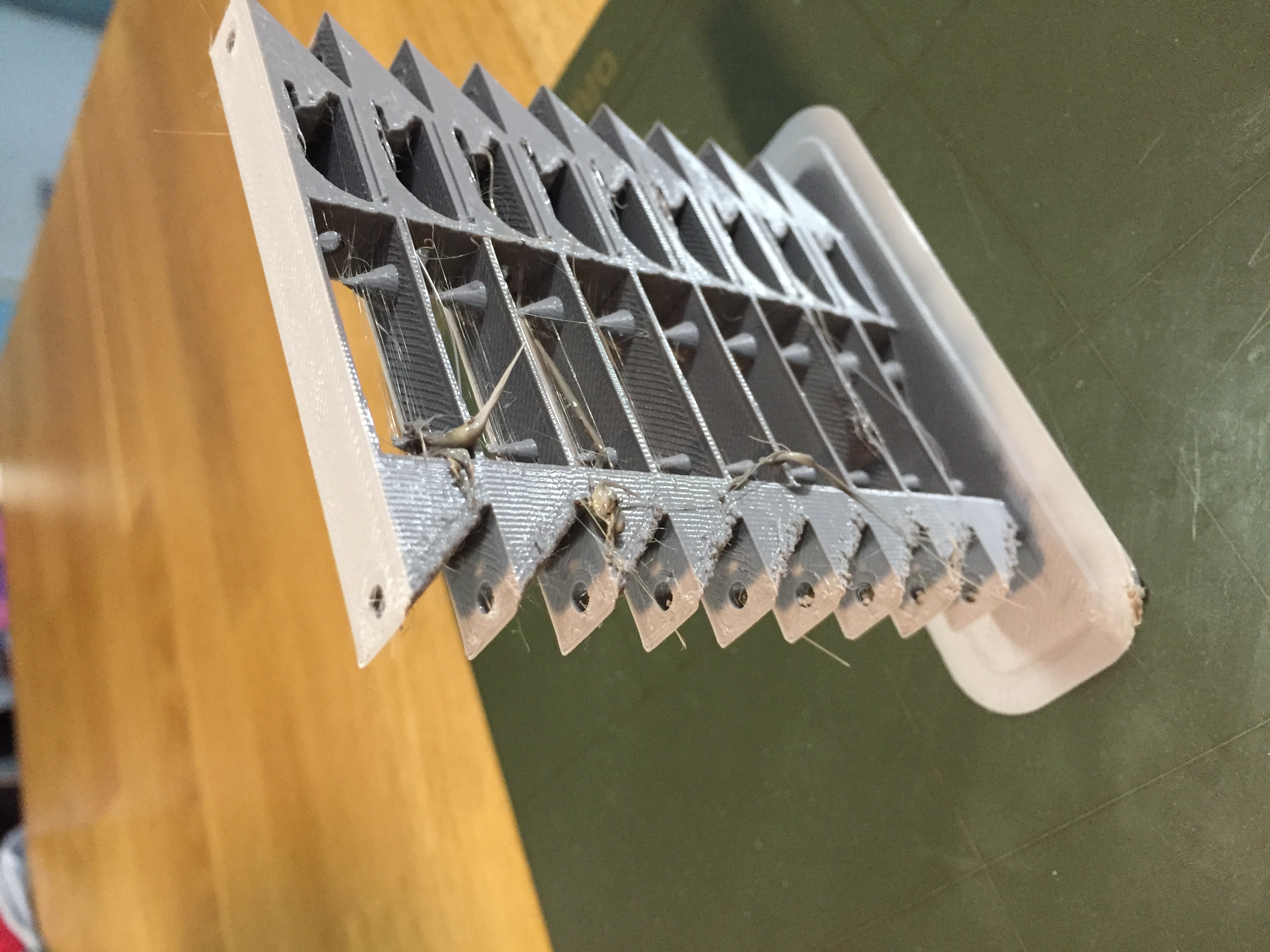


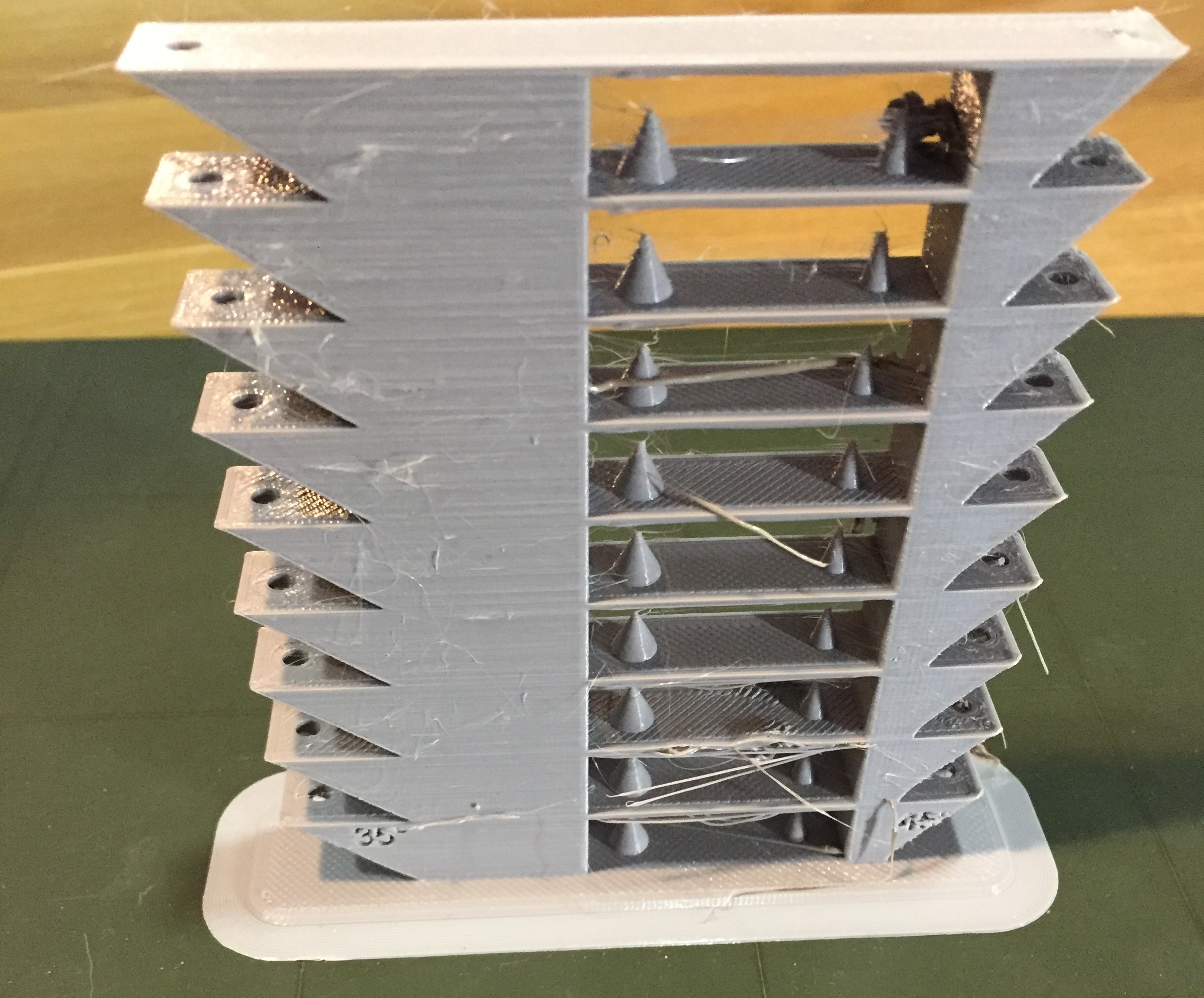
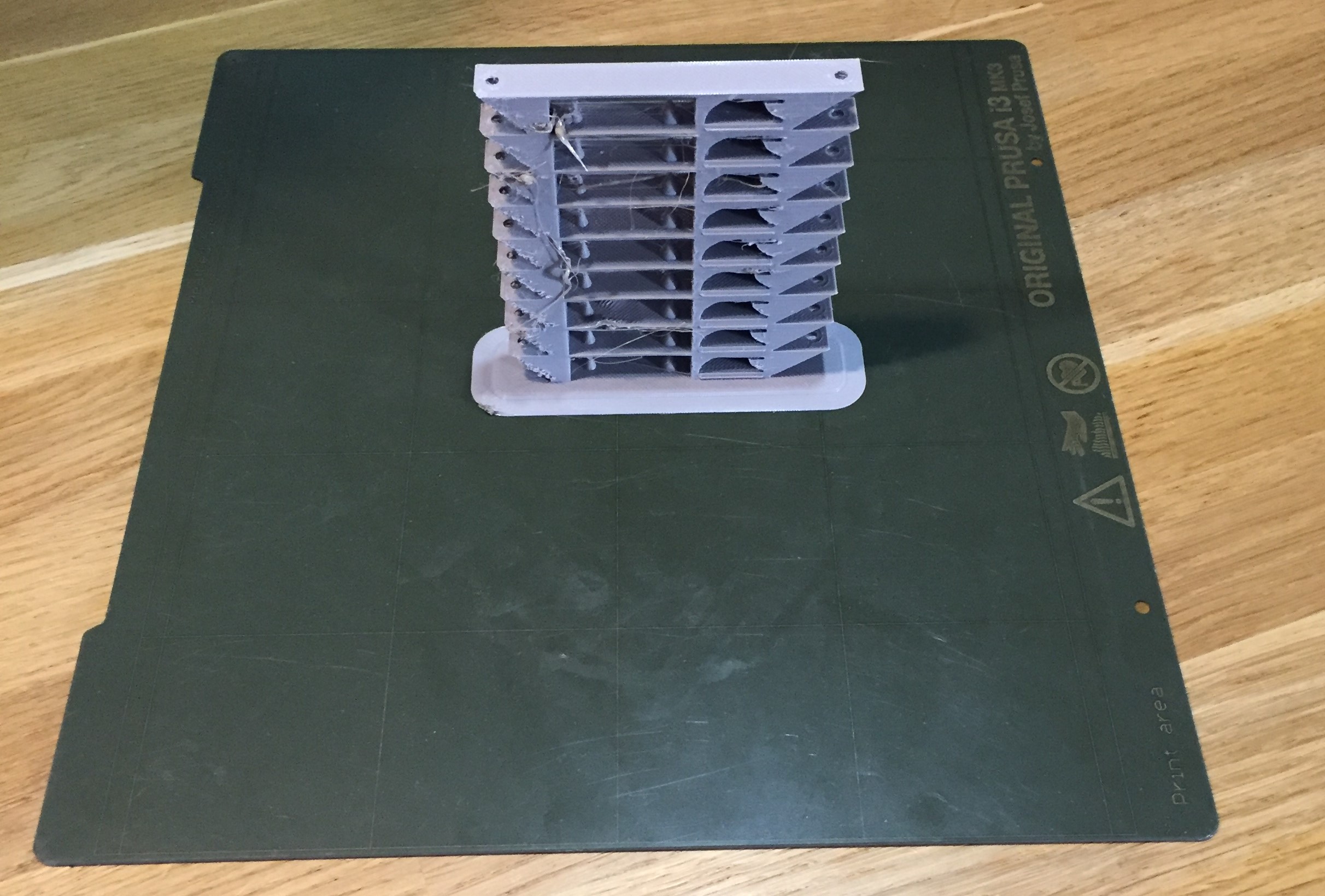

The 35° on the right side corner of the object has a slight upward bend, but overall looks good. And the 45° side looks horrid, again on the left side.
Put a pause section on the part that I am printing:
Left side curves upward.
Things different between good (before march) prints and bad ones:
The blob
Ambient temprature raised from approximately 16°C to 21°C (Printer is in the attic)
Switched to FilaLexible40, which required to adjust the tension on the bondtech extruder.
Please advice.