Issues with Small Narrow Parts
Greetings Prusa Folk,
I'm struggling with a small print for an articulated spider design I downloaded from Printables. Here's a link to the model:
https://www.printables.com/model/618300-articulated-spider
My printer is a MK3S+ built from a kit in summer 2021. Maintenance and tuning are up to date. I just did a belt re-tune in case that was affecting this model. Slicer is PrusaSlicer V2.7.0. Firmware is older, V3.11.0-4955, by choice. I don't think this affects my issues but I'm willing to be wrong. Filament is Overture PETG, yellow for the eyes, black for the body & legs.
I printed all parts of the spider model at 125% of default size. I left out the eyes as I assumed they would require different settings. Everything printed well, with the exception of the abdomen part, which had some horrible layers under the overhang by the notch. I was able to print that separately and mostly tuned it to look acceptable.
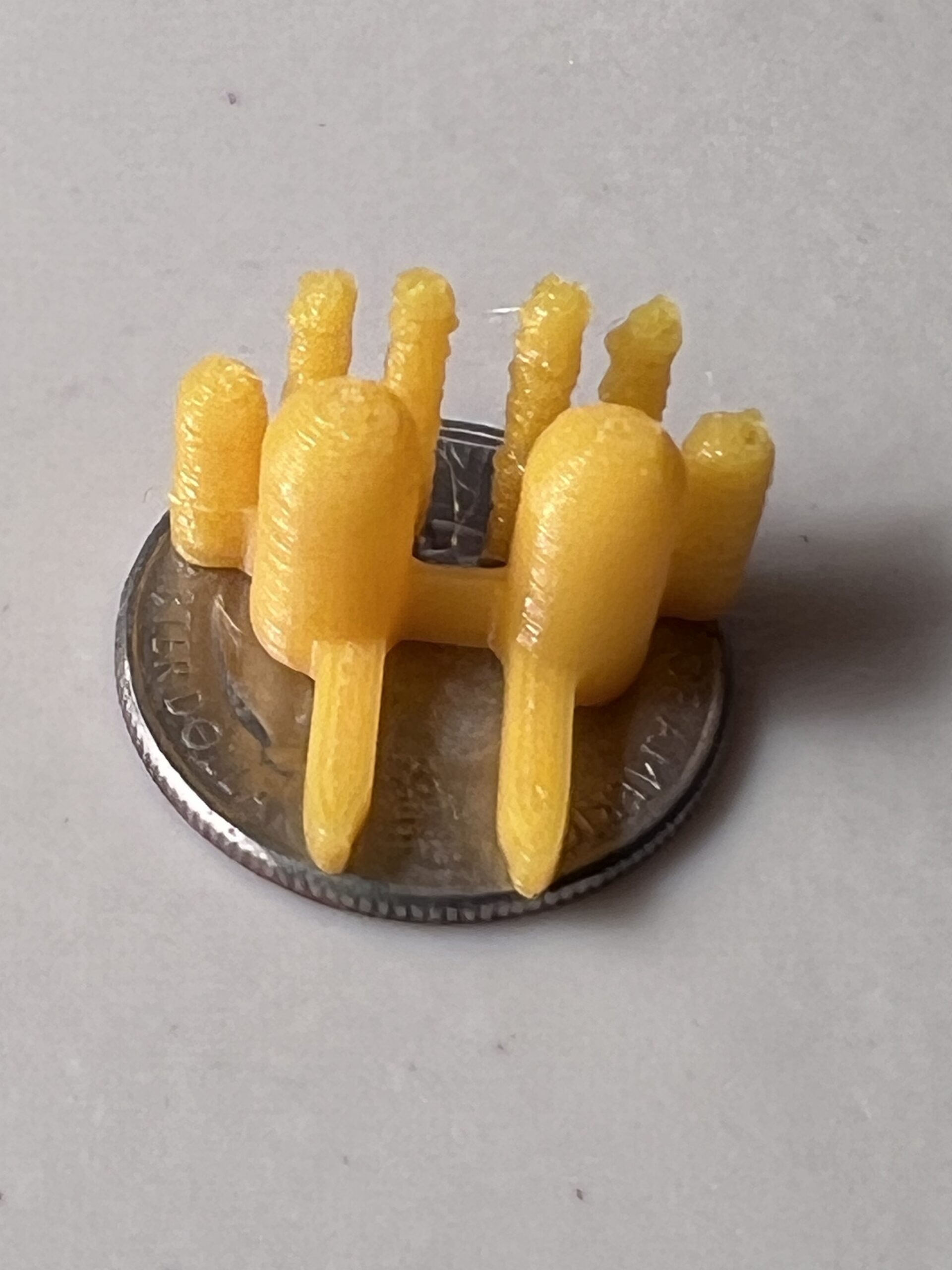
I printed the eyes at 120% to (hopefully) insure they would fit into the body. The issue is I'm having getting very uneven layers in the smallest (4) 'towers' that make up the eye part. The other 'towers' are acceptable, although the (2) mid-size ones on the end could be better. I'm assuming the issue is with heat and cooling and I've made many attempts at getting this dialed in. I'll attach photos and a zipped .3mf of the file with the best result, which is still horrible.
I have printed this with both 2 and 3 iterations of the model on the plate to help reduce heat buildup. Printing 3 parts didn't help and only added time to my trial prints.
The shared .3mf file is based on a tuned file for Prusament PETG that was uploaded by famed former forum member @swiss_cheese , although my filament is not Prusament branded.
Photos of the object siting on a US quarter for scale:

Any and all suggestions are welcome. Please let me know if there are any questions or any additional information needed.
Cheers.
Randy
RE: Issues with Small Narrow Parts
I printed the same item from Printables.com on my MK4. I did not change any of the parameters in the stl files, just used them as is, no size change. I used California filament Black PETG for the body and all else. I used Prusa PETG Orange for the eyes, I did not have any red. It came out perfect. No problems with the eyes, I did not resize them either and they fit perfectly. I used the latest firmware 5.1.0 and PS 2.7.o. I can't suggest anything since it worked so well.
Attached is a photo of the little guy.
RE: Issues with Small Narrow Parts
Thanks Thomas, I appreciate the feedback. Glad it was so straightforward for you.
I’ll try again with a different filament and see what I get.
Anyone have any suggestions for what settings I should try?
Cheers
RE: Issues with Small Narrow Parts
Took a look at your project (thanks for attaching it btw). Your speed settings are mostly on auto except for small perimeters which you have set to 8mm a second. Then your filaments cooling settings are allowing the speed to be reduced down to 3mm a second. That's exactly what the slice preview shows for the speed too so its obeying your settings.
The problem is the settings suck 🙂 It is all very well slowing down to print small areas cause you have a need for precision, the problem is the hot end spends so long in those areas the filament just doesn't cool down, its re-melting the layer below I think as its printing the current layer. Set a sensible minimum for the small perimeters, something like 25mm a second. If your printer cant be precise at 25mm a second then it wont be better at 8.
Then what I normally do on the filament cooling settings for the slow down if layer time is below xx is set a very small value, like 3-5 seconds and then make sure the minimum speed in there is the same as my small perimeter speed. So 25mm in most cases.
That keeps the hot end moving at a reasonable minimum while still allowing it to slow down. Give it a try. You might actually find you don't need to print 2 parts.
Also I have to ask why do you have Max Print speed set to 8mm a second ? That is crazy slow and should be changed. One other tip the auto speed settings used by Prusa Slicer are not the most, erm to put it politely, stable. It can do unpredictable things when on auto. Its usually much happier when you define specific speeds.
Give the attached modified project a try.
RE: Issues with Small Narrow Parts
@neophyl - Thank you for the explanation and the file.
The bulk of the settings, including the 8mm speed were originally from a file I downloaded from the forum and tried to tweak for this object. I did think it was too slow and your explanation confirms that.
Weekend guests will prevent me from printing this until Monday. I’ll let you know how I make out.
Thanks again.
Cheers
RE:
Hello @neophyl -
Your file helped me to discover the core issue with this part, so thank you for posting.
Below is a pic of 3 iterations of your file.
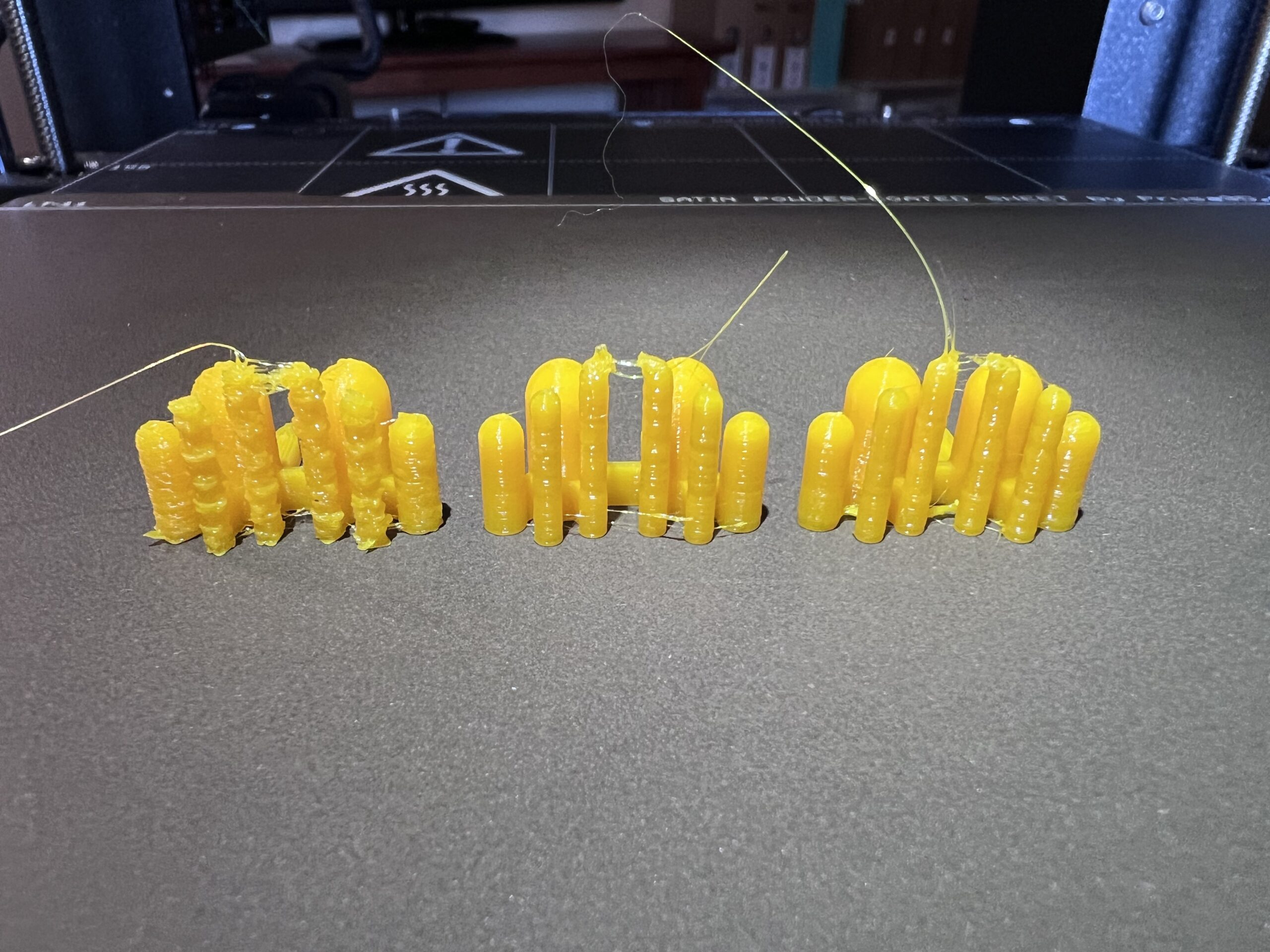
The one on the left is the first one I printed. I changed the printer setting to my Octoprint printer and transferred all of your settings. I sliced the file and uploaded and printed via Octoprint. With the result little changed from my other prints.
I re-loaded your file and sliced it as it was. I then copied the file to the SD card and printed the file directly from the printer interface. The middle print is the result - a huge improvement!
So I went about trying to understand what was happening with the Octoprint files and had a D'oh! moment. I was printing the files generated by the Arcwelder plugin. I only recently updated to PS V2.7.0 and neglected to disable Arcwelder. Clearly the plugin doesn't play nice with the new gcode generated by PS V2.7.0. I should have thought of that sooner! The print on the right is the result of printing via Octoprint without using the Arcwelder plugin.
Thank you again for taking the time to work on this file. It helped put me on track to find the root cause of my tiny print problems. I still have some fine tuning to do, but this is light years better than what I was getting before.
Cheers!