Issues printing the first layer of support structures
So when I start printing with support structures on the first layer, the edges where the printer makes the turn always start sticking up, like it's printing too fast, but I've gone down to 5mm/s for the first layer and added gluestick to the smooth PEI sheet, but it still happens. I've also recalibrated and tried moving the nozzle closer to the bed... all without success... I'm using the grey/silver PLA supplied with the MK3S-kit and am printing with the Prusa PLA profile (not Prusament) what am I doing wrong here?
RE: Issues printing the first layer of support structures
Setting in your printer, 7x7 bed leveling, yes.
Clean bed with dish soap only.(sticking will be better), with hot water.
Then get first layer calibration 100%. (sticking will be better). Most new users need to go lower. I had this also a print did not work, de first layer lower and it worked.
Extra normally not needed:
First layer slower 10 MM,
First layer hotter 5 or 10 C.
Make picture and let us see it.
RE: Issues printing the first layer of support structures
@peter-m26
I see you post this at every new post... But it has absolutely nothing to do with the issue at hand... Every print works perfectly... it is just the support structure first layer that makes the quick turns that don't stick on the edges, the actual print first layer is perfect... even with glue stick applied to the bed and the printing speed of the first layer down to 5mm/s the support structure first layer doesn't stick at the edges.
Printing hotter, colder or having a different temp for the hotbed doesn't change anything.
I always clean my build-plate/PEI sheet with dish soap and boiling water to get the grease and everything off of it.
The first layer calibration works perfectly and sticks nicely to the bed.
Also I'm not a new user, I've been 3D-printing for over 5 years now... but I never use supports... now I needed to print something that needs supports and this happens.
XYZ-calibration is top notch, all prints look uniform and I never have any issues with bad prints. At least not after I fixed my broken Idler-door...
RE: Issues printing the first layer of support structures
The new user is in general speaking.
Do you have a picture of your problem?
did you try different filament, is filament dry.
If you extrude filament by hand, in a high z position, does it come out straight, thick enough?
RE: Issues printing the first layer of support structures
@peter-m26
okay.
1. don't have a picture as I don't have a way to get the picture into my computer as of currently (phone is broken, can't get a new one until after lockdown)
2. Happens with all filaments, even with a brand new Prusament straight out of the box.
3. It comes out straight and is thick enough...
As I said: All prints I've been doing for over a year with my MK3S have been nothing but perfect, it's just the quick turns of the bottom layer of the support structure that seems to be getting pulled up, like it doesn't have enough time to cool, even with the fan at 100% and 5mm/s instead of 20mm/s, but I've also tried it the other way around: 0% fan and 20mm/s or 0% fan and 5mm/s it just doesn't make a difference...
RE: Issues printing the first layer of support structures
Try, support material, rectilinear grid.
RE: Issues printing the first layer of support structures
I know I'm a bit late to the show, but for years I've had the same issues with the curved ends of support first layers tending to curl up, often totally ruining the support base and having to start over, and just like you, any normal print worked great. I haven't done a lot of printing since the change I'm about to describe, but so far it seems like a very promising solution. Since I noticed the problem wasn't significantly improved by printing slower, same as you, and since it only seemed to affect the curved ends, not the straight bits in-between I started to think, "maybe it's acceleration?" So I set the first layer acceleration from 1000 mm/s^2 down to 500. Very next print I got what may have been my first ever absolutely perfect support base layer! I'll be curious to hear if this helps you too. Cheers!
RE: Issues printing the first layer of support structures
@dimensions-of-three
supports material is by default printed thinner than regular extrusions, and if you're too close with Z they can be pulled up by the movement of the extruder it might be you are a few clicks too close in your Z.
RE: Issues printing the first layer of support structures
This issue is quite similar to another user that's been posting today
RE: Issues printing the first layer of support structures
I've tried closer and farther Z, hotter/cooler nozzle/bed temps, different filaments, faster/slower first layers, drying filaments, preheating the bed longer, closed vs. open doors on my enclosure, cleaning the surface a bunch of different ways, printing on different areas of the sheet, belt adjustments and new belts, heck I've even done a Bear 2.1 overhaul to my mk3s+... all of it either didn't solve the issue or just introduced new ones. No matter what, I have dreaded - for three years - having to print supports because the curves on the first layer are going to give me some unpredictable amount of grief and I have had to babysit it like a hawk until they're laid down and acceptable enough to continue the print.
A while back, I set up SuperSlicer for my Prusa because it slices support first layers as solid layers, without the gaps and curves. No issues with support first layers there, but that was no surprise because I don't have issues printing other solid first layers with PrusaSlicer. SS has been my only recourse when I just couldn't get a support first layer to print to save my life.
I've never had the globbing issues that the other post you linked to is referring to, except maybe where the nozzle catches a previously laid down and up-curled support end and melts it or drags it sideways and into more curled support ends, or with really short supports that are nothing but curved ends with no middles to anchor them (those are THE WORST).
Anyways, I'll still need to do more prints to be sure (a few samples does not a solution make, and I get that), but so far the 500 mm/s^2 first layer acceleration is showing incredible promise where nothing else has before it, so I wanted to share it with the OP on the off chance it could help them too, since I know the pain.
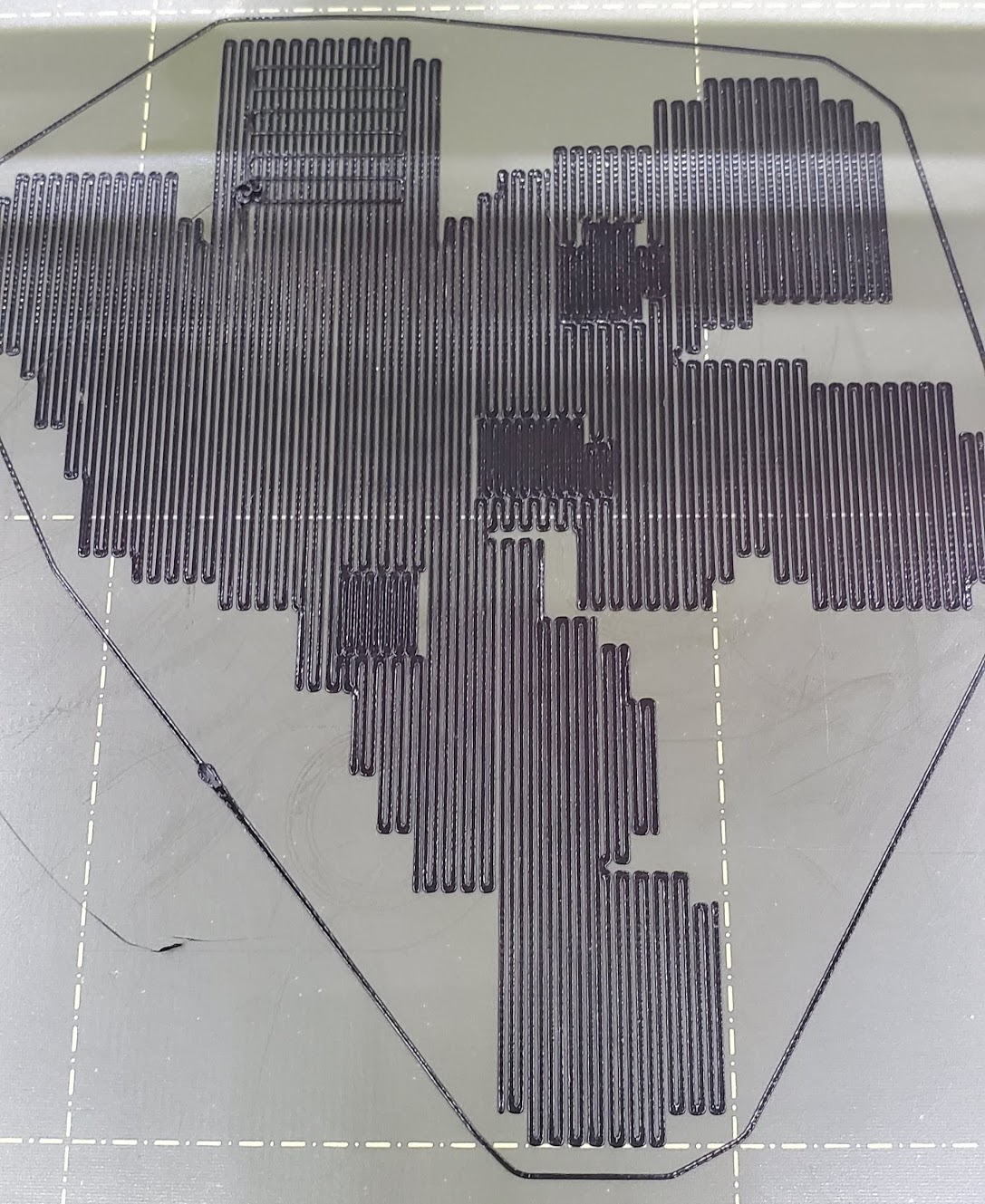
As I was writing this, I just reprinted the same exact first layer that was giving me grief earlier today. This morning, the ends were curling and the short raft sections just wouldn't even stick and were messing up the supports around them as the nozzle moved. I even tried live adjusting the z both up and down but no matter what the ends were not cooperating. Then I tried the reduced first layer accel and it printed perfectly, but I still only tried it at 20mm/s first layer speed, just to play it safe. This time I bumped my first layer speeds back up to my normal 35mm/s but keeping the 500 first layer accel, all other settings being equal, and got another flawless result, shown below (the small blemish at the upper left edge is something I accidentally did after it printed, that was also flawless when it went down). So even with a faster first layer, the slower first layer accel (which adds no real measurable time to the print) seems to be keeping my ends very clean. Results like this are, sadly, really foreign to me when printing supports, but certainly something a girl could get used to! I'm starting to feel really optimistic that I'm on to a fix for my issue, and maybe the OP's. I'll follow up after some time passes and report how it works out over more prints.
RE: Issues printing the first layer of support structures
Hmmmm. I'd revisit the first reply. Support is particularly sensitive to adhesion quality; cleanliness issues are more likely to arise with support and narrow parts than general prints.
Cheerio,
RE: Issues printing the first layer of support structures
Thanks @kaydee. I was having the same problem, and first layer acceleration control seems like the obvious approach, given that the basics of bed cleanliness and lower first layer cal were tried. I am going to try SuperSlicer and see how it goes.
Much appreciated,
RE: Issues printing the first layer of support structures
Slowing down 'first layer acceleration' to 500mm/s2 worked for me.