How to avoid these hollow lines (underextrusion?)
I have a permanent issue printing this model (which is like a ring of square cross, section, like a square doughnut with a hole in it, printed vertically, about a dozen millimeters in diameter).
In some places along the edge, the seam produces little plastic protrusions followed by hollow lines (under extrusion I think). I played with retraction settings (lengths and speed) to no avail, as well as z-hop, combing (better result is "within infill")… For the seam I have to select "sharpest corner" and "expose seam" otherwise the seam is not distributed along the edge but on faces which is no what I want.
The object is hollow (0% infill) with 3 perimeters each being 0.48 mm wide. 0.4 mm nozzle.
Print speed is very low (20 mm/s for all items, accelerations and jerk also lowered).
Sliced with Cura Arachne engine beta. But this was the same with prior non-beta versions.
Printed in FormFutura Stealth White Matt PLA at ranges from 200 to 215 °C. Bed at 40 °C.
This happens on an MK3S and a MINI+. Any idea how to solve the issue?

Zoom:

RE: How to avoid these hollow lines (underextrusion?)
It looks like the printer is printing into the void somewhere else, then moving and leaving the dregs at the seam location. Since the defect is also looking quite consistent - every 15 layers or so - you might have a close look at the slice.
Maybe share your Cura project with someone for a second look at settings.
Another thought - you might try printing without the print fan - that might help if its layer adhesion issues.
RE: How to avoid these hollow lines (underextrusion?)
My hypothesis: during printing, I can see that for the longest moves, from point A of the object to a diametrically opposed point B, the nozzle travels along the perimeter (due to combing) but slightly outside of it by a little XY margin ("travel avoid distance = 0.625") and I think maybe there is too much oozing in the air during such long translation then the little oozed blob touches the wall that was printed the layer before, and forms this little protrusion out of the edge of the object, then the nozzle travels along its normal path to create a new layer but alas without enough material left for a few millimeters, hence the under extrusions.
If I am right, in order to counteract this effect should I try to increase retraction length again (I already went from 3.2 mm to 4 mm through several steps on the MINI+) to try to avoid the oozing?
RE: How to avoid these hollow lines (underextrusion?)
IMO, walls too thin - you get slicer artifacts
RE: How to avoid these hollow lines (underextrusion?)
How can about 1.5 mm thick walls (3 perimeters, each 0.48 to 0.5 mm wide depending on settings) be "too thin"?
The printed part, despite being hollow with no infill, is rock solid. I can barely deform the wall pressing in the middle of a side. Printing before with 2 perimeters only, the part was softer.
RE: How to avoid these hollow lines (underextrusion?)
@flux_capacitor
As another out there thought - any chance you inverted the sign for the retraction value? Though, why every Nth layer... a retraction push instead of pull would occur everywhere.
The amount of ooze is also way too conveniently similar. Also most like the slice is telling the printer to make those tags. Have you had a look with a gcode viewer?
RE: How to avoid these hollow lines (underextrusion?)
Nope. Whatever in Cura if I add a minus sign in front of the number for retraction distance, the field warns me with an orange highlight.
Cura Gcode viewer does not show any protrusion there but does show that these areas correspond to arriving points after long travel paths from the opposite side of the object.
RE: How to avoid these hollow lines (underextrusion?)
@flux_capacitor
Then it makes some sense your extruder is drooling. You might try drying the filament to reduce it's moisture content so it isn't so drool prone. lol. What's weird to me is that there are two tags at each of those spots. Like there is one leaving the part, and one coming to the part.
If you have Pslicer installed, you might want to look at the gcode it that viewer, just as double check your beta code isn't messing with you. Or for grins, just slice it in Pslicer and see what happens at those points.
For now, I'm out of ideas.
RE: How to avoid these hollow lines (underextrusion?)
Thanks anyway! I'll do this.
RE: How to avoid these hollow lines (underextrusion?)
@flux_capacitor
Hey - in looking at the print, there is a pattern that looks like the model triangles. The pattern somewhat aligns with those 15 layer defects. Have you ran the model through an error checker like 3D-Builder or NetFabb ??
RE: How to avoid these hollow lines (underextrusion?)
If you have Pslicer installed, you might want to look at the gcode it that viewer, just as double check your beta code isn't messing with you.
You're right! As seen in an online Gcode viewer, the toolpath makes strange square U turns out of the object before plunging in these places. I think this is the root cause and comes from this weird combination of settings: no infill + combing within infill + do not print over printed areas (with some travel avoid distance)
When I choose "combing within infill" and disable the travel avoid distance, these weird external U-turn toolpaths disappear. The toolpaths then concentrate more along the two internal perimeters. Same when I choose "combing not in skin" with or without a travel avoid distance.
So the issue may come from "do not print over printed areas/travel avoid distance" (when combing is on). I am trying a new print with this setting disabled, and with combing within infill on.
RE: How to avoid these hollow lines (underextrusion?)
Latest setting above got rid of the protruding tags, but not the under-extrusions, strange. The littles tags were no worry since they disappeared with sanding. The hollow lines however, those are a problem.
I'll try another setting, still disabling the travel avoid distance but combing set to "not in skin".
RE: How to avoid these hollow lines (underextrusion?)
@flux_capacitor
For grins, post your stl (zipped, of course), I'd like to try printing a section of it.
RE: How to avoid these hollow lines (underextrusion?)
Ok. I cut ⅔ od the model and kept just a sample of it (upper part only) for that purpose, so you can print it faster and see if you get these defects also. I will post the STL once I have verified that the sample also prints with same defects IRL.
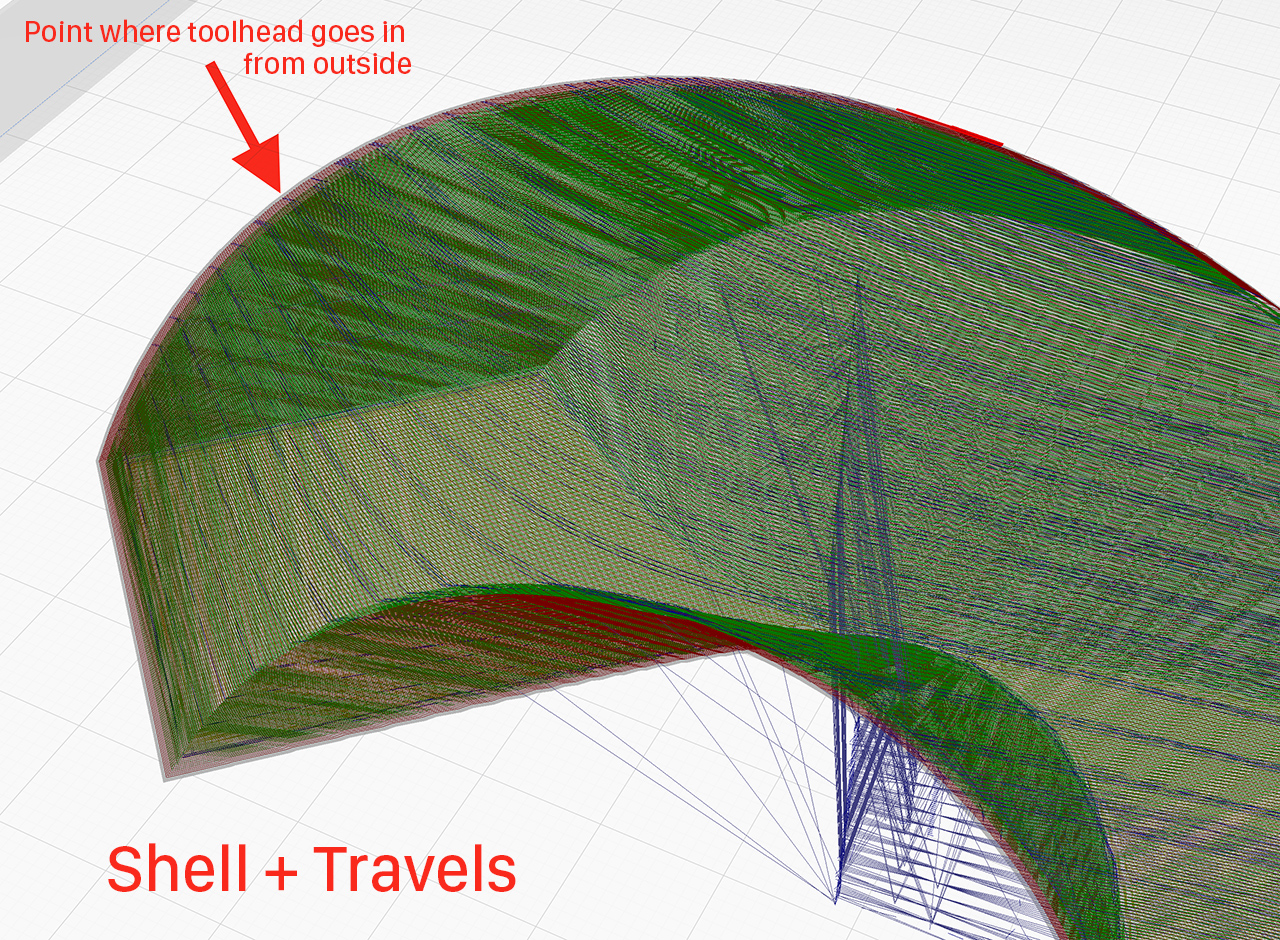
For now, some Cura images. The under-extruded line defects in the printed object from some points on sharp corners all start from points in the model where the toolhead moves from the outside of the object to the inside, crossing the external perimeter. But in locations where the toolhead is moving within the model along internal perimeters for example, there is no visible defect on the outer wall.
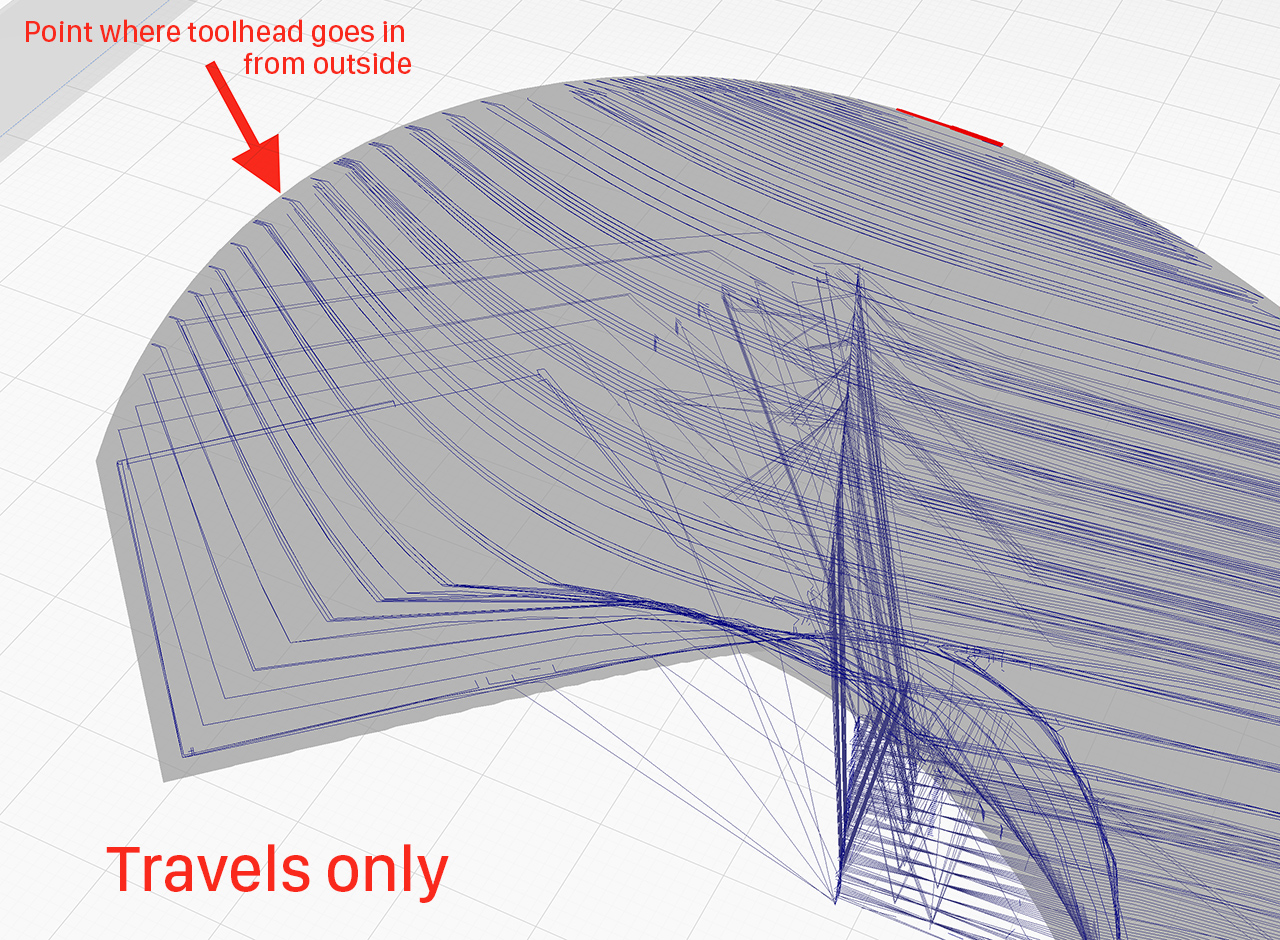
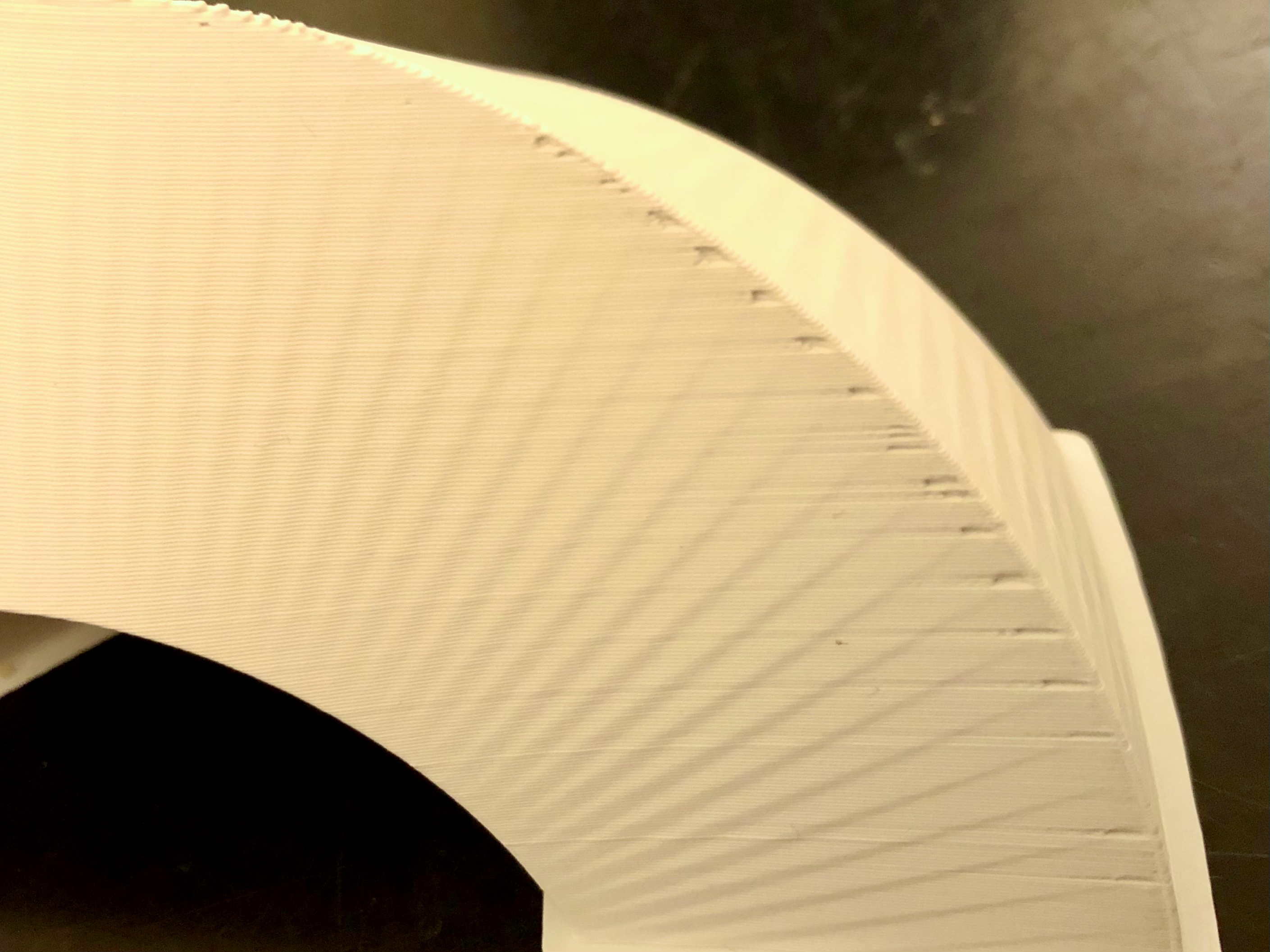
First image shows the shell (green-red) and toolhead paths (blue). Second image shows toolhead paths only without the shell. Third image show as detail of a layer where the defect appears (in front of the red arrow).

RE: How to avoid these hollow lines (underextrusion?)
@flux_capacitor
The whole file makes the most sense from a diagnostic point of view. I can snip, slice, print at this end. You know - is it the model or is it the slice or is it the print. I'd ask for the project, model plus slice settings, but I only have Prusa Slicer installed. But I understand propriety.
RE: How to avoid these hollow lines (underextrusion?)
Let me first see if the part sample has the same defects after it's printed, and we could start from it as "the" model if it's the case. I could share my .3mf file of it but it's generated by Cura. More info in a few hours, I need to go back home first.
RE: How to avoid these hollow lines (underextrusion?)
I am pretty sure of what happens now, because I just saw the phenomenon with my eyes while printing.
When finishing a layer (made of 3 perimeters) at last layer outer perimeter at a pointy end of the model, the toolhead usually starts a new layer at same location, from same pointy end, starting from first inner perimeter. It does so for the next consecutive 10 layers or so.
BUT
After these 10 layers, instead of starting the 11th layer from same pointy end, the toolhead travels across the whole object to reach the diametrically opposite pointy end (I set the seam to be located along sharpest exposed corner, to hide it and make it easier to sand afterward). And it does this long travel path for 3 consecutive layers, sometime four, starting a new layer from the opposite side of the object.
When combing is on, this long head movement follows the printed wall all along, but this is not important. What is important is that during such long travel, the filament is either too much retracted, or not enough. I think it is not enough retracted and is oozing during the path. Since I decreased all speeds including travel speed, acceleration and jerk, I made the case worse because the movement takes more time, so the filament has even more time to leak and as a consequence, when the toolhead finally arrives at the extreme pointy end and starts printing a new layer, there is not enough plastic remaining in the nozzle and it starts that new layer with too much depression and air. The filament being pushed by the extruder eventually recovers a correct pressure and flow and is then correctly deposited again after a few millimeters, and the wall becomes clean again. But the scar has been left behind. And the cycle starts again for 3 layers out of 10.
In some areas in the pictures you may think there are clean corners across more layers than that, but actually it's because the scars are on the other side.
So, wouldn't the main idea to counteract the oozing be to speed up print, as well as to increase Retraction distance even more?
— PLA roll is brand new by the way, this is not a moisture issue.
RE: How to avoid these hollow lines (underextrusion?)
I'm still thinking is is either A) a model problem or B) a slicing problem.
RE: How to avoid these hollow lines (underextrusion?)
Partial sample 3D printed: same defects. I am sure the model is correct and manifold. I double-checked it after export and reimported the STL: model is solid in either case.
The G-Code also is new for the sample model which shows the defects exactly at the same places just after the same long travel moves.
Here is the STL file attached to begin with.
RE: How to avoid these hollow lines (underextrusion?)
Still with zero infill and super thin walls?