happening mostly in the middle of the bed.
The second layers and above does not have this bubbling, but when finished the bottom layer
is marred with scars. Sometimes when printing second layer crash detection activates.
pla (215/60) temp, glue stick. 45 speed, first layer at .2 or .4 same results.
=============================================================
without glue stick it not stick to bed. (curling up to the nozzle when coming out).
using fresh nozzle and newly opening PLA.
RE: happening mostly in the middle of the bed.
Most important for 3d printing is:
1 Clean bed, use dish soap, a few times.
2 first layer 100% correct
If you have both correct, then printing can start, and sticking is at highest point.
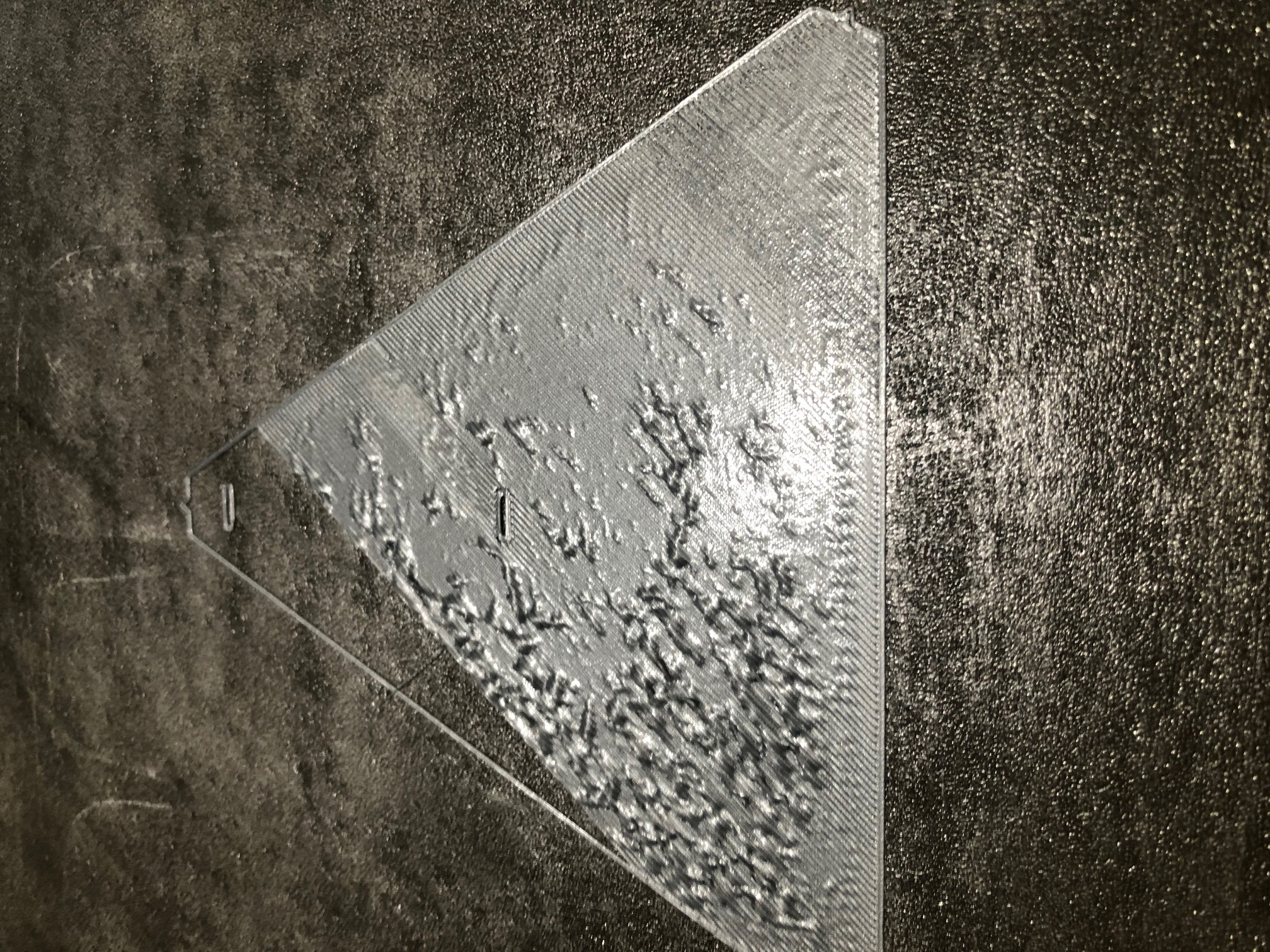
In your picture, first is to high! You have gabs between the first lines, the outside line is not press in the bed, then the filament will not stick, and if cleaning is not OK, you will have problems.
I am talking about the pei sheet.
Clean with dish soap, and use it.
Get de first layer good, see youtube for movie how to.
Then big flat models, or models with only a little footprint on bed,use glue stick, and not all glue stick is good, so test it.
General info, and how I work at the moment:(pei sheet).
A new sheet will stick less then a used one.
PLA sticks more difficult on a powder coated sheet. Is still possible settings need to be more preciese.
This how I work on a pei sheet(there are always exceptions):
Most important to 3d printing is:
1. 3d print will never be like start and i have the print, there will always be problems!!!!!!
2. A clean sheet, use dish soap, then you can print on it. A few prints you can use alcohol, then again dish soap,
big flat models and models with small footprint on sheet- use glue stick(and not every glue stick is the same,
use one that makes a thin layer), and big flat models and small footprint, use a big brim attach to model so footprint is bigger.
Petg sticks to much on the pei sheet, use window cleaner, this leaves a layer on the bed, so it does not stick to much.
3. To get it stick very good, a 100% first layer is very important, see youtube for movie on this.
Every new print watch the first layer, and look if it is 100%, this will also prevent a big ball of filament on your nozzle wenn model let loose during printing.
Extra: (normally not needed).
First layer, print hotter.
First layer slower.
Bed more heat.
Most problems are first layer to get this 100%.
Bad filament is possible, or filament with water inside.
Move extruder to the top and extrude filament, it should go straight down(if not, nozzle possible blocked),
it should be thick enough(if not, nozzle possible blocked), (do a cold pull),
if Bubbling during extrusion then it has to much water inside.
Check after the first layer is ready, then you see if it sticking enough, and not releasing and sticking to the nozzle.
RE: happening mostly in the middle of the bed.
And use 7x7 calibration, see settings in the printer.
RE: happening mostly in the middle of the bed.
7X7 didnt do anything.
Bumped the bed temp 10 degrees. and first layer to 0.4 while keep printing at 0.2 for other
layers, Not to worried about elephant's feet right now.
RE: happening mostly in the middle of the bed.
7x7 does a lot, is a lot better.
How to do first layer,
In your picture you can see through the lines of the first layer, so you are to high.
You can also check the extruding in a high position, to see if the filament is not clogged, stream of filament should be not to thin, and come out in a straight line.