Bump/non-homogeneous lines
Hi everyone,
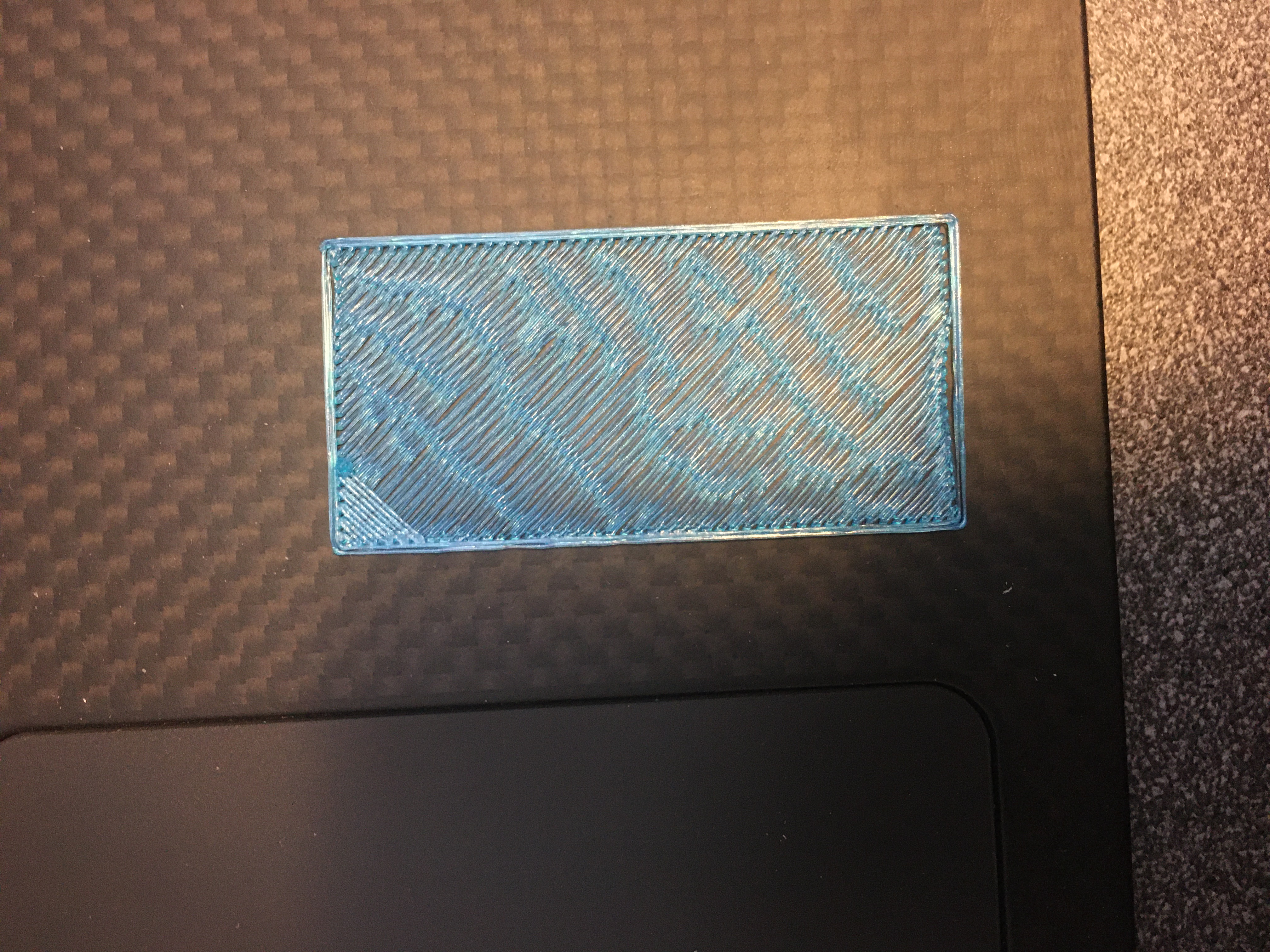
I have a strange issue when printing PLA (I haven't tried anything else) with my Prusa i3 MK3. As you can see in the picture below, each line is not "constant" in term of quantity of extruded plastic (overextrusion ??). It looks like the printer stops momentarily and then continue (it actually does not, everything move smoothly). Strangely, this seems to happen only at the first layer because when I let the machine finish an entire print (rectangle of 50 x 25 x 1), the upper surface looks perfect. It is important to mention that this phenomenon can also be observe when I simply load the filament. There are irregularities (kind of like bubbles) in the filament that is coming straight out of the nozzle (it is not smooth). I have this printer for less than a year and for the first 3 months it worked perfectly. Here is everything I tried (for countless hours) before making this post :
- Make sure each axis is moving smoothly without any "skipping"
- Change first layer bed temperature to 65°C
- Try different first layer nozzle heights (first layer calibration)
- Clean and apply grease on each rod and on the Bondtech extruder gear (with the Prusa lubricant)
- Perform a "cold pull" to clean de nozzle
- Try different adjustments of the Extruder idler
- Unscrew the nozzle to clean it with a needle
Important notes : Lately, I i realized that I had a faulty bearing on my x axis that was producing a cracking noise and some black gunk on the rod. I contacted Prusa, changed the bearing and the rod but the is still occurs. I'm using the magnetic bed sheet with Prusament PLA. The room temperature is 19°C. The nozzle is at 215°C and the bed at 60°C.
Hopefully someone can tell me what is happening and what to do with it.
RE: Bump/non-homogeneous lines
Hi everyone,
I have a strange issue when printing PLA (I haven't tried anything else) with my Prusa i3 MK3. As you can see in the picture below, each line is not "constant" in term of quantity of extruded plastic (overextrusion ??). It looks like the printer stops momentarily and then continue (it actually does not, everything move smoothly). Strangely, this seems to happen only at the first layer because when I let the machine finish an entire print (rectangle of 50 x 25 x 1), the upper surface looks perfect. It is important to mention that this phenomenon can also be observe when I simply load the filament. There are irregularities (kind of like bubbles) in the filament that is coming straight out of the nozzle (it is not smooth). I have this printer for less than a year and for the first 3 months it worked perfectly. Here is everything I tried (for countless hours) before making this post :
- Make sure each axis is moving smoothly without any "skipping"
- Change first layer bed temperature to 65°C
- Try different first layer nozzle heights (first layer calibration)
- Clean and apply grease on each rod and on the Bondtech extruder gear (with the Prusa lubricant)
- Perform a "cold pull" to clean de nozzle
- Try different adjustments of the Extruder idler
- Unscrew the nozzle to clean it with a needle
Important notes : Lately, I i realized that I had a faulty bearing on my x axis that was producing a cracking noise and some black gunk on the rod. I contacted Prusa, changed the bearing and the rod but the is still occurs. I'm using the magnetic bed sheet with Prusament PLA. The room temperature is 19°C. The nozzle is at 215°C and the bed at 60°C.
Hopefully someone can tell me what is happening and what to do with it.
Filaments absorb water from the ambient air and then form bubbles when printed, which is of course bad for the adhesion. I would also recommend the foiled prusa sheet for pla. The first layer must fit and the print bed must be plane.
Dry your PLA filament before you start printing again with it:

Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Bump/non-homogeneous lines
@karl-herbert
This might be part of the problem but I recently tried with a brand new spool of PETG and the result was basically the same.
RE: Bump/non-homogeneous lines
Looks to me like your z height is a bit too low. Try backing off a bit (20-50um) and see if it helps.
RE: Bump/non-homogeneous lines
@karl-herbert
This might be part of the problem but I recently tried with a brand new spool of PETG and the result was basically the same.
Just because a spool is new or just out of a package doesn't mean its dry. It should, but it doesnt always. Packaging could be damaged or it could have been wet when it was packaged. Desicant will absorb moisture before filiment (mostly), but generally won't dry out filiment that's already absorbed moisture itself.
Your Z looks like it may be off as well.