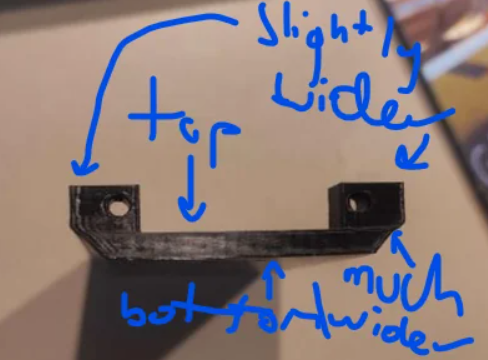
Top layers much wider than rest of the print
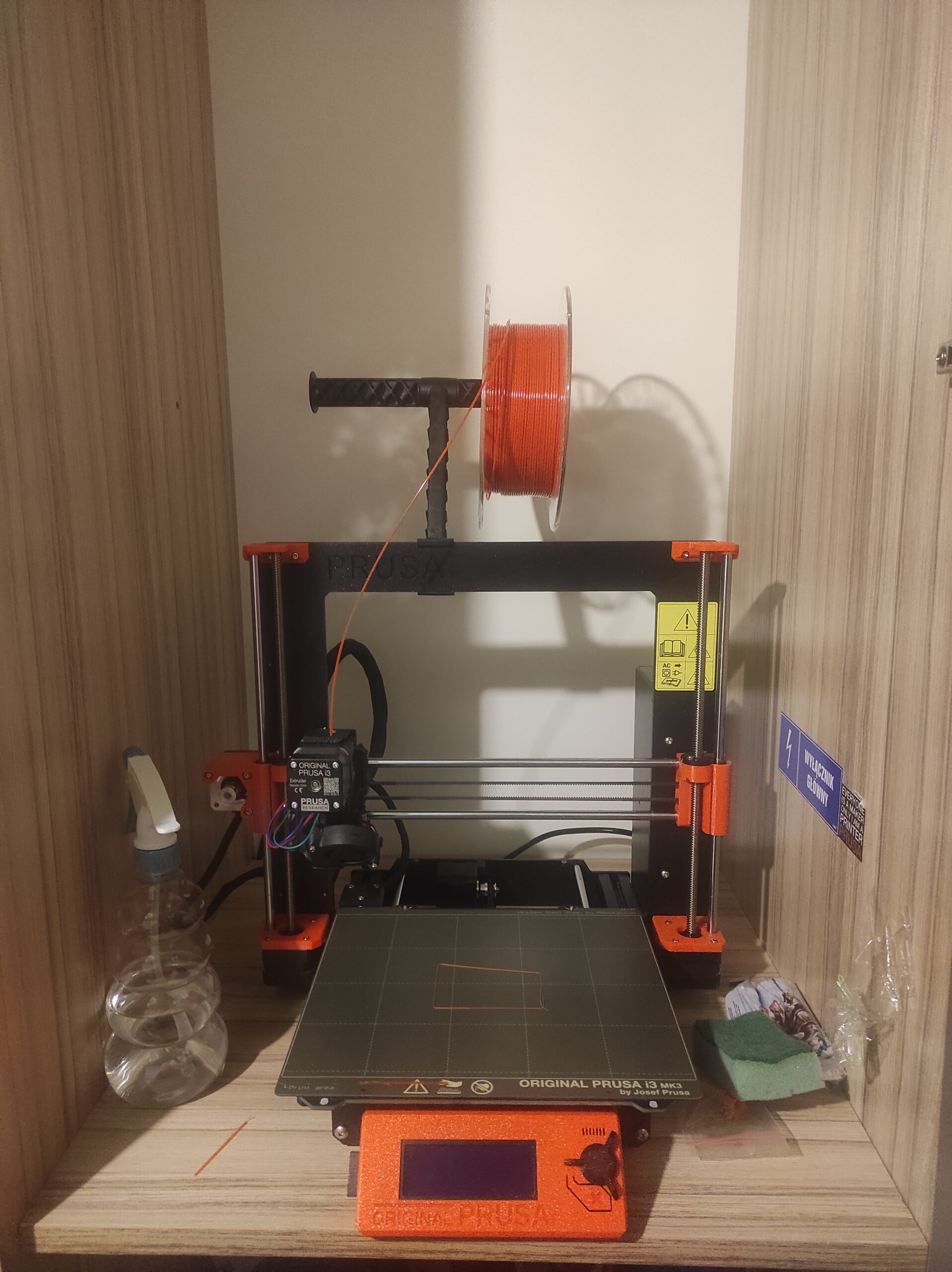
Printer: MK3S+ kit
Hello, first time posting, I can't find anything similiar to my issue on the internet.
Basically, my prints have been suffering from weird issues for a few months now. My parts come out perfectly, and reliably, apart from the top layers (like an elephant's foot, but on top). In my case, layers that feature top solid infill or solid infill not at the bottom are much wider than the other layers. As a result, layers which are supposed to be vertical, are at a noticable slightly acute angle, which can be easily seen. Until now i've been chamfering the problem away, but you cannot chamfer the side of a vertical wall. (Ocean Blue part, mentioned later) I printed some test models, and even those without infill have this weird deformation. This occurs at pretty much every height (for example 5mm, 7mm, 10mm, 15mm and 42 mm, and the every filament i have printed with except prusament, although i found two of my prusament prints with this deformation. I found this on PLA, PET-G from Tarfuse, PET-G from DevilDesign, and even PrintMe FLEX. What's weird is that the other layers are uniform and consistent, but when it comes to the top layers, everything falls apart (in terms of quality). IRONING IS OFF and has always been off so it isn't that. Both belts read 270, thus passing the belt selftest. It's quite warm in the room with the 3d printer, and it is even warmer in the printer wardrobe.
I started off from the PrusaSlicer Devil Design PETG profile and 20mm quality preset with 15% infill did the following:
What i've tried:
- Printing in 30mm draft
- Setting the extruder 10 degrees hotter, disabling "keep fan always on"
- Setting the extruder 10 degrees cooler, minimum fan speed 50%, maximum 100%
- Extrusion multiplier 0.95
- Extrusion width down by 0.05 mm3 perimeters
- No top layers
- No top layers and no infill. This reduced the deformation, but obviously is not what i'm looking for.
- Different model heights
- Moving 3D printer out of the wardrobe it usually sits in
- Pausing in between the 5 top layers
- Lubricating all the axis
- Tightening the heatbed belt, as it was too loose. This had no effect.
Pictures are in some order:
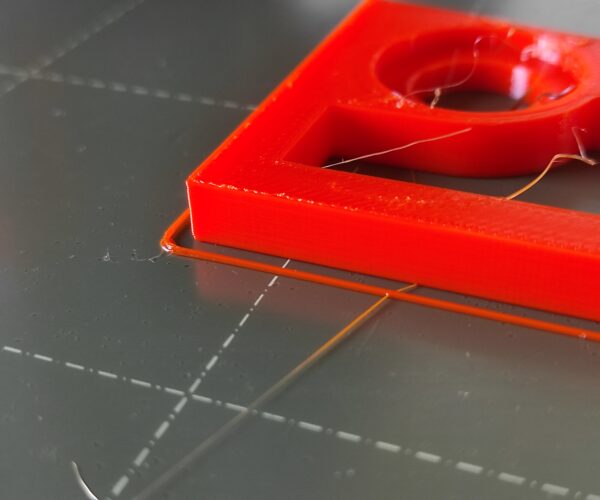
Many similiar orange parts: the test prints i printed, from the "What i've tried" section, printed from Devil Design PET-G. The models for them for are 71 mm long, but due to shrinkage are actually 70.9 mm long, but the top layers are usually 71.2 mm long. There are also some pics of me with rulers, which visibly show the side walls are not vertical all the way because of the top layers. There should be a gap visible but the camera didnt capture it. It is easily noticable IRL.
3D printer and it's surroundings
Ocean blue part: Devil Design PET-G, major deformation around the top layer, for context it is a planetary gearbox housing, and has a top layer in the middle of the part. There is also a screen shot of the part from prusaslicer.
White part: Tarfuse PLA
Dark green (not lime) part: Tarfuse PLA
Lime part: FLEX
Black part: Tarfuse PLA, top layer pushed the sloped sidewall outwards.
Pictures of the white parts show the issue most clearly.



















Thanks in advance!
Best Answer by Diem:
The models for them for are 71 mm long, but due to shrinkage are actually 70.9 mm long, but the top layers are usually 71.2 mm long
So the error range range is 0.3mm - you have a nozzle size of 0.4mm set with a default extrusion width of 0.45mm; the error range is well within the width of a single extrusion. You aren't going to get much better than half an extrusion width so you are already close. For some parts - it will not work for all particularly those with overhangs - you might improve matters by checking: Print Settings > Layer and perimeters > Advanced > External perimeters first
I printed the part with your settings except that I used Prusament. The results were similar to yours.
So I resliced and reprinted with 0.2mm SPEED modified to 3 perimeters, cubic infill at 15%, Prusa PETG, and the unmodified Original Prusa i3 Mk3S & Mk3S+ preset.
Although there was still enough of a lip at the top layer to be felt the object was greatly improved, a few seconds with a sanding stick would be enough post-processing.
Cheerio,
Select a print that shows the issue then save your project as a .3mf file
Files > Save Project as
Zip the .3mf and post it here. It will contain both your part and your settings for us to diagnose.
Cheerio,
RE: Top layers much wider than rest of the print
Thanks for reaching out, sure thing! Here you go.
I included more photos, details are in each photo's description. What's interesting is that even if i chamfer the layers, so that the deformation is somewhat mitigated, the base of the chamfer is also widened!

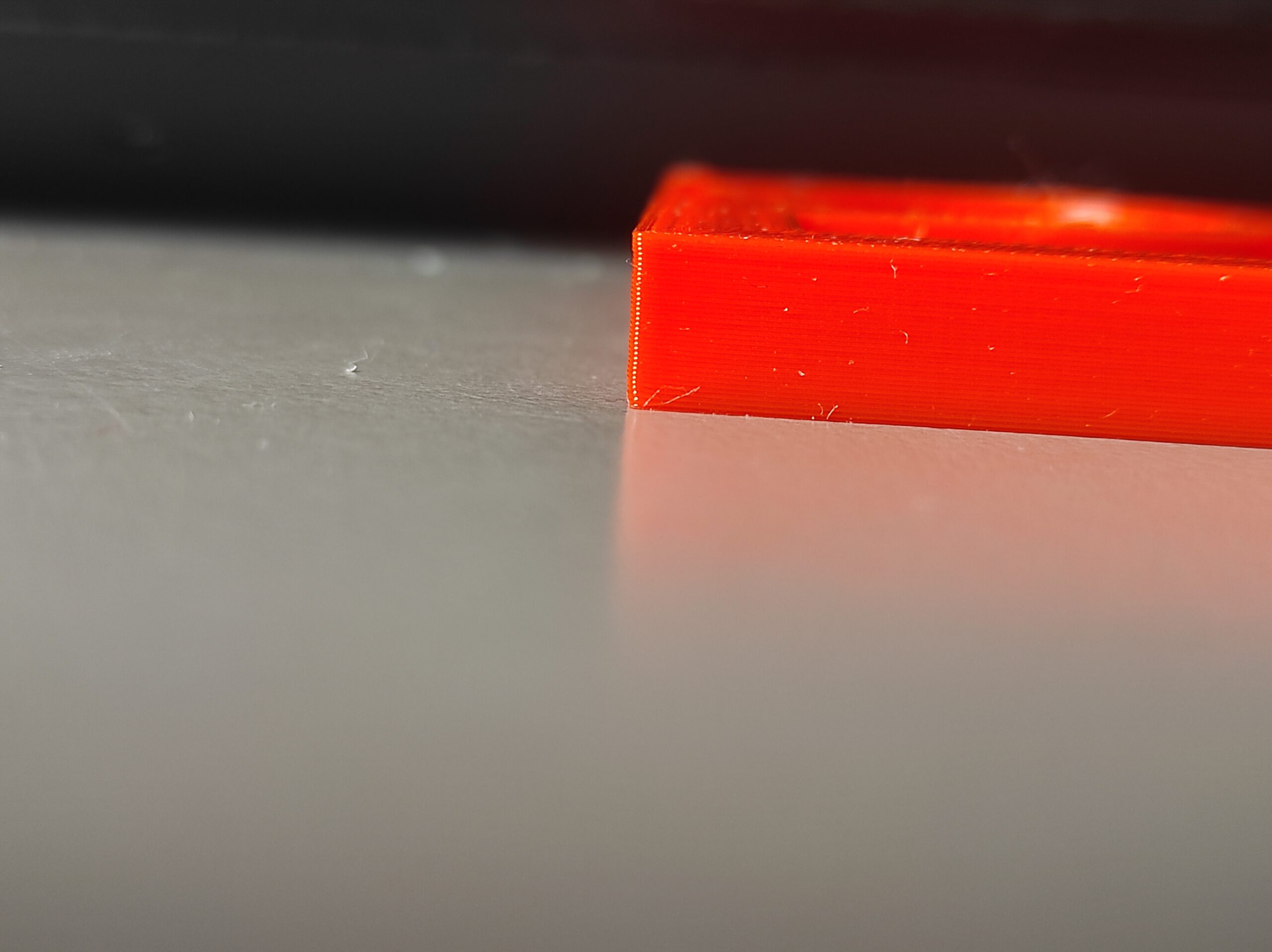
The top layer is wider, so when the part is placed on it's side it sits an an angle, and creates a small gap with the vertical lego wall.

The bottom of the part is perfectly adjacent with the wall.

This part was printed outside of the wardrobe, from the same settings as in the 3mf file.

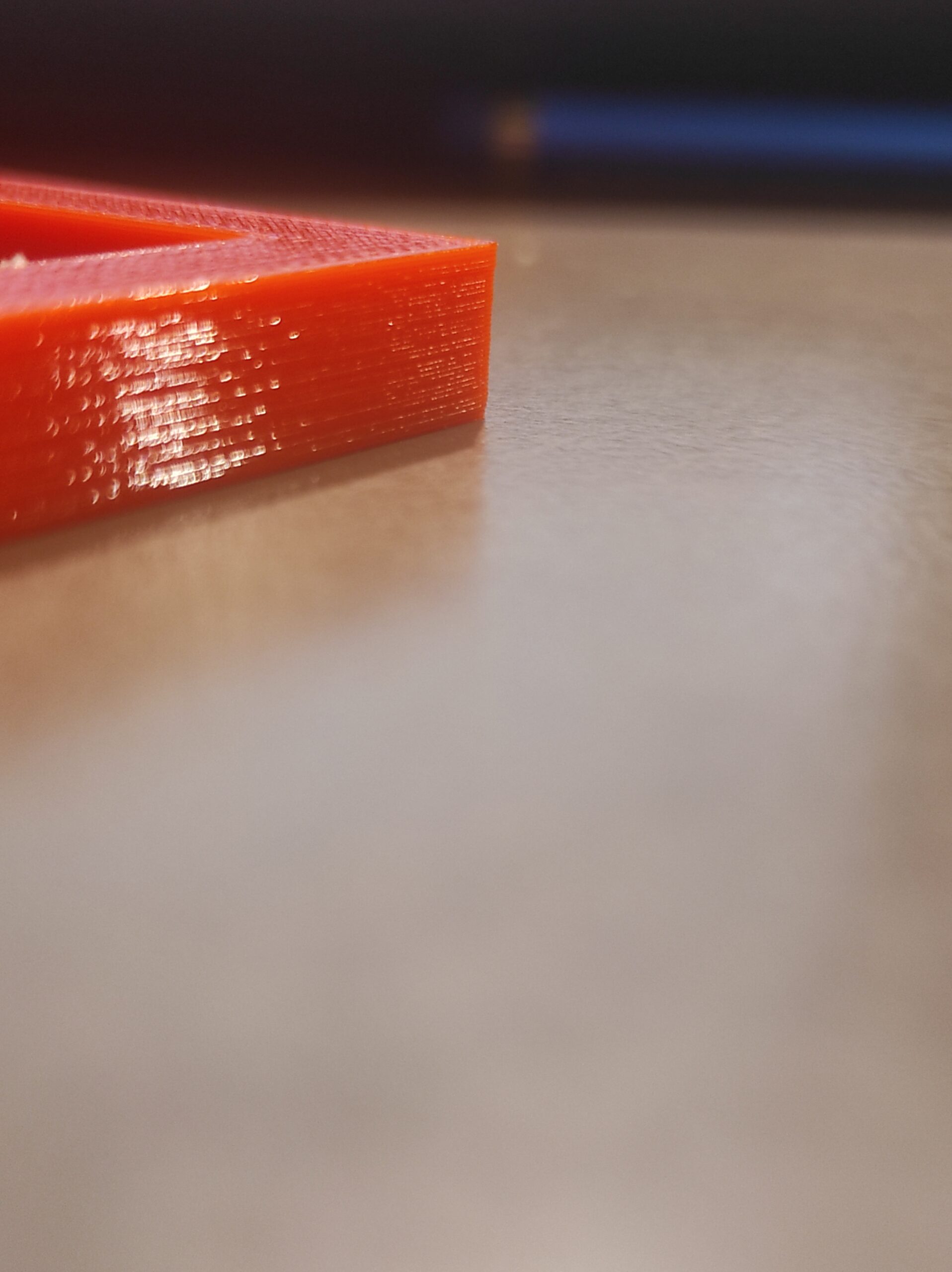
Bottom left corner close-up. Top layer is on top, it's also too wide.

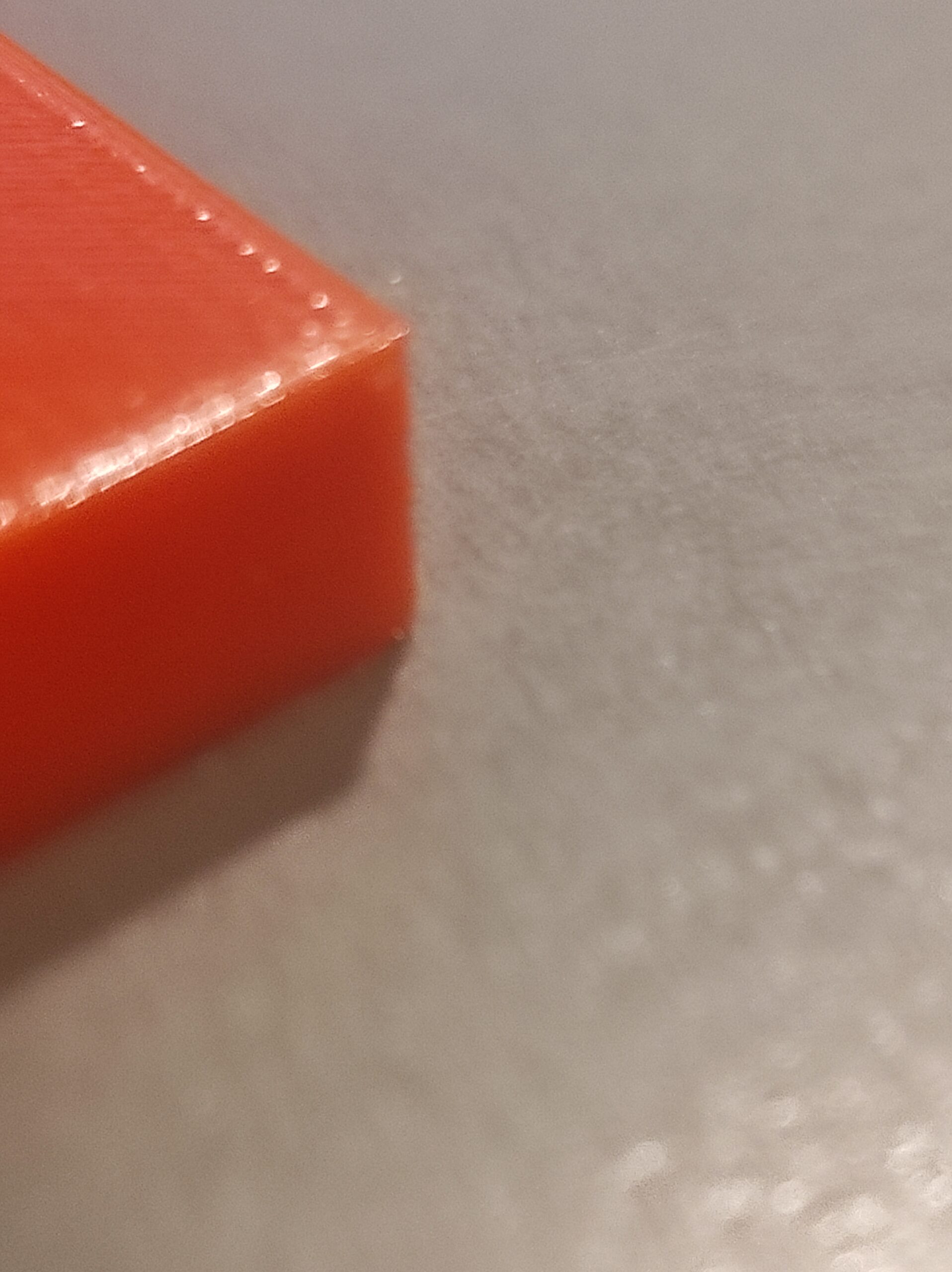
Top left corner close-up. Top layer is on top

Bottom right corner close-up Top layer is on the left

Top right corner close-up. Top layer is on top, it' clearly too wide.
Left side close-up. Walls are deformed in the same way as the corners.
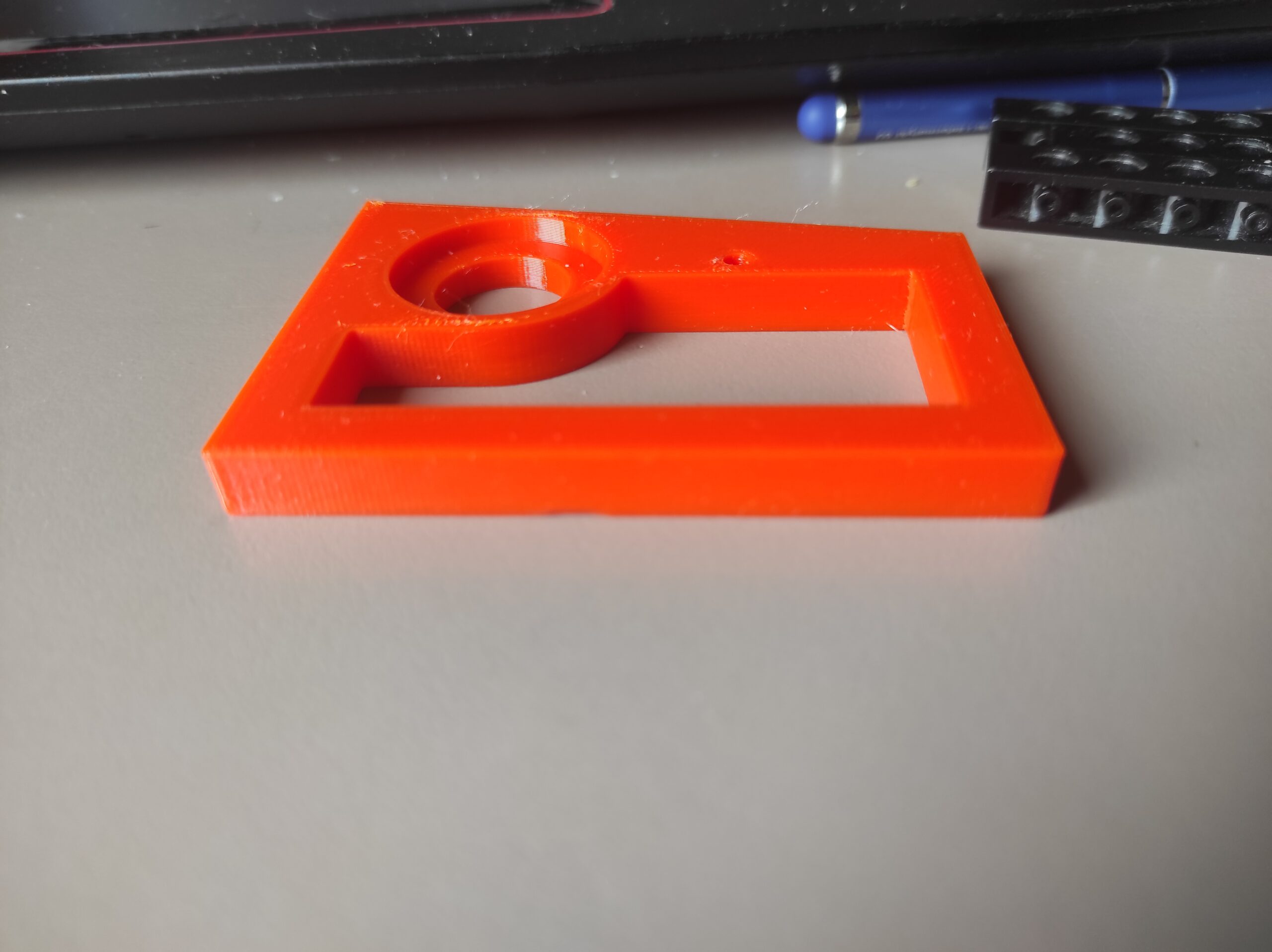
Other view of orange part

Chamfer close up. Part in the pic is chamfered along the top by 0.5 mm. A bulge can be clearly seen at the base of the chamfer. The weird lower layers are because i modelled the wall too thin.

Chamfer close up. Same part as in "Chamfer close up 1" A bulge can be clearly seen at the base of the chamfer. The gears below the part also have this deformation along the top, however it's not clear on the image. It can be easily felt by running a finger on the side of the part.
OK, I'll test print - but it'll have to wait for the current job to finish.
Cheerio,
The models for them for are 71 mm long, but due to shrinkage are actually 70.9 mm long, but the top layers are usually 71.2 mm long
So the error range range is 0.3mm - you have a nozzle size of 0.4mm set with a default extrusion width of 0.45mm; the error range is well within the width of a single extrusion. You aren't going to get much better than half an extrusion width so you are already close. For some parts - it will not work for all particularly those with overhangs - you might improve matters by checking: Print Settings > Layer and perimeters > Advanced > External perimeters first
I printed the part with your settings except that I used Prusament. The results were similar to yours.
So I resliced and reprinted with 0.2mm SPEED modified to 3 perimeters, cubic infill at 15%, Prusa PETG, and the unmodified Original Prusa i3 Mk3S & Mk3S+ preset.
Although there was still enough of a lip at the top layer to be felt the object was greatly improved, a few seconds with a sanding stick would be enough post-processing.
Cheerio,
RE: Top layers much wider than rest of the print
I will give this a shot, many thanks!
RE: Top layers much wider than rest of the print
It indeed looks better, thanks for helping me out 🙂