Tiny Gaps in first layer of PETG
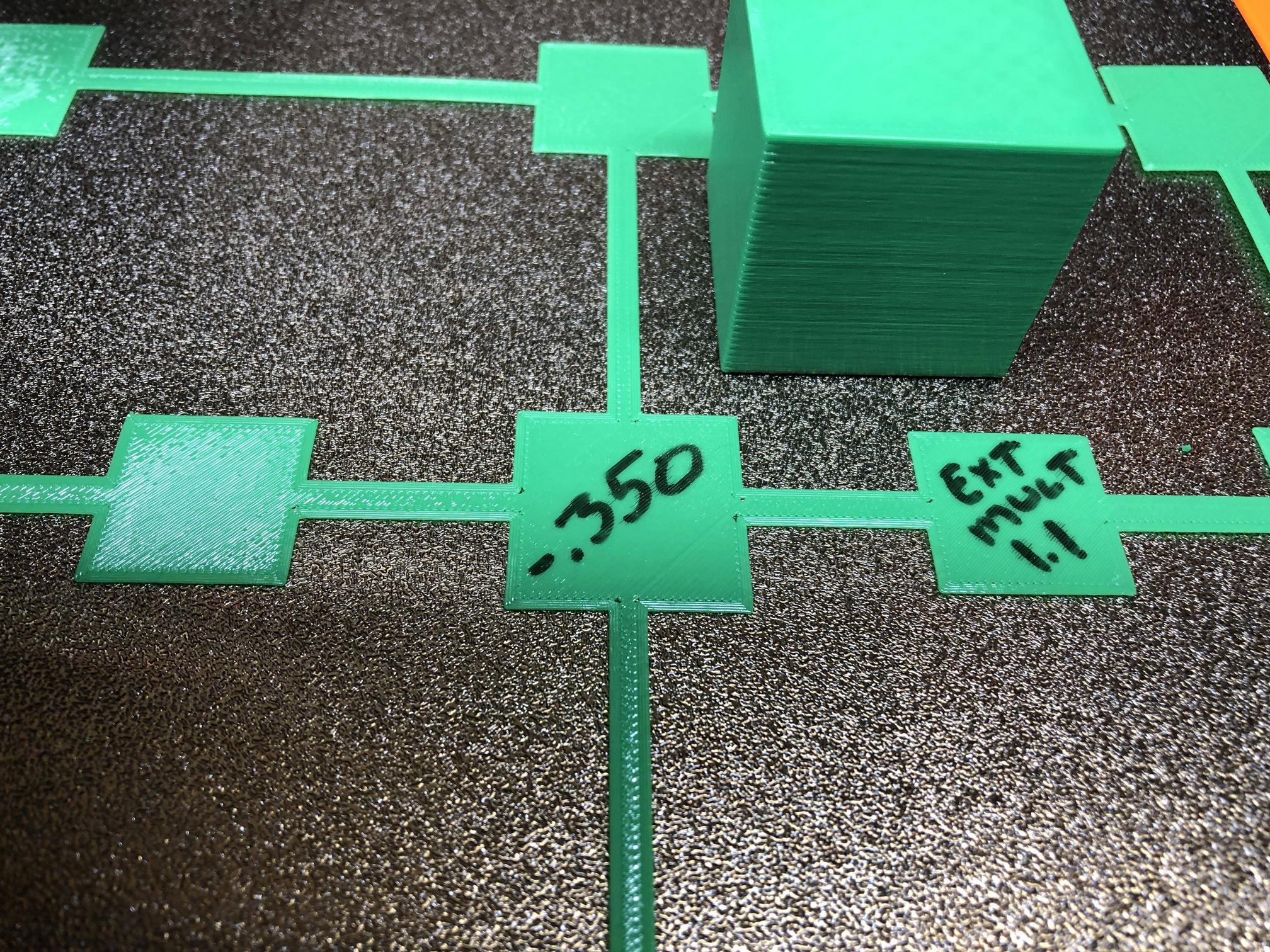
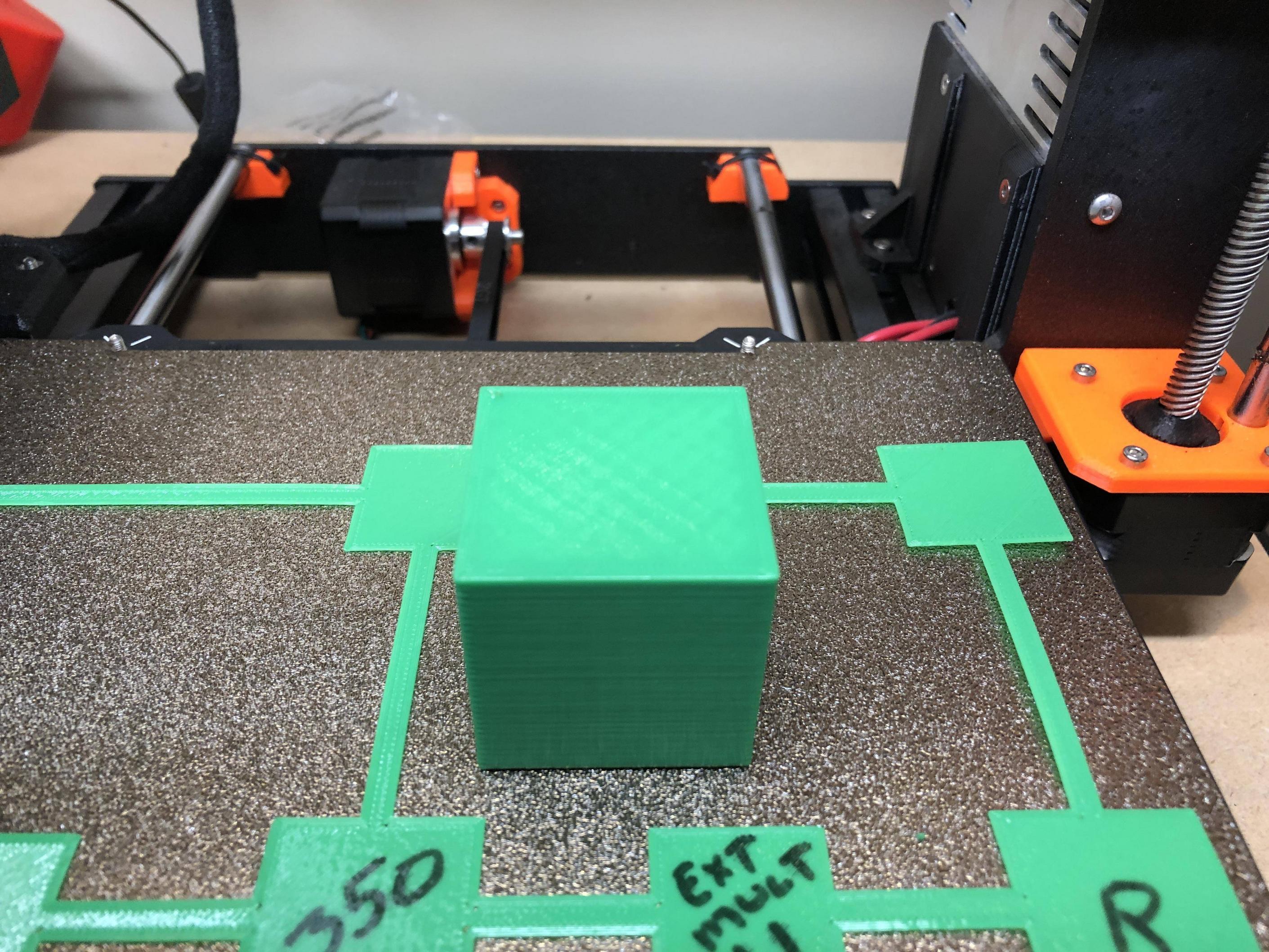
I’ve tried playing with the extrusion multiplier and layer height and nothing seems to fix the tiny gaps in the first layer. I don’t have any jams or partial clogs. Nozzle is only a week old. Printed at 240. Top of the cube looks good so I don’t think it’s an underextrusion issue? Any questions or suggestions on what else to try?
RE: Tiny Gaps in first layer of PETG
Harp strings in layer one is a function of Live-Z being too high, under-extrusion (aka mis-calibration for the printer, nozzle and or filament), or some other incorrect slice setting (like trying to print too fast).
If other filaments work correctly, you might inspect your PET filament settings. See what's different.
Your test cube has other issues that may or may not be related. Check your belt drive gears for slop - that a common reason for the poor front surface quality I see in that photo. A loose gear can upset layer one by placing some extrusions too close, others too far apart.
RE: Tiny Gaps in first layer of PETG
@tim-m30
I'm not really having a harp strings it's just where the infill meets the perimeter the filament isn't being "smushed" enough to fill in the gaps and I've tried lower the first layer past the point of where it should be and it never fills in the gap. I was messing with the infill/perimeter overlap which fixed the issue but the help bubble says that usually shouldn't be touched so I'm wondering what underlying problem I'm touching up by using that. The printer has been calibrated multiple times, my speeds are between 10 and 40 mm/s so I don't think anything is too fast.
As far as the front surface quality I think that was the glare from the lighting making it look worse that it is. Under non-glaring lighting the layers actually look quite uniformed.
RE: Tiny Gaps in first layer of PETG
For the small gaps I can make out, I'd just try lowering Live-Z 0.02-0.04mm. If that doesn't fix it or you start to have rough 1st layer top surfaces, take a look at Print Settings->Advanced->Overlap->Infill/perimeters overlap. I've got mine at 25% for all-around good results.
The top of your cube looks like you might be borderline for pillowing. If it's a concern, add a few top layers.
RE: Tiny Gaps in first layer of PETG
@bobstro
Thanks for the suggestion Bob. My perimeters overlap was set to 25%, When I upped it to 35% if fixed the issue but the help bubble says you shouldn't have to change that setting so I'm wondering if there is an underlying issue I'm covering up with changing that setting?
RE: Tiny Gaps in first layer of PETG
Thanks for the suggestion Bob. My perimeters overlap was set to 25%, When I upped it to 35% if fixed the issue but the help bubble says you shouldn't have to change that setting so I'm wondering if there is an underlying issue I'm covering up with changing that setting?
If the problem only occurs on your 1st layer, lowering Live-Z should fix it. If you notice it throughout the print or on top layers, you might be under-extruding a bit. Try calibrating your extrusion multiplier. If your extrusion rate is correct, you can bump this setting a bit.
Not as likely, but some filaments don't flow as well at the speeds in some of the Prusa profiles. Try dialing speed back to 50% at the start of a test print and see if that resolves it. If so, reduce speed for infill.
RE: Tiny Gaps in first layer of PETG
Ditto what Bab is saying, on a textured sheet it's surprising how low one needs to go to get the texture to fill properly. I really wish Plicer had a setting for layer one extrusion multiplier. It's enough that I may add a line to my printer profile to add compensation.
In Before Layer Change gcode:
M221 S{if layer_num==0}120{elsif layer_num==1 && layer_height<0.075}100{else}95{endif}
But then I also need to find the code for testing which plate is installed so it only works for textured plates...
RE: Tiny Gaps in first layer of PETG
Unfortunately - I'm thinking since the print sheet is selected by firmware, Slicer can't really know about it, so this would require separate profiles for each sheet type. MK3_Anti-Oooze_Textured and MK3_Anti-Oooze_Smooth ... yuck.
Plus - I can just change first layer width from 0.42 to whatever works... and not muck with gcode, too.
RE: Tiny Gaps in first layer of PETG
Thanks for all the great suggestions and discussion. I ended up running some PLA though the hotend at 260 and apparently that cleaned out some petg and first layer is printing great now. Thanks @bobstro and @tim-m30 for telling me to squish the first layer into the texture sheet. That really helped alot!