Start Ggode for S3d
Below is the start code I am using in S3D. I downloaded this from the website. What lines do I need to add/edit to get the nozzle and the bed to heat up at the same time. Thank you for your time.
Bill
M115 U3.6.0 ; tell printer latest fw version
M205 X8.00 Y8.00 Z0.40 E1.50 ; sets the jerk limits mm/sec
G28 W ; home all without mesh bed level
G80 ; mesh bed leveling
G1 Y-3.0 F1000.0 ; go outside printing area
G92 E0.0
G1 X60.0 E9.0 F1000.0 ; intro line
G1 X100.0 E12.5 F1000.0 ; intro line
G92 E0.0
M221 S100
M900 K45 ; Linear Advance PET
This is the Prusa Slicer Start Gcode
M862.3 P "[printer_model]" ; printer model checkM862.1 P[nozzle_diameter] ; nozzle diameter checkM115 U3.9.1 ; tell printer latest fw version
G90 ; use absolute coordinates
M83 ; extruder relative mode
M104 S[first_layer_temperature] ; set extruder temp
M140 S[first_layer_bed_temperature] ; set bed temp
M190 S[first_layer_bed_temperature] ; wait for bed temp
M109 S[first_layer_temperature] ; wait for extruder temp
G28 W ; home all without mesh bed level
G80 ; mesh bed leveling
G1 Y-3.0 F1000.0 ; go outside print area
G92 E0.0
G1 X60.0 E9.0 F1000.0 ; intro line
G1 X100.0 E12.5 F1000.0 ; intro line
G92 E0.0
M221 S{if layer_height<0.075}100{else}95{endif}
; Don't change E values below. Excessive value can damage the printer.
{if print_settings_id=~/.*(DETAIL @MK3|QUALITY @MK3).*/}M907 E430 ; set extruder motor current{endif}
{if print_settings_id=~/.*(SPEED @MK3|DRAFT @MK3).*/}M907 E538 ; set extruder motor current{endif}
The RED lines set the heating process they should go before the mesh bed levelling command.
the Blue line reduces the filament flow on a conditional basis (this may not be appropriate in S3D)
and the Green Lines change the extruder current, and therefore affect the liklihood of heating the extruder motor
you may wish to play with these values in your setup If you get filament softening above the hot end PTFE you may wish to reduce the motor current.
regards Joan
I try to make safe suggestions,You should understand the context and ensure you are happy that they are safe before attempting to apply my suggestions, what you do, is YOUR responsibility.Location Halifax UK
Thank you
thank you Joan. I'm not the greatest with G-code so please excuse my question if I sound like an idiot.. Where does it say to heat up the bed AND the nozzle at the same time?
The start G-code in S3D works, I just think it is a waste of time to heat the bed, then the hot end. I have plenty of electricity to heat both together.
Hi Bill,
the first red line sets the extruder heating,
the second red line sets the heatbed heating,
the third waits for the heatbed to reach temperature,
the fourth waits for the extruder to reach temperature,
as the extruder will heat faster than the heatbed, in most instances, the fourth line is largely redundant,
so line three effectively causes the printer to wait for the heatbed to be hot before allowing the print to continue
regards Joan
I try to make safe suggestions,You should understand the context and ensure you are happy that they are safe before attempting to apply my suggestions, what you do, is YOUR responsibility.Location Halifax UK
Thank you Joan
So, if I understand you correctly, if I comment out or delete the third line, both will heat at the same time??
no need to change them.
they start heating with the M104/M140 commands (set temp and start heating but dont wait for it to reach this temp).
M109/M190 make the printer wait for temp before proceeding in the code.
Hi Bill,
I don't have S3D on this computer...
there may be settings elsewhere in S3D,
Assuming there are not settings elsewhere in S3D,
the third line will cause the printer to wait until the heatbed is at the correct temperature, before allowing the print process to begin...
IF you remove the third line, then...
Line 1 will start the extruder heating towards say, 210C for PLA...
Line 2 will Start the heatbed heating towards say 60C for PLA
Line 3 will be missing,
Line 4 will restrain the printing process until the extruder reaches 215C.
unfortunatley the Extruder has a much smaller thermal mass then the heatbed, and a much larger thermal input per gram, than the heatbed, so, it is almost guaranteed that the extruder will reach 215C well before the heatbed reaches 60C.
the net result would be, that the printer would start doing the mesh bed levelling process, before the heatbed has achieved working temperature.
If this occurs, the heatbed may be too cold for the PLA to stick satisfactorily and you may end up with a Blob of doom! when the print detaches from the Heatbed.
M104 S[first_layer_temperature] ; set extruder temp (Extruder starts heating)
M140 S[first_layer_bed_temperature] ; set bed temp(Heatbed Starts heating)
at this stage, both entities should be heating, which is what I believe you want to achieve!
M190 S[first_layer_bed_temperature] ; wait for bed temp(Printer firmware applies the brakes (Metaphorically speaking) waiting for the heatbed to achieve the set temperature)
M109 S[first_layer_temperature] ; wait for extruder temp(this line normally has no effect, because the extruder usually achieves working temperature well before the heatbed. BUT... JUST IN CASE THE EXTRUDER TAKES A LONG TIME TO HEAT, this line keeps the brakes on, and prevents the printer starting before the desired temperatures are reached,
I Hope this helps you understand what is happening in the G Code
Could you please slice a small model, and then zip the G code, into a compessed file, and attach it to your next post, and I will have a look at it for you.
regards Joan
I try to make safe suggestions,You should understand the context and ensure you are happy that they are safe before attempting to apply my suggestions, what you do, is YOUR responsibility.Location Halifax UK
Hi Joan
Of course. Here you go. This was done in S3D. I downloaded the MK3 FF file from the Prusa website.
Thank you for looking at this.
hmmm
it says I attached it but I don't see it here.
Hi Bill,
thanks for messaging the G code to me.
the relevant section in your G code is
G90
M83
M106 S0
M140 S85
M190 S85
M104 S230 T0
M109 S230 T0
M115 U3.6.0 ; tell printer latest fw version
M205 X8.00 Y8.00 Z0.40 E1.50 ; sets the jerk limits mm/sec
G28 W ; home all without mesh bed level
G80 ; mesh bed
and that is set in the advanced process settings... as below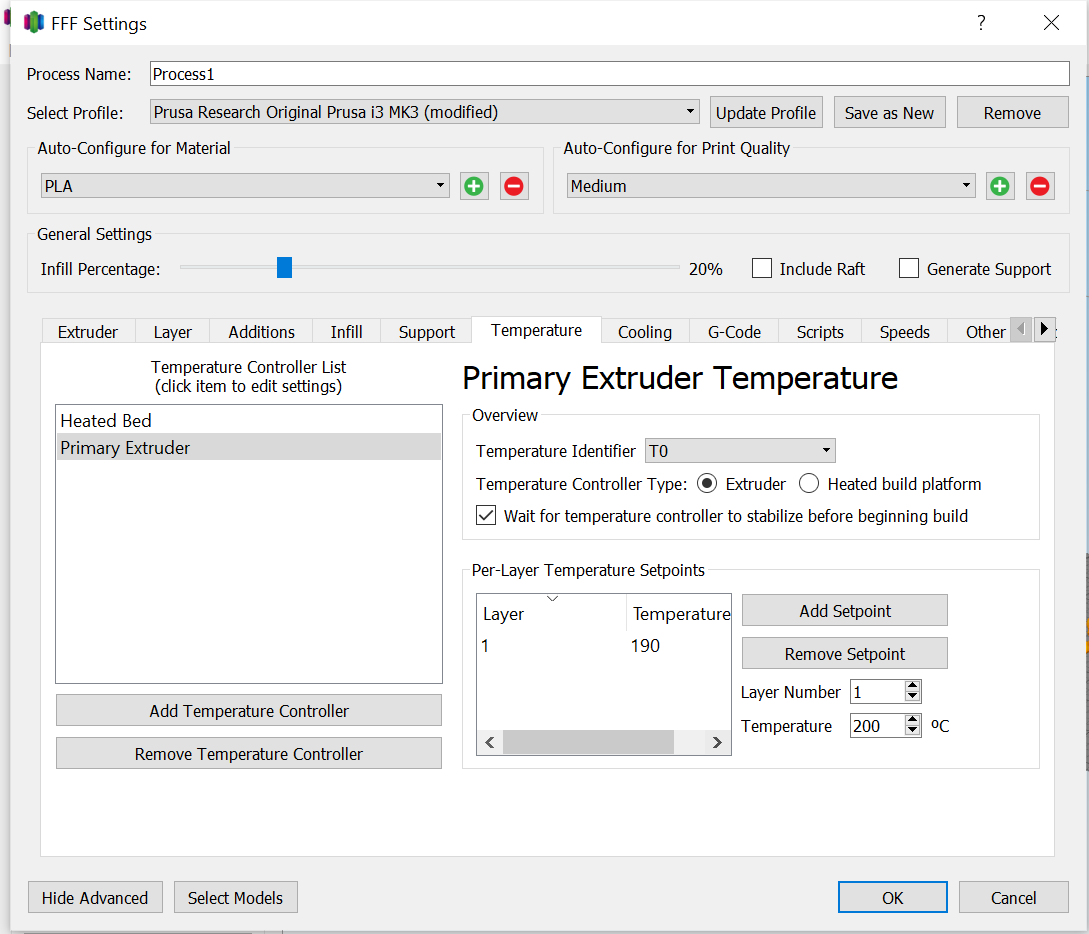
IF you could find a way to make the Extruder start heating first, you could probably turn off 'wait for temperature controller to stabilise' on the extruder with the expectation that the heat bed would take longer to heat anyway...
I did try deleting the heatbed, and re adding the heatbed as a new temperature controller, and it did appear in the list below the Primary extruder... but the Gcode still put the heatbed first...
we probably need a bit of input from an S3D expert!
regards Joan
I try to make safe suggestions,You should understand the context and ensure you are happy that they are safe before attempting to apply my suggestions, what you do, is YOUR responsibility.Location Halifax UK
Sample working S3D gcode
Here's a link to the start routine I use for S3D with PrusaSlicer.
I think these lines will do what you want:
M140 S[bed0_temperature] ; set bed final temp M104 S[extruder0_temperature] ; set extruder final temp M109 S[extruder0_temperature] ; wait for extruder final temp M190 S[bed0_temperature] ; wait for bed final temp
Fantastic
Thank you so much for the help.