Relativaly large overextrusion (and expectancies)
I recently bought the Prusa i3 MK3S+ as a kit, build it and everything seemed fine: initial calibration was great, belt tension great, first layer is great. I'm mostly printing PETG and using the textured sheet.
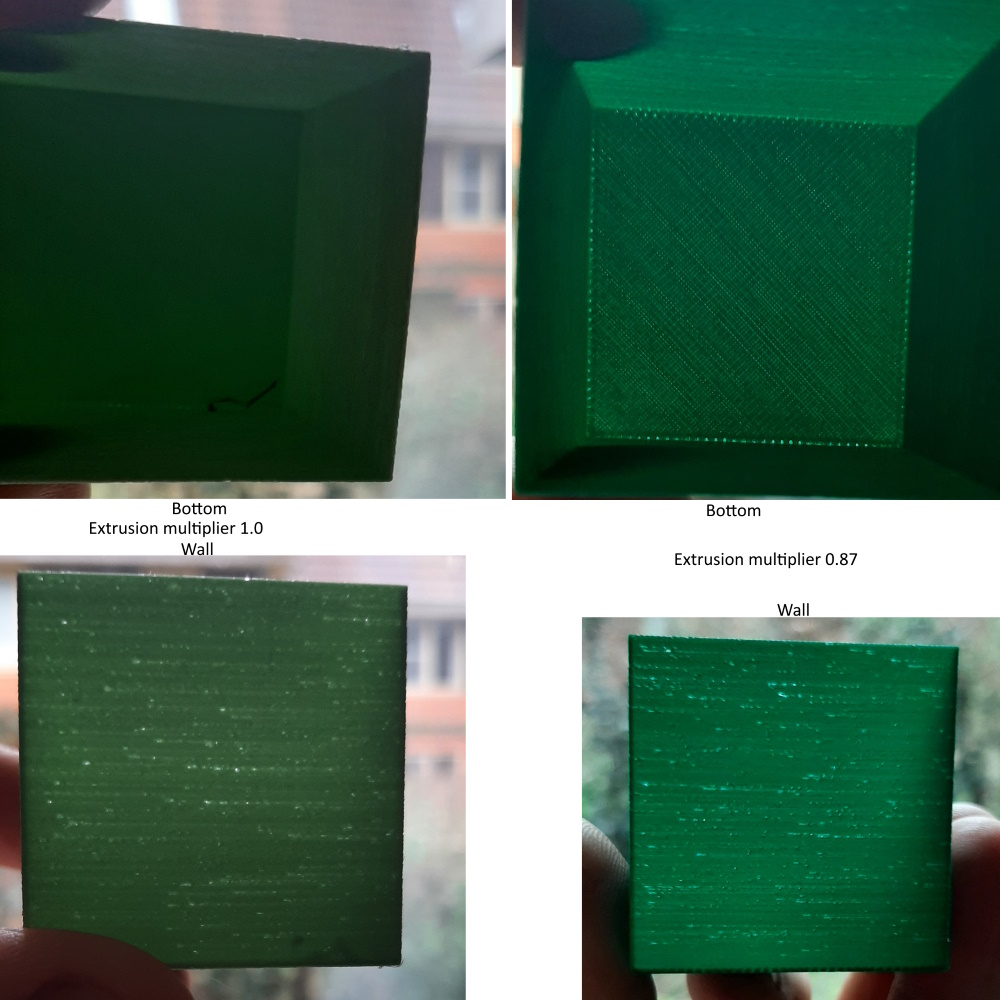
However, I've noticed from the start that there's some over extrusion, resulting in blots on the edges. So yesterday I did the Extrusion Multiplier Calibration. At the top that pages states "This procedure is not necessary with a new printer coming from the factory"... My printer is new, I'm using prusament PETG and the prusament PETG preset in the latest version of prusa slicer... but I got a large offset! I used a high quality (German made) micrometer and measured an average thickness of 0.52 mm where it had to be 0.45 mm! That's a 14% error. So the claim "no necessary" seems wrong. Indeed, after some tests I found to get 0.45mm perimeter using an extrusion multiplier of 0.87.
I get I can apply this when I'm slicing myself, but how can I apply this multiplier to existing gcode files? e.g. on Printables?
Furthermore, with this setting now the bottom layer is no longer solid. when hold against the light I can now see many holes. And I've already had some holes in the single-layer walls at multiplier 1, but now it's more of a swiss cheese. See the attached image
I don't know what to expect: is this normal. Or is there a larger issue here?
RE: Relativaly large overextrusion (and expectancies)
It certainly is not normal to see holes in the wall. As it's a new printer I would suggest that before you follow every rando's (including my own) advice on the internet and modify your settings and perhaps even your printer beyond recognition, you contact Prusa support via chat to establish a baseline (they're 24x7). If it turns out to be a hardware issue, you have at least secured your warranty rights. This forum is great if you run into issues later on, or if you think Prusa Support was not up to snuff, but that's where I'd start. You paid the big bucks for it.
how can I apply this multiplier to existing gcode files
You can adjust the flow on the LCD display but frankly, printing gcodes of the internet is in general A Bad Idea. I'd much rather make sure my prints are optimized temperature wise, extrusion multiplier, you name it, for my specific setup.
Formerly known on this forum as @fuchsr -- https://foxrun3d.com/
RE: Relativaly large overextrusion (and expectancies)
When you sliced your tests did you use Prusa slicer ? And if you used Prusa slicer did you use version 2.4 or 2.5 ? And if the answer to those is yes did you use classic perimeters or Arachne slicing engine ? Arachne is designed to provide variable width extrusions. The instructions were written before Arachne was a thing I think. Make sure when you do these that you have the Classic slicing selected or your extrusion widths from the slicer are not to be relied on.
RE: Relativaly large overextrusion (and expectancies)
When you sliced your tests did you use Prusa slicer ? And if you used Prusa slicer did you use version 2.4 or 2.5 ? And if the answer to those is yes did you use classic perimeters or Arachne slicing engine ? Arachne is designed to provide variable width extrusions. The instructions were written before Arachne was a thing I think. Make sure when you do these that you have the Classic slicing selected or your extrusion widths from the slicer are not to be relied on.
Like i state in the opening post, i am using the layest version of prusa slicer, so it's probably arachne. But i put it in vase mode and i would hope that vase mode would actually generate a nice single layer perimeter.
RE:
I've just noticed that printing PLA does seem to give a 0.45mm perimiter with the default multiplier. Yes, I'm using the Prusa PLA profile for that, where I'm using the Prusament PETG profile for PETG. I also get no holes with PLA.
Could this be a PETG thing?
I'm also wondering if this is an extruder temperature thing. It was calibrated, could it still be off. I get also stringing. And the extruder already spouts some filament during preheating
RE: Relativaly large overextrusion (and expectancies)
And the extruder already spouts some filament during preheating
Oozing is perfectly normal. Best is to be ready with needle-nosed pliers or tweezers to pick the oozing material off.
Formerly known on this forum as @fuchsr -- https://foxrun3d.com/