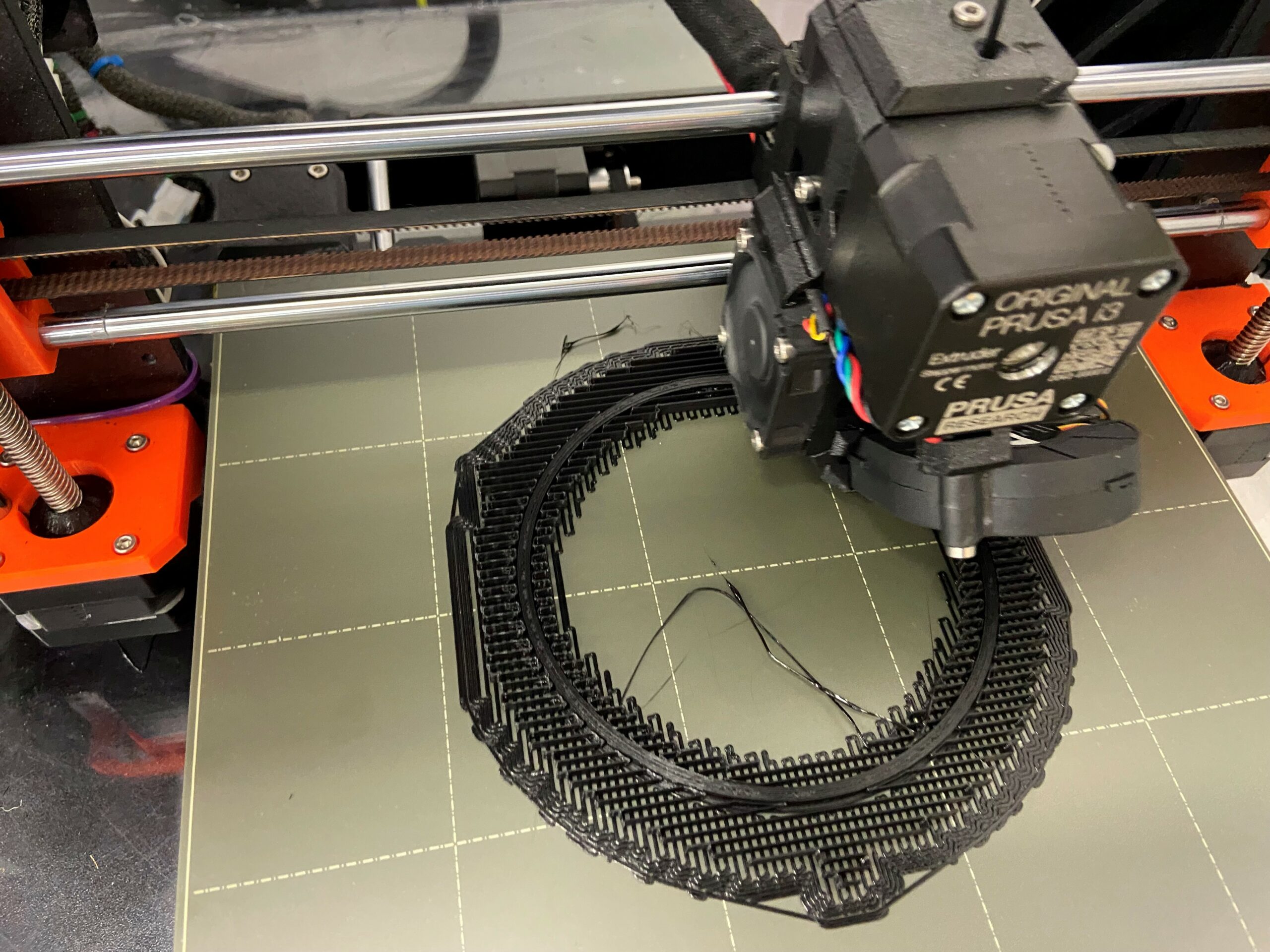
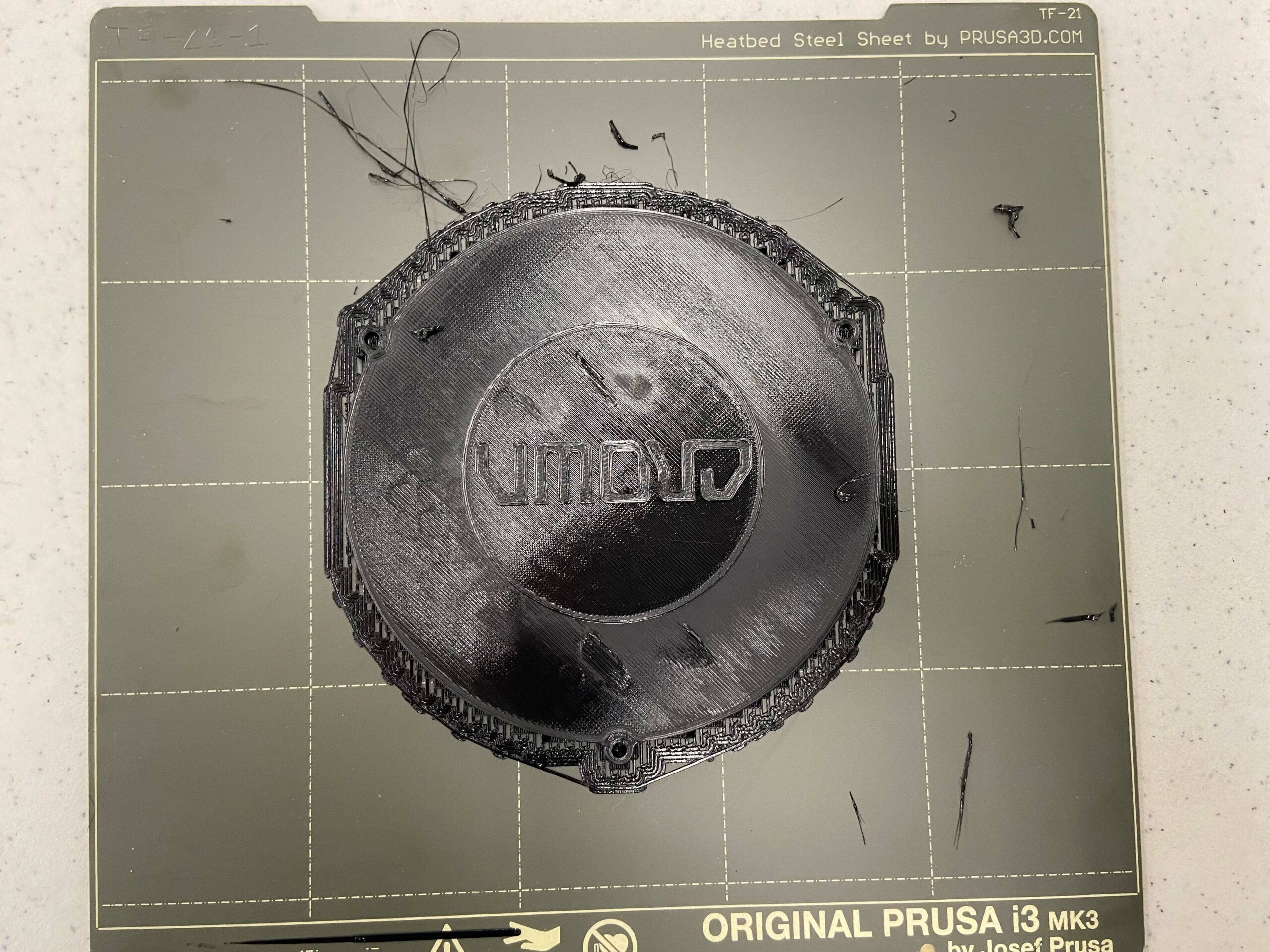
Printer extruding large strands that mess up final prints.
Hello All!
If you haven't figured it out from my screen name yet, I am an intern at an R&D engineering company and have been put in charge of their 3D printer, a Prusa i3 MK3S+. I have been using it for a few months now and there was a previous intern who set it up and was in charge before he left. He showed me some of the things he did but now I am at a loss.
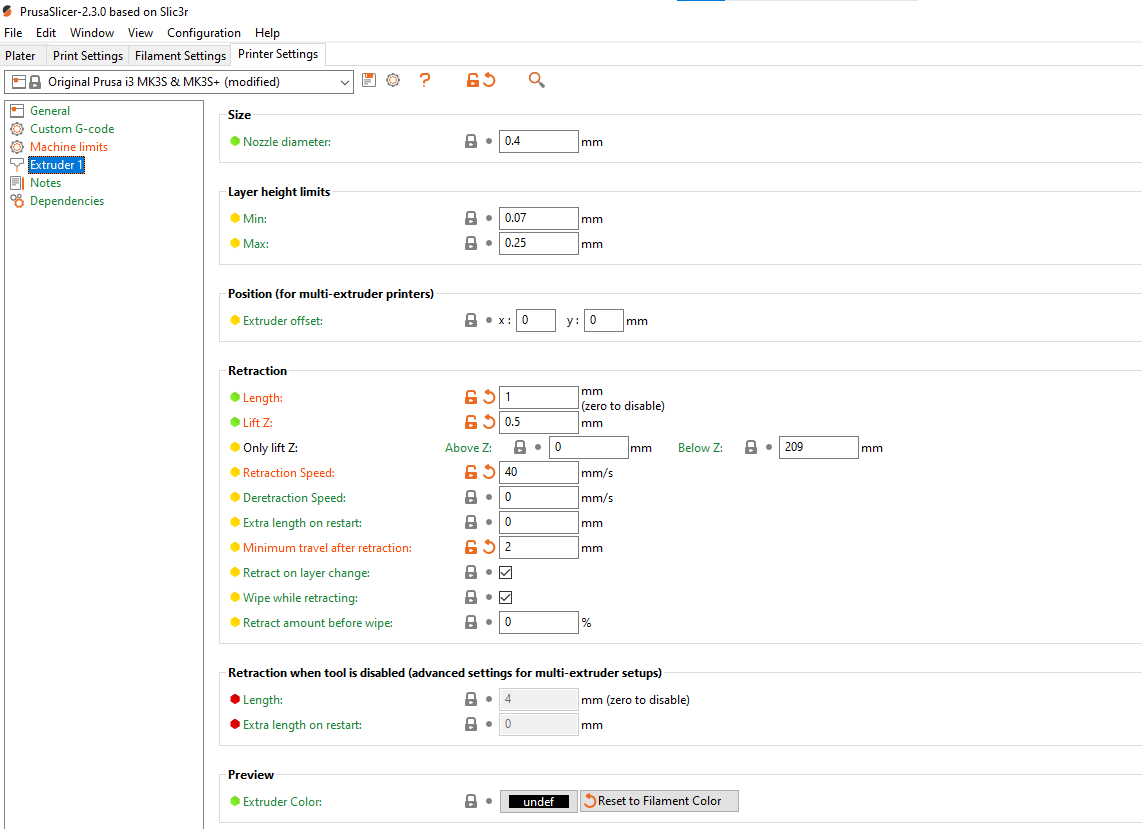
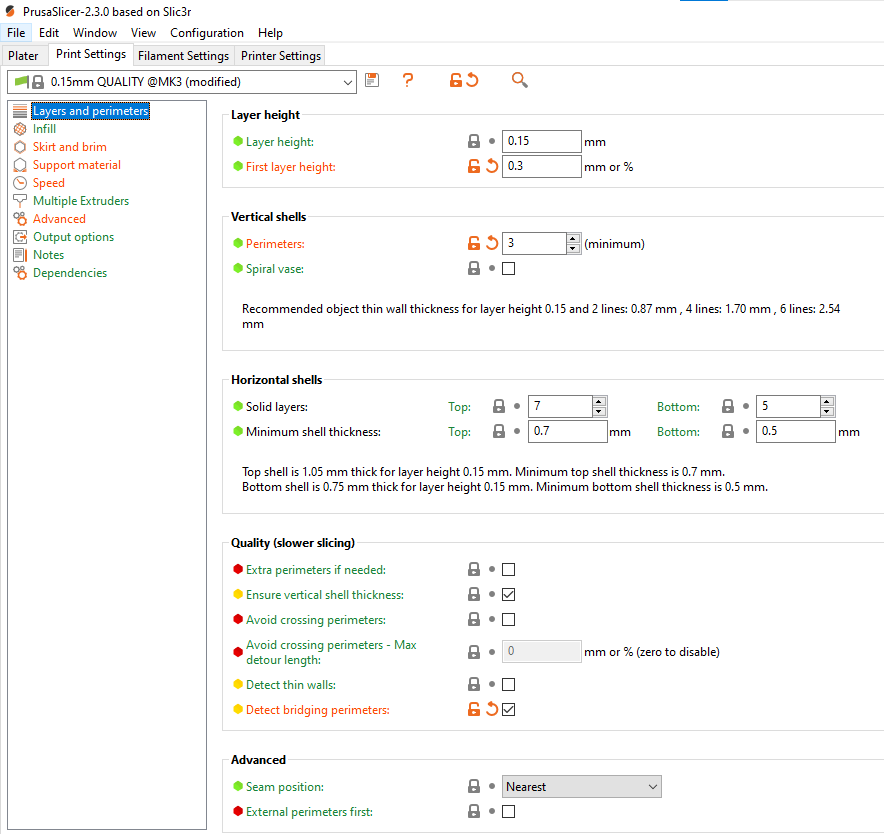
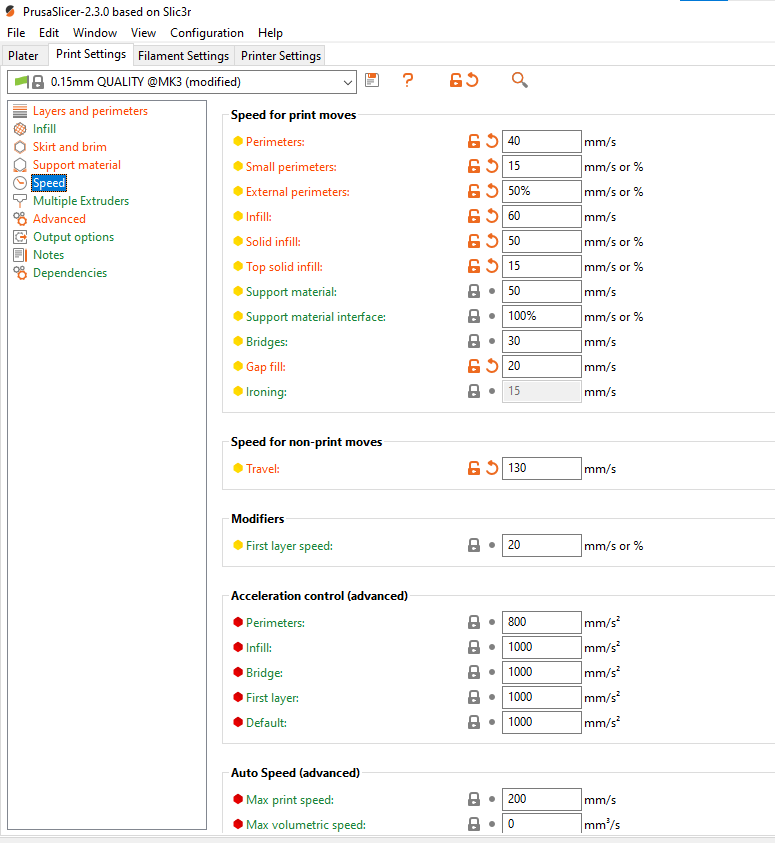
Recently I had to replace the heating cartridge, heating block, heat break, and nozzle. Now I am having issues with these big strings all over the place and end up in the print if I am not babysitting it. I need your help and advice as a newbie and have attached what my print looks like during and after printing and the settings I used. The spool was a brand new one, so there should not be any issues of it absorbing water from the atmosphere. I've played around with the retraction settings but to no end I still have stringing.
Thanks in advanced,
PTI
Best Answer by FoxRun3D:
Did you hot tighten the nozzle at 285 degrees to the heat break so that there's a small gap between nozzle and heater block?
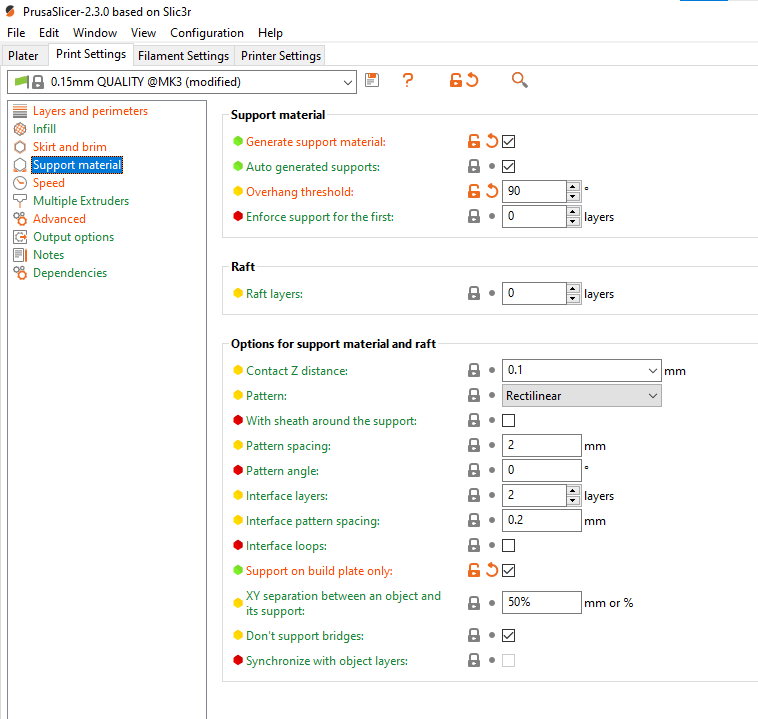
Unrelated, a 0.1 mm Contact Z distance will make the supports hard to come off.
First layer calibration?
Did you run a first layer calibration after you replaced all those parts? Your optimum z-offset might have changed.
Mk3S+,SL1S
first layer
Did you run a first layer calibration after you replaced all those parts? Your optimum z-offset might have changed.
Yes, The first layer calibration has been done and the beginning of the print looks greats and adheres great too.
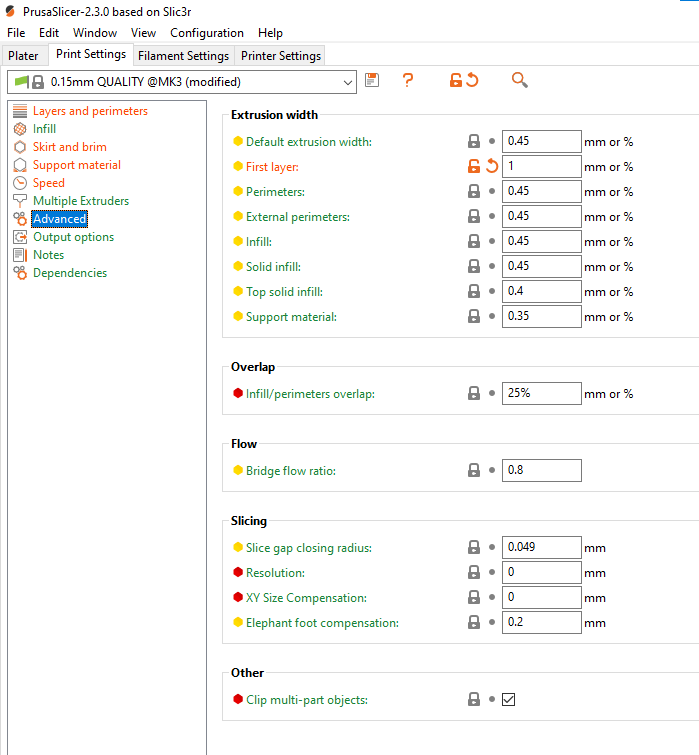
Your first layer height is too big for a 0.4mm nozzle, try again with 0.2mm.
There are visible fingerprints on the print-sheet, clean it with dawn/fairy and plenty of HOT water, rinse well and dry with a fresh paper towel. Handle by the edges only.
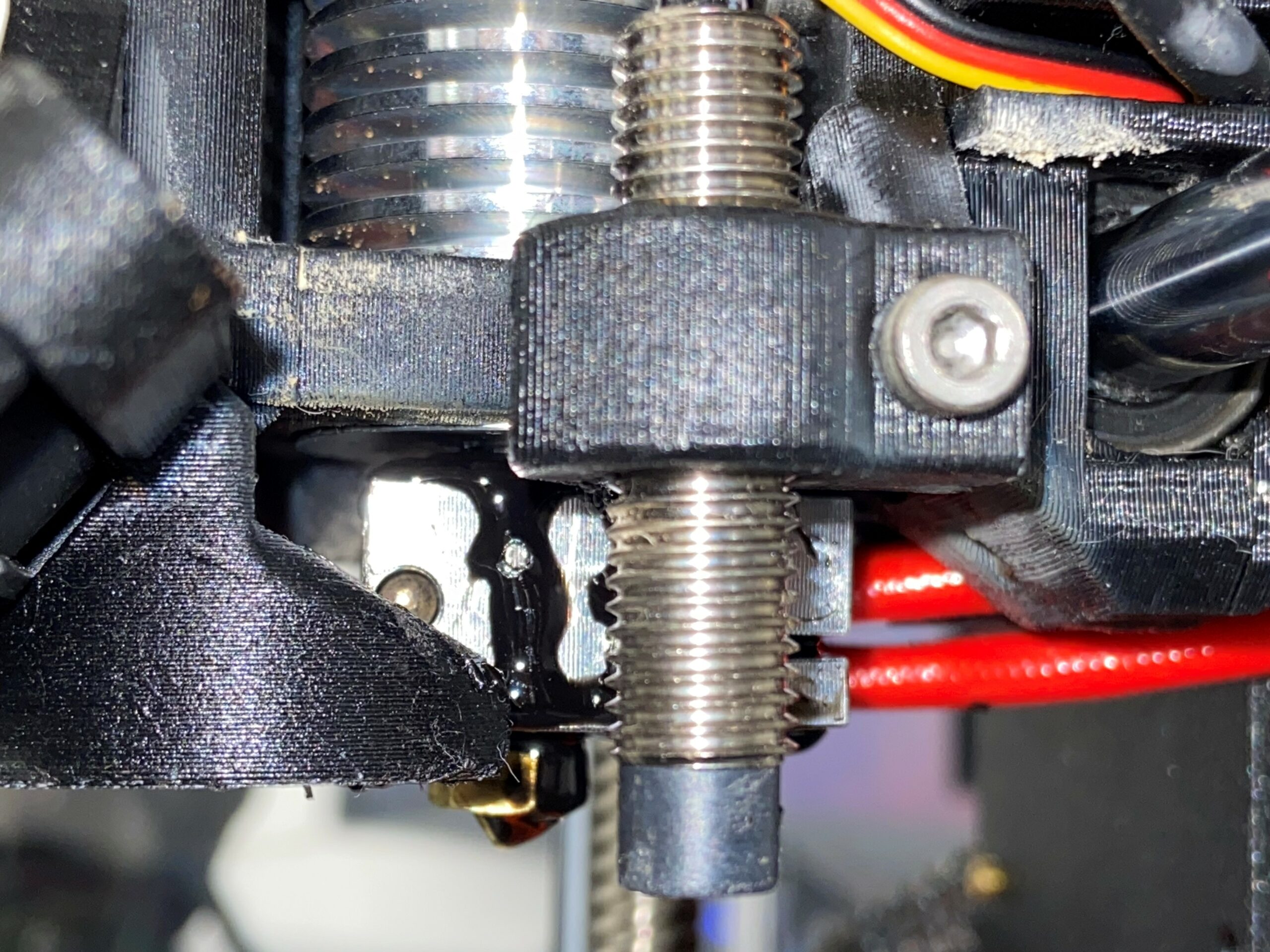
Also, please show us a picture of your nozzle installation.
Cheerio,
RE: Printer extruding large strands that mess up final prints.
Well, I am glad you had me take a picture of the nozzle, because there is the problem. filament is flowing out from the top of the heater block and this is creating the strands I find on the print bed. Looks like I will have to disassemble to truly find out whats going on. Has anyone seen this before?
EDIT: upon further research, I did not tighten when the printer was at temperature and I think this might have caused the oozing.
Did you hot tighten the nozzle at 285 degrees to the heat break so that there's a small gap between nozzle and heater block?
Unrelated, a 0.1 mm Contact Z distance will make the supports hard to come off.
Formerly known on this forum as @fuchsr -- https://foxrun3d.com/
I just did, I did not realize it was needed when I initially put it together. Also thank you about the Contact Z, I was wondering why the support material seemed more intensely stuck.
Typical leak due to poor nozzle seal against heatbreak
Well, I am glad you had me take a picture of the nozzle, because there is the problem. filament is flowing out from the top of the heater block and this is creating the strands I find on the print bed. Looks like I will have to disassemble to truly find out whats going on. Has anyone seen this before?
Yep. That's the typical leak you get went the nozzle has not been properly tightened at 285C.
The instructions for changing nozzles are a bit vague about "the gap". You want to wind up with a small <1mm gap between the nozzle hex and heater block when you're done, but the instructions don't clearly state that you should not be able to fully tighten the nozzle and NOT have that gap. The key when you assemble everything is to make sure the heatbreak pushes firmly up against the nozzle to maintain that < 1mm gap.
You're looking at a bit of cleanup, but it's not a disaster.
As others have said, lower your layer height and I'd get rid of the 1mm 1st layer extrusion width. Keep your extrusion widths within 200% of your nozzle size for best results.