PLA Heat Creep?
Hello everyone,
Sorry for the long post, but hopefully it's comprehensive for my troubleshooting and for others. I assume I've been fighting with heat creep on my (assembled by me new) MK3s (mostly stock except for small changes listed below) for a little over a year, but would like your confirmation and help on fixing. I seem to be able to print ASA with relatively good success/detail (0.15mm layer height and on intricate parts with 0.6mm nozzle) consistently, but want to use my nice supply of PLA. However, if I try to use my PLA, I will get clicks and a jam in the extruder. Typically the jams happen at the same spot in the print with PLA. But if I change the filament to ASA, the prints complete without issue (minus some warping which is usually fixed with a glue stick and painter's tape). I can sometimes get PLA to work if I use larger layer heights like 0.4mm on not very detailed prints and need larger nozzle diameters (0.6mm).
I have tried:
- cold pulls/hot pulls
- extruder temp up/down
- heat bed temp up/down
- both fan speeds up/down
- replaced heatsink fank with Sunon Fans / MF40100V1-1000U-G99
- extruder flow rate up/down
- adjusted z-height up/down
- replaced V6 heatbreak with genuine older E3d V6 heatbreak (surprisingly this didn't help...did I get the wrong one?) (Amazon link)
- replaced PTFE tube
- took apart and rebuilt the extruder 5 times trying to follow Prusa instructions exactly
- cleaned the extruder gears
- re-aligned the extruder gears
- made sure the extruder gear shaft was centered in the housing
- adjusted idler tension
- removed and added thermal paste
- tried various fan shroud designs
- different fill patterns
- different fill ratios
- different PLA filaments/brands/dates (old/new)replaced heater cartridge in extruder
- replaced extruder heater cartridge thermistor
- replaced print bed thermistor
- tried different Prusa Brass nozzles, .2mm, .45mm, and .6mm.
- Increased/decreased ambient temperature
- tried an enclosure
- adjusted gap between heater and nozzle
- cleaned heatsink and fan of dust
- Tried different firmware, from Prusa, with different motor hold torque (thought maybe the stepper is heating up the filament too much- this worked a little better, but definitely didn't fix the issue).
- increased/decreased retraction speed
- increased/decreased "minimum travel after retraction"
I typically print with a lower fan speed b/c the thermal limit error goes off (it cools the print bed too much it seems).
In conclusion, I'm still jamming and clicking when using PLA, but don't seem to have these problems with ASA.
Any thoughts on more things to try? I'm getting desperate enough to buy a different extruder, but don't want to stick a bandaid on it if I'm not fixing the problem. However, I'm wondering if something like an E3D Revo will fix this the easiest due to the nozzle design. In the end, like everyone I assume, I really just want to find a solution to print reliably and not spend time trying to fix my printer when I find time to print.
Pictures show white Prusament PLA and black Filament One ASA.
Code is for the Belt Tensioner (PLA .15, PLA .40, ASA .15 corresponding to the attached picture).
Thanks for reading!
MH
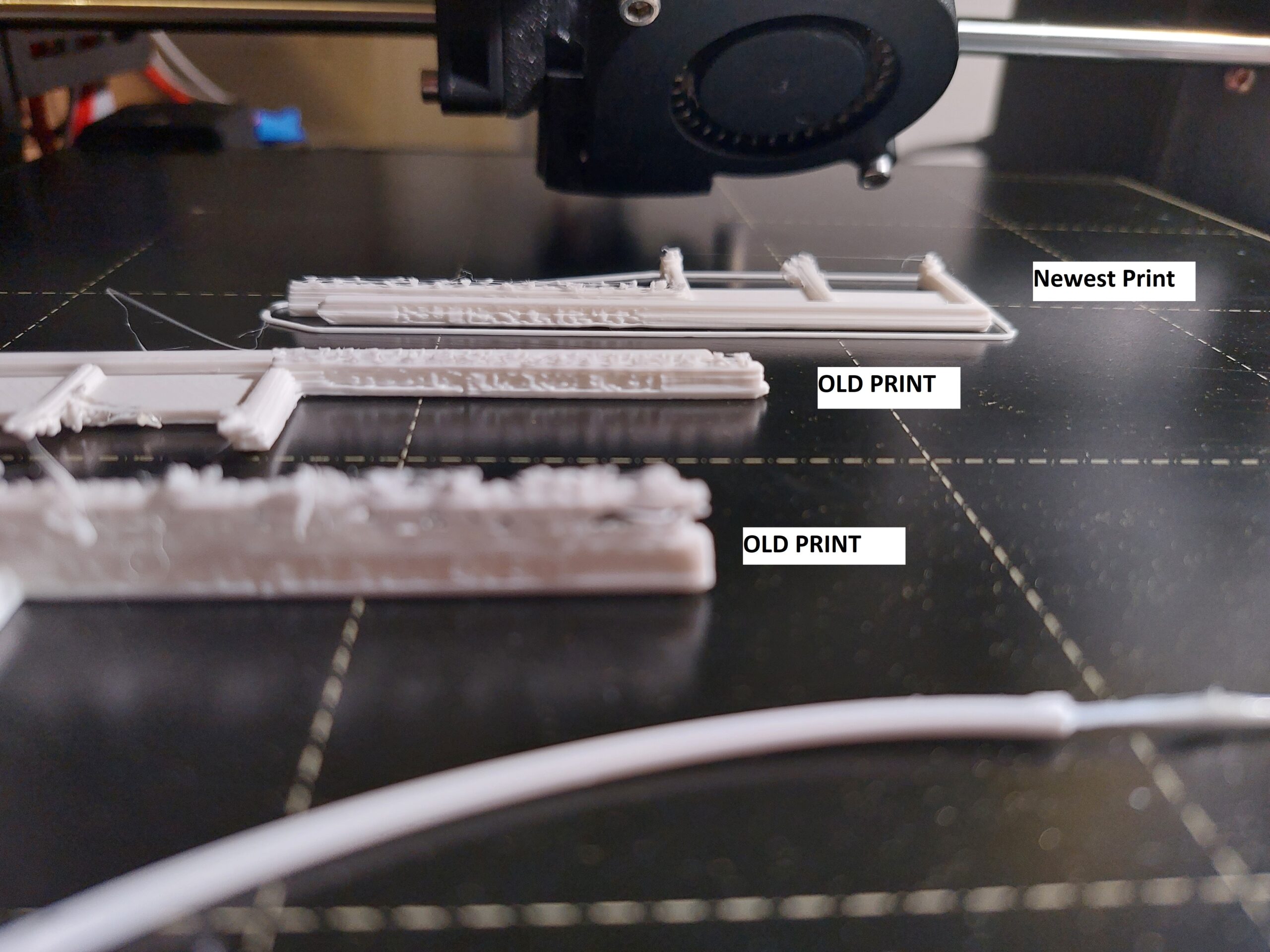
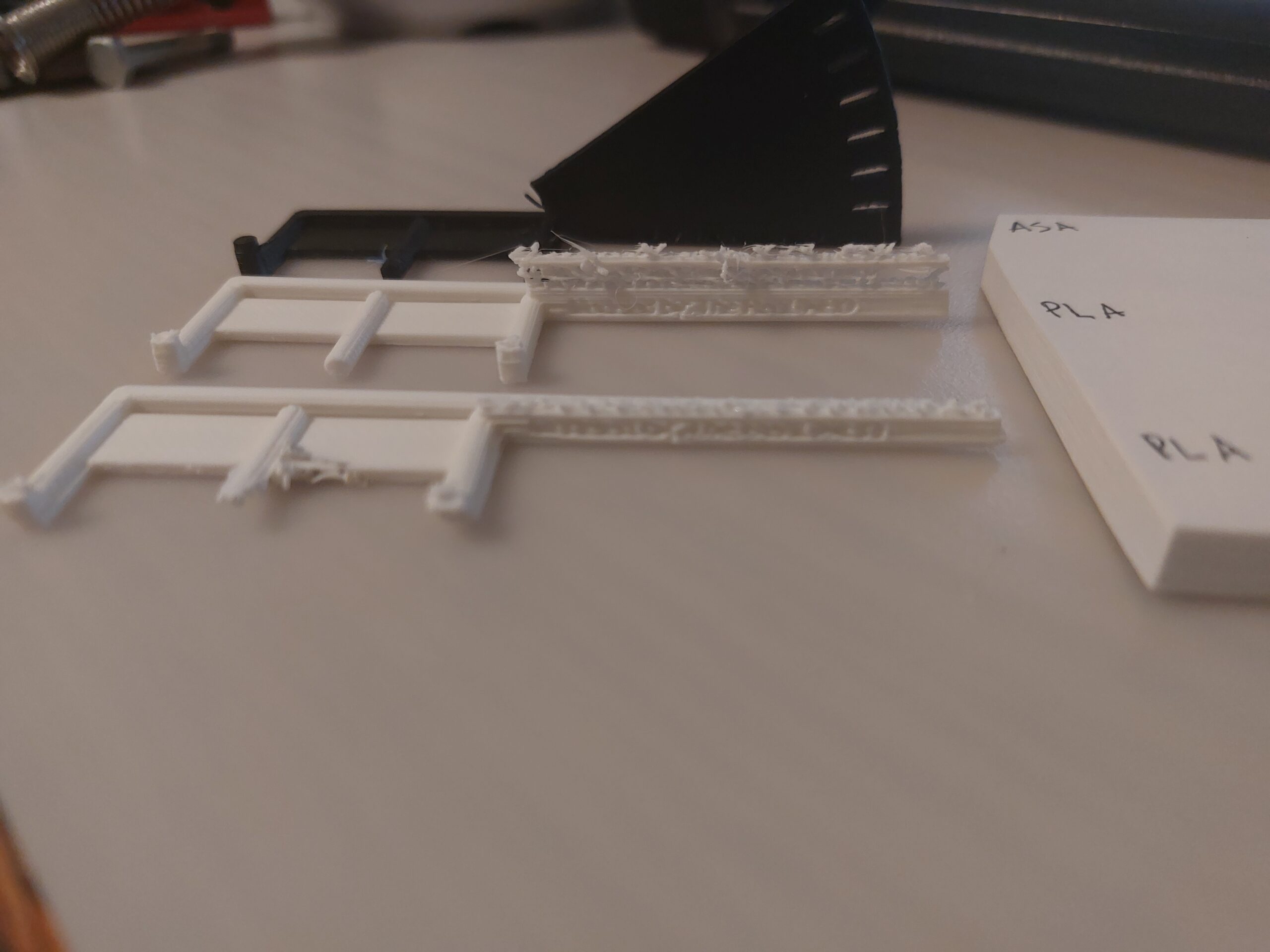 Shows 2 failed PLA prints (.15mm & .40mm layer height) with a successful .15mm layer height ASA.
Shows 2 failed PLA prints (.15mm & .40mm layer height) with a successful .15mm layer height ASA.  Shows to failed PLA attempts and the completed ASA.
Shows to failed PLA attempts and the completed ASA.  Shows multiple layer issues in the white PLA and completed ASA.
Shows multiple layer issues in the white PLA and completed ASA.
RE: PLA Heat Creep?
Here are three pictures showing the PLA vs ASA- I don't think they came through on the first post.
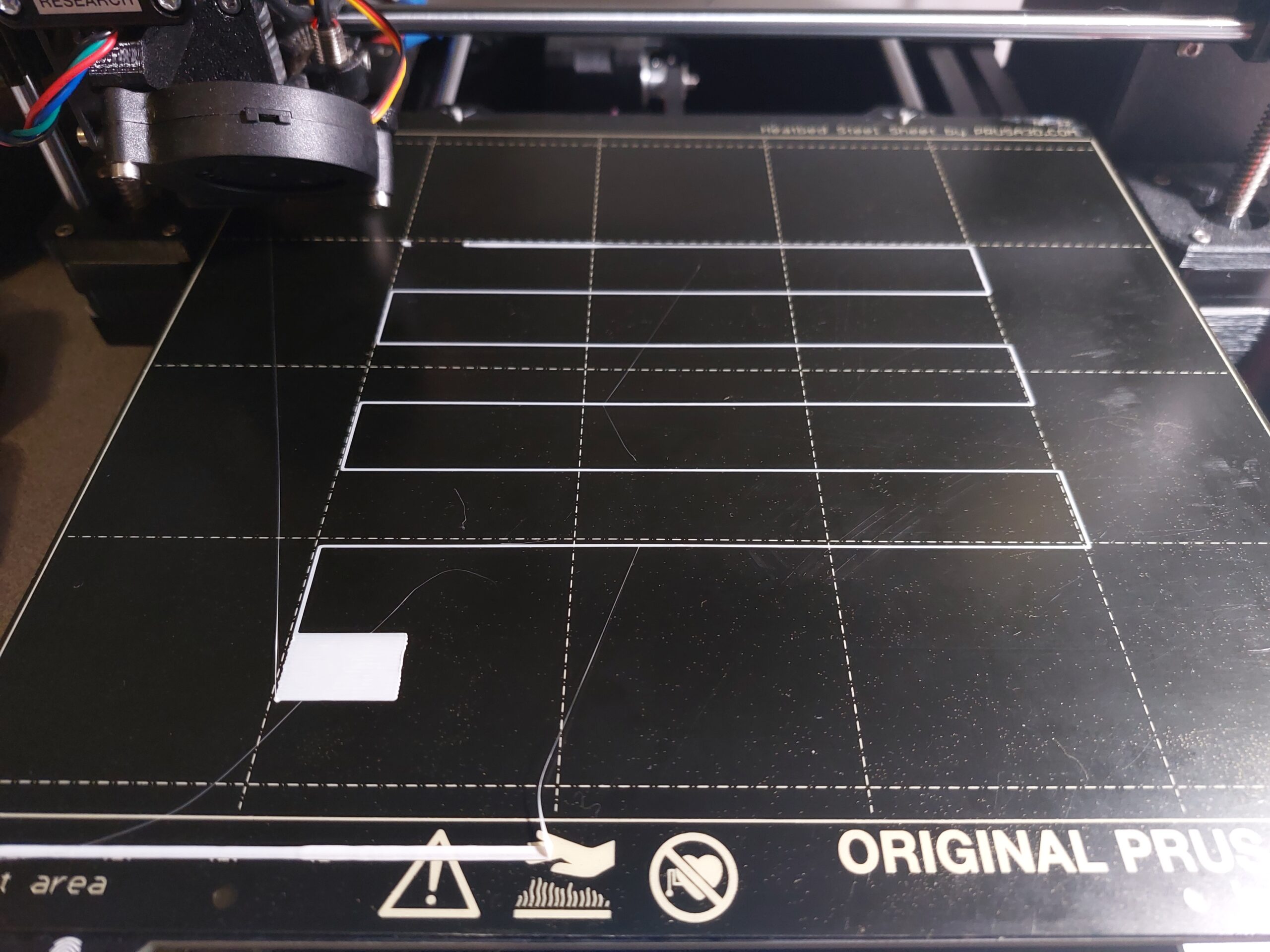
Belt Tension Gauge:
Plate:
Frame:
Your filament is damp. Dry it.
Restore default PLA settings. (White is always a tricky colour, you may need to add 5- 10 degrees but try defaults first.)
Get rid of the blue tape and give the print sheet a thorough clean.
Without the tape the thickness will change, run a first layer Z calibration and show us the result *on the print sheet*
Throw away those belt guages - the print is designed for Prusament PETG - I suspect you may indeed have a belt tension issue but those guages won't help.
If you do get clicking with dry filament try adjusting the idler tension...
Then come back and show us how it's going...
Cheerio,
RE: PLA Heat Creep?
Thank you. I'll give that a go and come back and post.
RE: PLA Heat Creep?
Are you printing in an enclosure/confined spaced? My MK3S does the same thing when i print in my enclosure with the door closed. If I open door, prints fine.
Unpopular opinion but I don't like PLA. I print mainly PETG these days.
RE: PLA Heat Creep?
- I heated up white PLA filament to 45 C for 4 hours
- Reset default settings.
- Removed blue tape and cleaned build plate
- adjusted z-height through Prusa Calibration (attached)
- Printed belt tension model with new settings (for comparison with previous models and because this is a quick/easy/good model for jamming)
- No clicking initially. However, during the approximate same spot of earlier failed prints, some clicking occurred and I adjusted the idler tension. Soft clicking continued and filament eventually jammed (Print attached).
No enclosure has been used for some time as it hasn't been needed except for ASA many months ago to prevent warping. It's understandable how PLA is not preferred.
Thanks!
MH

BELT GAUGE, DEFAULT PLA SETTINGS
RE: PLA Heat Creep?
Although I can't see why there should be a difference between ASA and PLA, but have you considered a partially clogged nozzle?
I had a similar issue with a PLA brand recently, cold pulls seemed decent but weren't. Nicely heated nozzle and poke around with an acupuncture needle released a glob of dirty plastic and everything works fine since.
I just saw you basically re-built the flow path multiple times. Still could some of the nozzles have retained a small amount of ASA which acted as a flow restriction for lower temp PLA and thus started a pressure build up?
When I was struggling with the partial clog the fact that I needed way more force than expected to manually push the filament through for the cold pulls finally pointed me in the right direction.