Layers are starting "late" causing a very large seam
Hi everyone!
Long time reader first time question-asker!
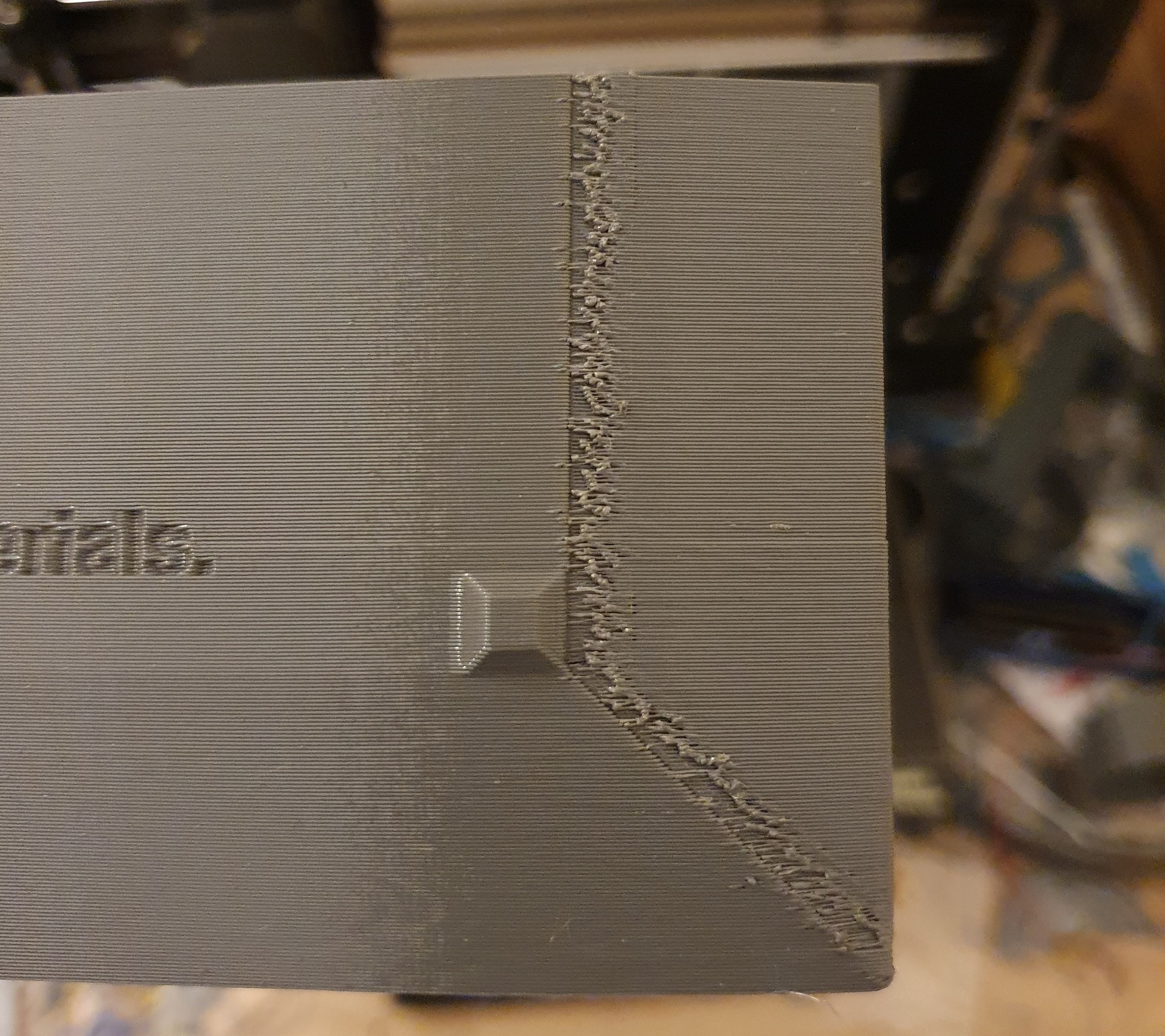
I'm getting a problem at the seam where there's a large gap at the start of the perimeter. It's like the filament does not get extruded for the first few millimetres (see photos). Has anyone seen this before and do you have any ideas on how to fix it?

Current settings are:
Mk3 | 0.6mm Nozzle | PETG | 230deg | 1.4mm Retraction | Default Linear Advance
I tried replacing the nozzle, going to higher temps, decreasing retraction, all to no success. Any ideas would be amazing if you can think of anything it could be, thanks!
Josh
RE: Layers are starting "late" causing a very large seam
Are you using PrusaSlicer? I've seen similar problems using coasting and other anti-stringing measures with other slicers. Does the problem remain if you move the seam to a corner with nearest or aligned?
If you save your part & settings off in a 3MF project file, zip it up, and attach it to a reply here, we can examine your settings and the part specifics and make better suggestions.
and miscellaneous other tech projects
He is intelligent, but not experienced. His pattern indicates two dimensional thinking. -- Spock in Star Trek: The Wrath of Khan Unfortunately,…
RE: Layers are starting "late" causing a very large seam
by any chance do you have "detect thin walls" ticked? in Print settings/ layers and perimeters - quality window.
The Filament Whisperer
RE: Layers are starting "late" causing a very large seam
Hey @swiss_cheese I don't have Detect Thin Walls checked.
@bobstro Yep I'm using Prusa Slicer. The problem is there whenever the seam is in one place, however if I put it on "random" then I don't get the bad seam, but you can see a lot of "bumps/marks" all around the print (I assume where the same problem is still happening, but just getting slightly covered up by the next layer.
I've attached the 3MF in a Zip, thanks so much for the help!
Josh
RE: Layers are starting "late" causing a very large seam
Hey
I have the exact same issue when printing pretty much any PETG.
To me it looks like after a retraction there extrusion is not consistent at the beginning and the material is not bonding properly to the layer below instead dragging a couple of millimeters.
The solution I have found is to ad some 0.4mm "extra length on restart"