IN SEARCH OF: Optimized external perimeter speeds
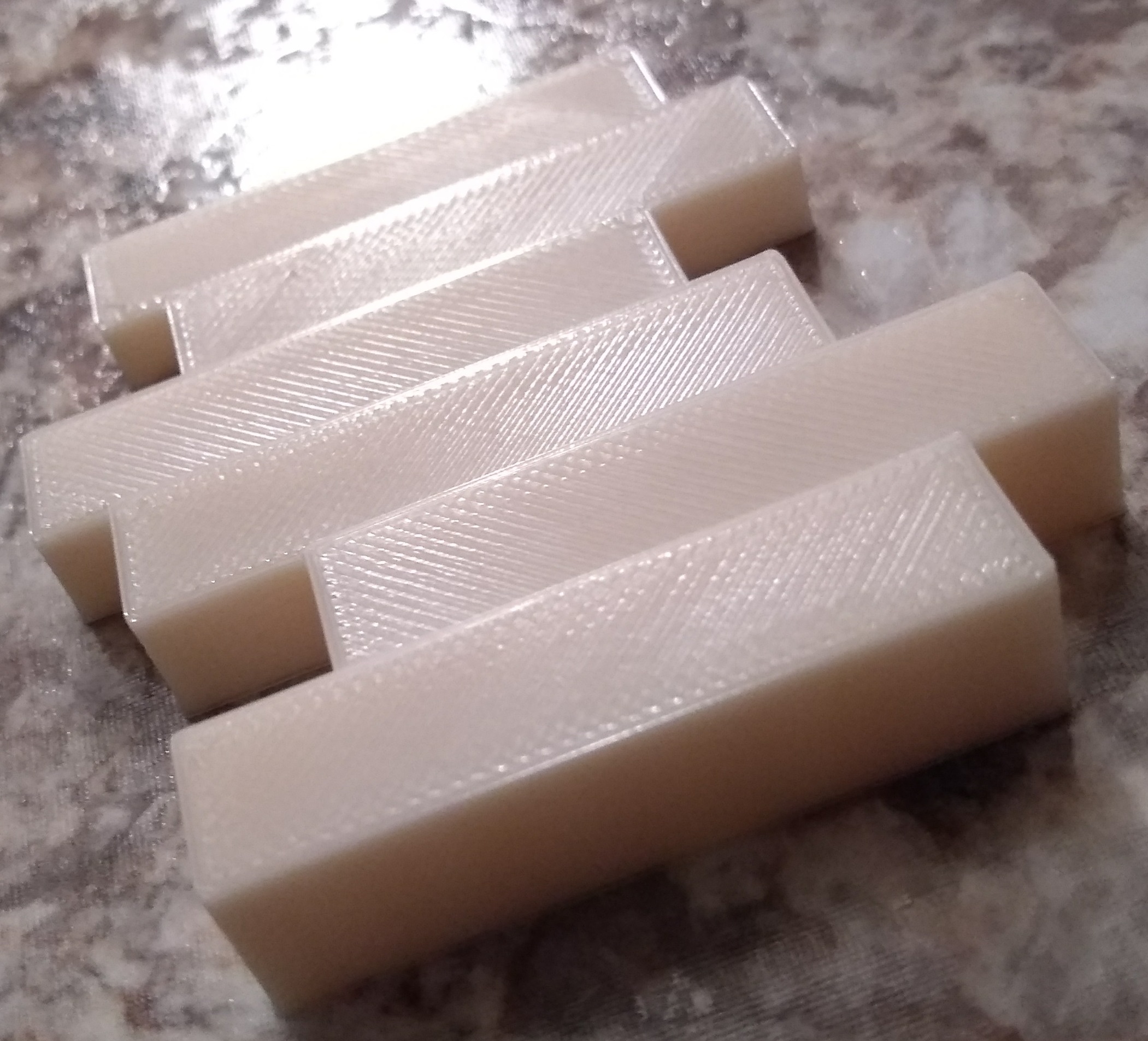
After some great feedback and prodding from our community, I got my Linear Advance calibration process pretty well worked out. I next wanted to see the effects of external perimeter speeds on otherwise identical prints. I created a 10-step tower and starting at 15mm/s, increased speeds by 5mm/s for each step. I created both hollow and solid towers, with the solid tower appearing in the top of each pic. Here are screenshots showing the process:
Tower creation with layer modifiers:

Speed results:

Looking at the face printed along the X-axis:

Looking at the left side along the Y axis:

Looking at the right side along the Y axis:

Finally, looking from the rear along X:

Nothing too earth-shattering, but when developing Quality versus Speed settings:
Other things to try:
I've attached project and gcode files if anybody would like to try at home.
and miscellaneous other tech projects
He is intelligent, but not experienced. His pattern indicates two dimensional thinking. -- Spock in Star Trek: The Wrath of Khan Unfortunately,…
Re: IN SEARCH OF: Optimized external perimeter speeds
I found start speed (jerk) and acceleration to be as important as actual print speed.
Re: IN SEARCH OF: Optimized external perimeter speeds
I found start speed (jerk) and acceleration to be as important as actual print speed.
I've actually done some testing with Jerk & Acceleration towers, but they require upping external perimeter speeds to 60 or so to show much benefit. I'm going to try adjusting them in conjunction with external speed tweaks. I'm wondering if it's possible to get 40-45mm/s external perimeters smoothed out.
I was surprised at how little internal perimeters and infill matter to the final finish. I thought there'd be some cumulative effect, but I'm not seeing it.
and miscellaneous other tech projects
He is intelligent, but not experienced. His pattern indicates two dimensional thinking. -- Spock in Star Trek: The Wrath of Khan Unfortunately,…
Re: IN SEARCH OF: Optimized external perimeter speeds
I was surprised at how little internal perimeters and infill matter to the final finish. I thought there'd be some cumulative effect, but I'm not seeing it.
Top layer bleed through is where prior layers really show.
Re: IN SEARCH OF: Optimized external perimeter speeds
[...] Top layer bleed through is where prior layers really show.
I'm thinking a staircase-looking test part with a good-sized flat surface at each layer is the way to go, but it'll be a big print with too many levels. Perhaps built-in supports will help. Something new to try in OpenSCAD.
Probably easier to create several flat-ish tiles and add speed modifiers to each.
and miscellaneous other tech projects
He is intelligent, but not experienced. His pattern indicates two dimensional thinking. -- Spock in Star Trek: The Wrath of Khan Unfortunately,…
Re: IN SEARCH OF: Optimized external perimeter speeds
I'm thinking a staircase-looking test part ...
I think it'd be tough to do all in one: since sub-layer 1 affects top layer, sub layer must be printed slower along with top layer.
TL = slowest / SL1 =slower / SL2 = slow ...
Could be done using short stacks for top surface, say 3 top layers. Change speed on height, and have a staircase of 10 x 40 to allow accel tests on the perimeters.
Hard part is changing just the infill and top infill speed ... can't find a gcode command for that.
Re: IN SEARCH OF: Optimized external perimeter speeds
That can be done with the modifier parts. I'm thinking low cubes around the bed, each with modifiers to change infill speeds. I'll have to do some experimenting to find a reasonable size that lets the nozzle come up to speed on infill.
[...] Hard part is changing just the infill and top infill speed ... can't find a gcode command for that.
Acceleration will require gcode and disabling the print setting acceleration settings by zeroing them out. I've got that part working.
and miscellaneous other tech projects
He is intelligent, but not experienced. His pattern indicates two dimensional thinking. -- Spock in Star Trek: The Wrath of Khan Unfortunately,…
Re: IN SEARCH OF: Optimized external perimeter speeds
I'll have to do some experimenting to find a reasonable size that lets the nozzle come up to speed on infill.
Make the infill perpendicular to the length ... allows for thin long sections at full speed. Make sure there are holes to mess with slice traces. Honestly, top layer quality at speed is the least of the troubles: mostly when the slicer does something silly. Just did a simple test from 100 mm/s down to 50 mm/s , and can't see any difference.
RE: IN SEARCH OF: Optimized external perimeter speeds
Being new to the forum I hope my silly question will not be frowned upon - but where do I get my hands on the “attached” g-code file. I just can’t find it anywhere.
Thanks in advance.
RE: IN SEARCH OF: Optimized external perimeter speeds
Unfortunately a lot of stuff got lost in the transition to the new form this week. I can re-generate the code easily enough. Do you have a range of LA values you want to test? Overly-tall towers take a long time to print.
and miscellaneous other tech projects
He is intelligent, but not experienced. His pattern indicates two dimensional thinking. -- Spock in Star Trek: The Wrath of Khan Unfortunately,…
RE: IN SEARCH OF: Optimized external perimeter speeds
Hi,
I think the range you’ve shown here (15-60 mm/sec) will be a very good starting point. It will probably show my printers sweet-spot.
If I need to test other speeds I guess I could simply do a simple replace of the different speeds in a text processor. Maybe you can give a hint to what I should search for.
Thanks a lot for your helpfulness. 😊
RE: IN SEARCH OF: Optimized external perimeter speeds
I'd be quite curious to try your gcode (or play with your project), too. I've upgraded my MK3R3 quite a bit and would like to compare if the resonances (your reason for ghosting getting worse around 30mm/sec) are better or not. Also, since I'm hunting the smaller aesthetic issues in prints now, Linear Advance tuning is also something that I'll need to look into.
RE: IN SEARCH OF: Optimized external perimeter speeds
I think the range you’ve shown here (15-60 mm/sec) will be a very good starting point. It will probably show my printers sweet-spot.
If I need to test other speeds I guess I could simply do a simple replace of the different speeds in a text processor. Maybe you can give a hint to what I should search for.
I've uploaded some basic notes here on using modifiers for some settings in Slic3rPE. You can change speeds easily using that template. The notes are a little rough, but hopefully it's enough to get you started. Let me know if you have any questions. I'll try to get that page updated soon.
and miscellaneous other tech projects
He is intelligent, but not experienced. His pattern indicates two dimensional thinking. -- Spock in Star Trek: The Wrath of Khan Unfortunately,…
RE: IN SEARCH OF: Optimized external perimeter speeds
I'd be quite curious to try your gcode (or play with your project), too. I've upgraded my MK3R3 quite a bit and would like to compare if the resonances (your reason for ghosting getting worse around 30mm/sec) are better or not. Also, since I'm hunting the smaller aesthetic issues in prints now, Linear Advance tuning is also something that I'll need to look into.
The example here will get you started with speeds and things you can set in Slic3rPE easily. Setting Linear Advance and other settings requires a somewhat different technique using gcode. I'll try to put together some notes on that soon. Please let me know if you have any questions.
and miscellaneous other tech projects
He is intelligent, but not experienced. His pattern indicates two dimensional thinking. -- Spock in Star Trek: The Wrath of Khan Unfortunately,…
RE: IN SEARCH OF: Optimized external perimeter speeds
Ah -yes of course - you are using modifiers - why didn't I think of that ???
Anyway thanks a lot for pointing me in the right direction - I am looking forward to some testing om my MK3S early next week - unfortunately I'm busy the next few days - can hardly wait.
I think your observation, that the external perimeter speed is so important, is worth praise in itself. 🙂
Again - thanks a lot.
RE: IN SEARCH OF: Optimized external perimeter speeds
... and you are of course aware of Matt's Hub when it comes to Linear Advance tuning - right ?
If not here's a link: https://mattshub.com/2017/10/02/linear-advance/
It helped me get very fine seams on my prints.
RE: IN SEARCH OF: Optimized external perimeter speeds
Sorry - last post was to Vojtech-p6 !
RE: IN SEARCH OF: Optimized external perimeter speeds
I'd be quite curious to try your gcode (or play with your project), too. I've upgraded my MK3R3 quite a bit and would like to compare if the resonances (your reason for ghosting getting worse around 30mm/sec) are better or not. Also, since I'm hunting the smaller aesthetic issues in prints now, Linear Advance tuning is also something that I'll need to look into.
I've attached an AMF that includes the 17 level Linear Advance test tower and associated settings. The Before layer change gcode contains all the magic for setting Linear Advance at each level. You can use essentially the same technique for testing changes in acceleration and jerk. I can easily generate some towers with the appropriate levels for those tests if you like.
I've used the gcode from Matt's Hub and the Marlin test generator but I had some of the same problem as with the on-board Live-Z adjustment. Looking at a single extrusion tells you some things, but doesn't really show what impact changes have on adjacent layers. I find these bigger (and admittedly slower) prints useful for getting a feel for all of the impacts changing settings have on a complete print. The original thread describing these (gcode-driven) tests is here.
and miscellaneous other tech projects
He is intelligent, but not experienced. His pattern indicates two dimensional thinking. -- Spock in Star Trek: The Wrath of Khan Unfortunately,…
RE: IN SEARCH OF: Optimized external perimeter speeds
Sorry - last post was to Vojtech-p6 !
Thanks! No, I haven't used the Matt's Hub Linear Advance tuning yet. And yes, getting the seams tighter, particularly with some materials and when doing external perimeters first would be great. I'll give it a try.