Filament doesn't extrude quick enough when bridging first strand
Hi all,
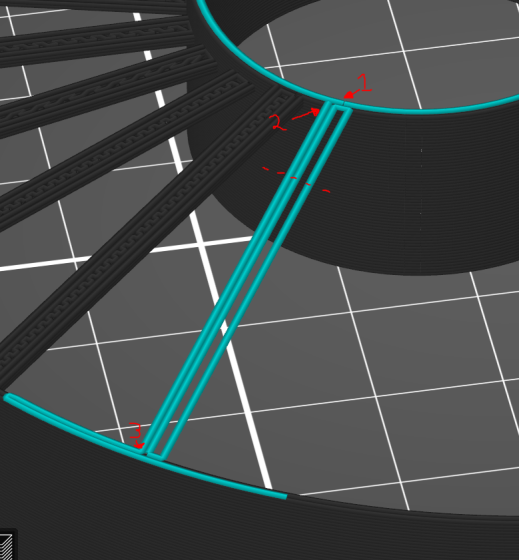
I've spent some time trying to dial in my bridging and I believe I'm in a pretty good place my only problem is that when the nozzle does a layer and its completed (1) and the bridge is to start (2) the retraction means that the nozzle travels 5+ mm before anything comes out in a decent volume and this means that the bridge is not anchored to anything so it just drops and lands on the opposite side of the print (3) the bridging seems fine but it's only if the bridge is the very start of a move where there has been some retraction I get these fails.
Any ideas what I could try?
MK3S with MMU
0.6mm nozzle
Volcano hot end
Prusa Slicer 2.3.0 Alpha
Thanks in advance.
RE: Filament doesn't extrude quick enough when bridging first strand
I would reduce the retraction values (0.6mm), increase the bridge feed and the fanspeed (bridge speed), also lower flow (%).
https://help.prusa3d.com/en/article/poor-bridging_1802
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Filament doesn't extrude quick enough when bridging first strand
I would reduce the retraction values (0.6mm), increase the bridge feed and the fanspeed (bridge speed), also lower flow (%).
https://help.prusa3d.com/en/article/poor-bridging_1802
I'll deffenitely tackle the retraction values,
Here's what settings I'm on right now as they seem counter intuitive to what you've said so your 2c would be great as I felt I was getting my best bridges (with PETG 0.3mm layers) with the below.
* Extrusion Multiplier: 0.97
* Print temp first layer 225: Other 220
* Bridge Fan speed 100%
* Bridge Speed 35mm/s
* Bridge Flow Ratio 0.7
I know my temp is a little low but with the larger melt zone I was seeing overmelt that caused over extrusion so I feel the lower temp and lower EM have put me in the right place.