Re: [Testers Needed] Inconsistent Extrusion
That said, I know where interpolation is hard coded and have turned it off before (no mistake, WAY louder lol). I'll also check if the microstep setting does anything. Pretty sure it does, because Prusa has swapped it back and forth a few times.
Will post back in a few with results.
Turn that off too. I think that is "contributing" but not "causing", if that makes sense. Not sure if it would make a difference, but I just want to try to rule out "weak steps" vs "strong steps".
Cause doing this 3.5:1 has fixed the issue completely. (at least I can't see it) And it's not "3.5x" less either. I could see it if it was still there.
Hi, I'm Sean. I used to work on CNC machines.
I try to not make mistakes, but the decision is YOURS.
Please feel free to donate to my filament/maintance fund.
Re: [Testers Needed] Inconsistent Extrusion
That said, I know where interpolation is hard coded and have turned it off before (no mistake, WAY louder lol). I'll also check if the microstep setting does anything. Pretty sure it does, because Prusa has swapped it back and forth a few times.
Will post back in a few with results.
Turn that off too. I think that is "contributing" but not "causing", if that makes sense. Not sure if it would make a difference, but I just want to try to rule out "weak steps" vs "strong steps".
Cause doing this 3.5:1 has fixed the issue completely. (at least I can't see it) And it's not "3.5x" less either. I could see it if it was still there.
Intpol off on all steppers (confirmed, very loud). 8 microstep, also had to drop step count to 70/mm (from 280/mm). No change, and moire still there with no change.
Gonna start looking at the other tmc2130 hard coded features they have, see if I can make it change.
My MK3 Parts: [Bowden] [New Shoes] [TPU Micro Springs]
Re: [Testers Needed] Inconsistent Extrusion
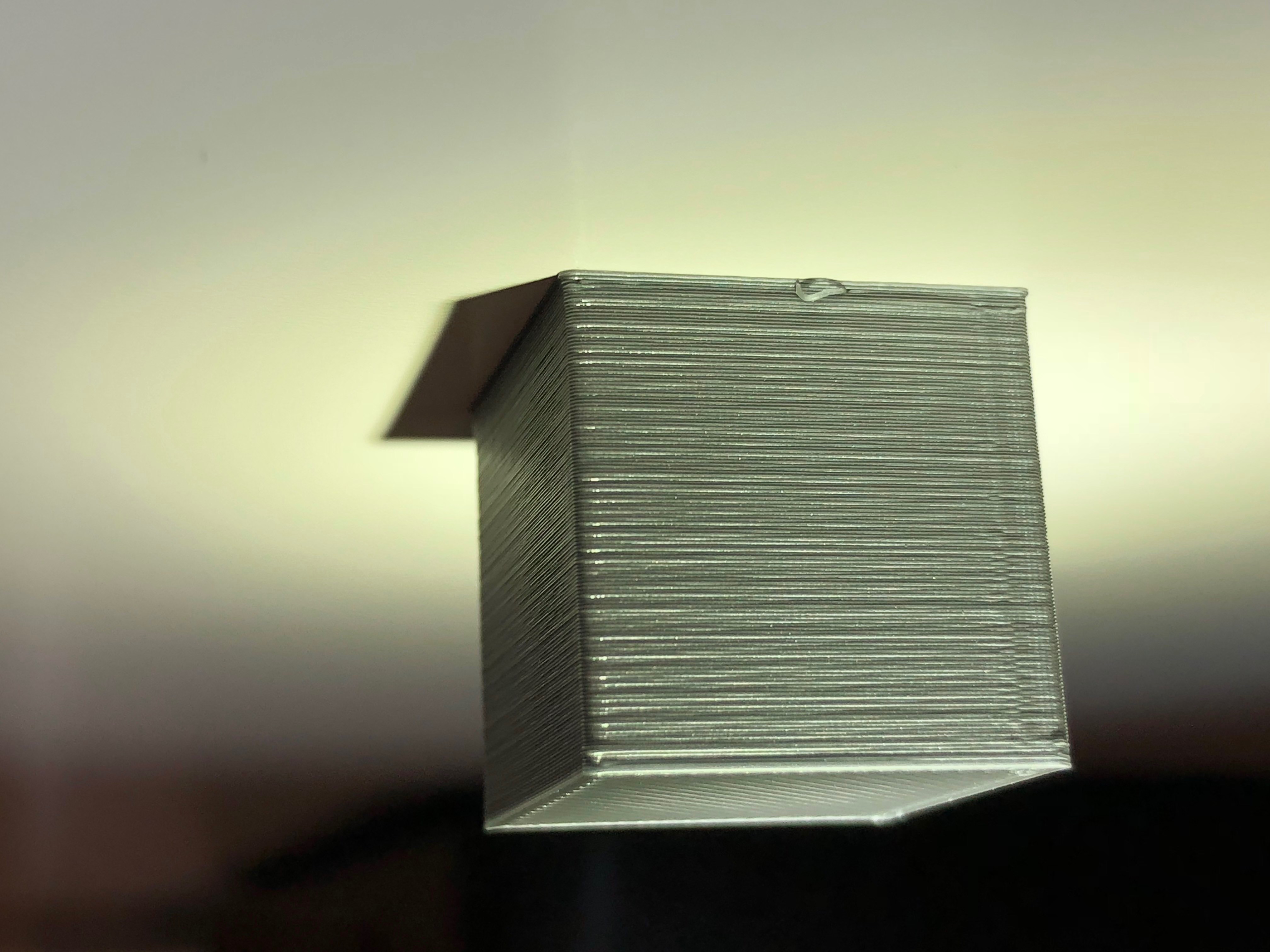
Here is mine. Sorry, it's got a top and bottom. Also, sorry that it's upside down. Not sure how that happened.
Re: [Testers Needed] Inconsistent Extrusion
Think I just found part of this, definitely something going on temp/cooling related. Here's one of my previous cubes:

Here you can see the usual moire, but you can also see random fat lines.
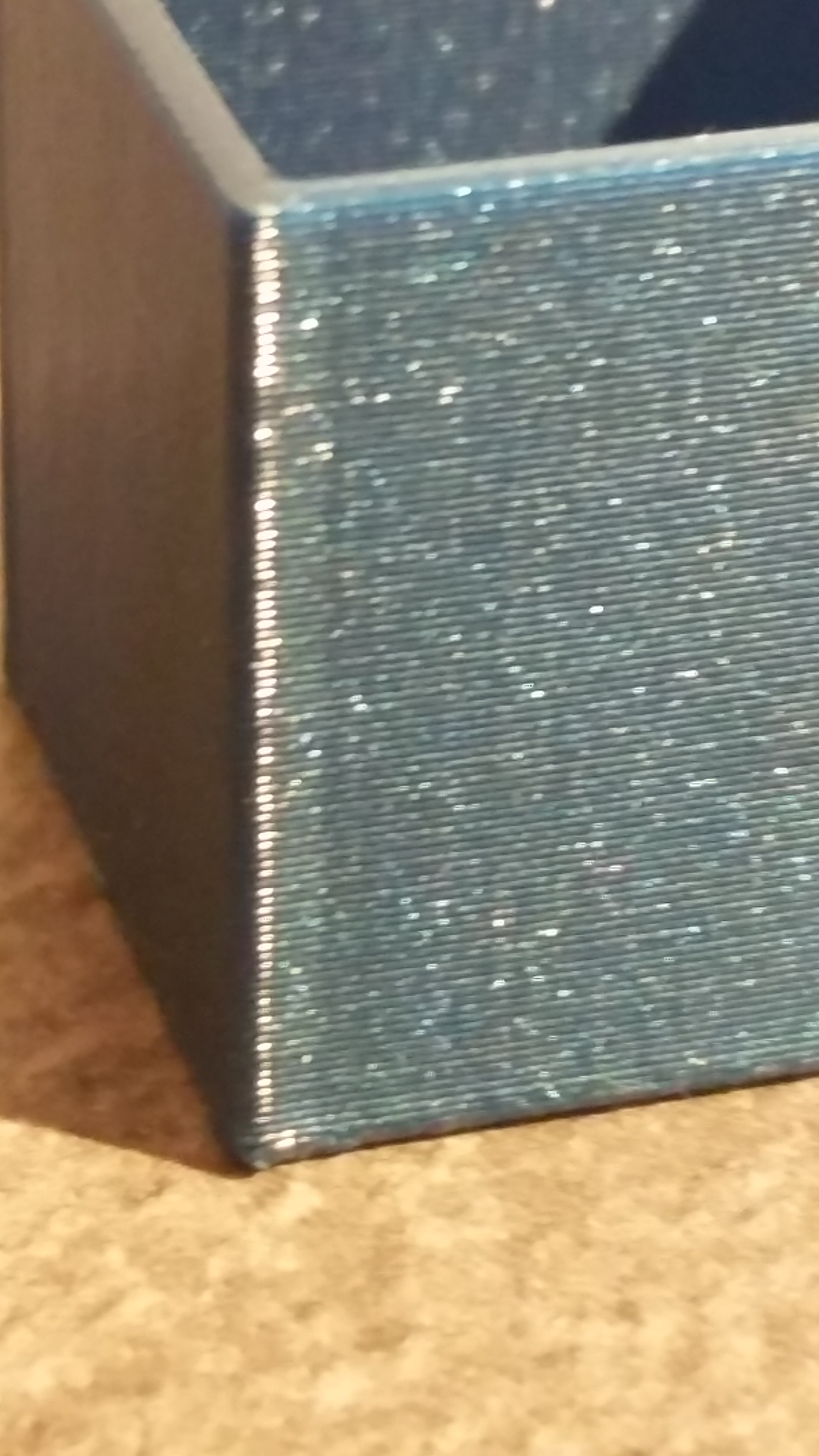
I noticed that turning the heat up seemed to have a lessening effect, so I printed another at 215 with fan OFF:

You can see now we're dealing with more pure moire than random fat/narrow lines. The camera doesn't do it justice, looking back/forth between this and another piece and it's night and day.
At this point I am leaning towards the cooling being even more horrible and hitting the nozzle enough that it's causing variations in flow. Can you guys try your same sample one wall cubes at 215 with no fan, see how it compares to your old tests in person?
In the meantime I am going to start playing with 3.2.0 alpha and linearity correction on this test with 215+no fan. See if I can get the moire to go away too.
My MK3 Parts: [Bowden] [New Shoes] [TPU Micro Springs]
Re: [Testers Needed] Inconsistent Extrusion
At this point I am leaning towards the cooling being even more horrible and hitting the nozzle enough that it's causing variations in flow. Can you guys try your same sample one wall cubes at 215 with no fan, see how it compares to your old tests in person?
Mine is absolutely terrible, so bad I suspect I might have something else influencing it. I may have lost track of changes and need to regroup...
Re: [Testers Needed] Inconsistent Extrusion
At this point I am leaning towards the cooling being even more horrible and hitting the nozzle enough that it's causing variations in flow. Can you guys try your same sample one wall cubes at 215 with no fan, see how it compares to your old tests in person?
Mine is absolutely terrible, so bad I suspect I might have something else influencing it. I may have lost track of changes and need to regroup...
OK, here we are, definitely had some other issues first try. This is - s3d - fan switched off half-way up wall (at the mark).
Re: [Testers Needed] Inconsistent Extrusion
Well, there's no doubt it's affecting it, just a change we can't expect to have going during prints.
At this point I give up. No responses from Prusa on the issue, nothing I try seems to change it. I don't need a second job. Check back with you guys when new firmware drops, assuming I haven't ebay'd this thing off in the meantime.
My MK3 Parts: [Bowden] [New Shoes] [TPU Micro Springs]
Re: [Testers Needed] Inconsistent Extrusion
Just wanted to add my "Me too" to this topic.
As you can see by the picture, they're not single wall cubes, but I've noticed that issue weeks and weeks and weeks ago and have been tweaking settings here and there, trying to see if it's something in the slicer.... I used both Slic3r and Simplify3D to make these cubes. And thsse aren't exactly all of the cubes I've printed either.
I know the ones on the bottom are a bit blurry, but they all have signs of inconsistent extrusion.
Re: [Testers Needed] Inconsistent Extrusion
I don't have my MK3 yet but can someone take a slow motion video of both the hot end as it extrudes in a straight line and the filament being fed (maybe with marker on the filament or one of those magnetic pinwheels on the E stepper or even the bondtech gear rotating if possible)? We should be able to at least pinpoint exactly where the issue is coming from (most people assuming it's missing steps on the E steeper motor). Also if it is missing steps from the E stepper motor could someone cold feed large amounts of filament without a nozzle attached so we can see the missing steps easier? It could possibly be from back pressure and not have the same issue when just cold feeding but it might help narrow down the issue.
Not sure if any of these ideas are worthwhile but without my kit I am unable to help without just spitballing ideas.
Re: [Testers Needed] Inconsistent Extrusion
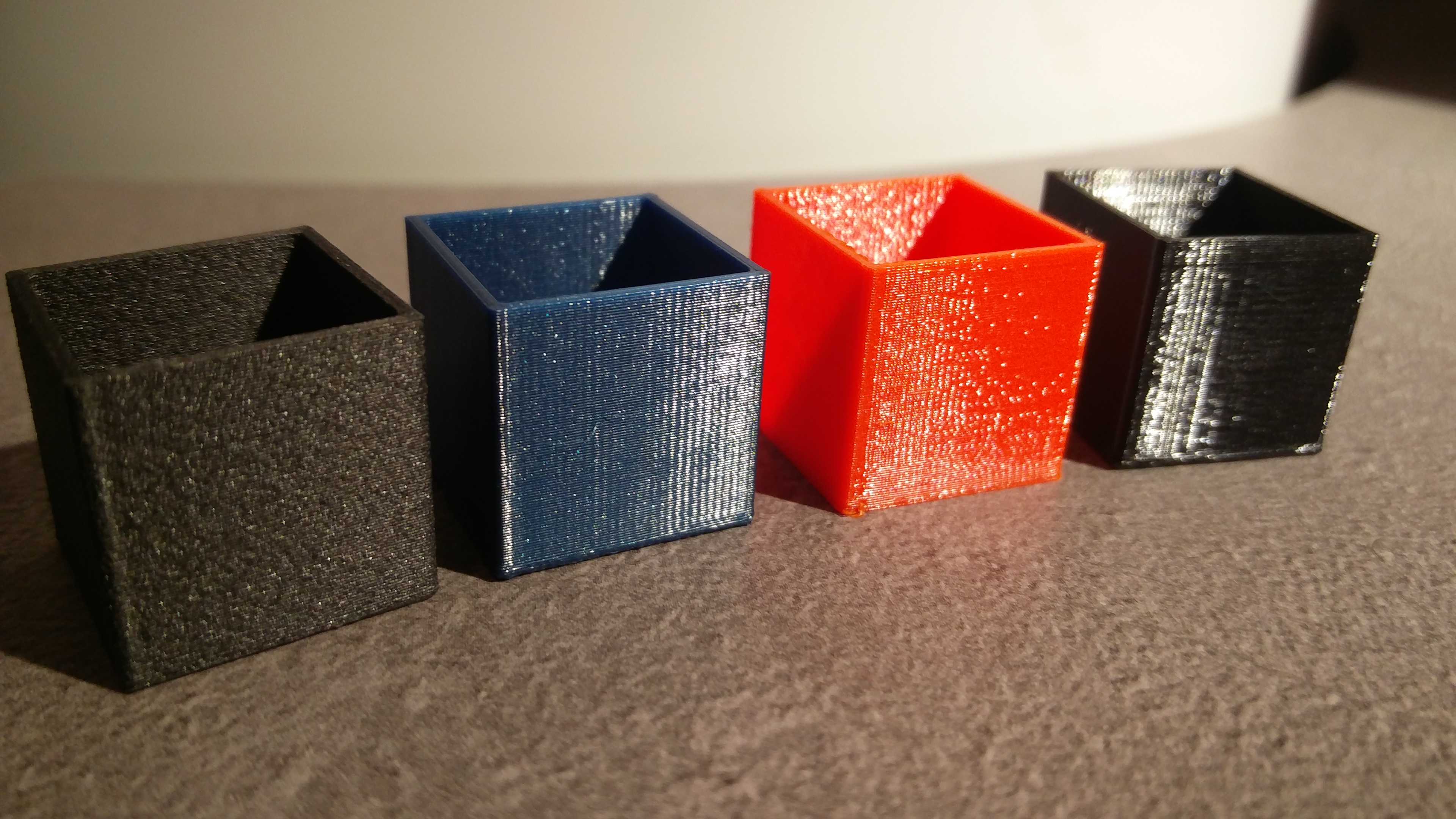
My tests cubes, from the left to right Formfutura PETG carbonfil, Formfutura PETG, Orange Prusa PETG, Black Prusa PETG.
The Formfutura PETG gives the best result followed by Orange Prusa PETG, Black Prusa PETG is worthless, Formfutura Carbonfil cannot be compared due to the rough finish.
MK4/MMU3 - VORON 2.4 350 Stealthburner
Re: [Testers Needed] Inconsistent Extrusion
Well, there's no doubt it's affecting it, just a change we can't expect to have going during prints.
At this point I give up. No responses from Prusa on the issue, nothing I try seems to change it. I don't need a second job. Check back with you guys when new firmware drops, assuming I haven't ebay'd this thing off in the meantime.
From stalking the forums here and reprap.org forums a LOT, i it seems there seems to be hardware AND a software issues causing this, let me explain.
Hardware issues:
- a few old timers here suspected that the MK3 cannot print reliably on layer heights below 0.15mm, because the steps/mm with the gear ratio of the bondtech gears coupled with the 1.8 degree stepper is too small. 0.20 could also show some mishaps bc of this problem.
I've upgraded to a 0.9 degree stepper (x2 steps), coupled with my E3D Titan (x3 steps) results in a E812.95 steps value on the MK2, compared to the old E161 value, and got a good boost in outer layer smoothness.
The MK3 won't fare better in this matter, people have always got better/smoother extrusion with a wade's extruder or geared extruder compared to a single 1:1 gear ratio with a 1.8 stepper
- the Bondtech gears do not work well in Prusa's adaption of the Extruder. They grind and interlock hard against each other, resulting in metal shavings that rust around the gears. Clogged gears with this dust will miss steps, because they randomly interlock for a short moment, requiring more power from the motor stepper.
- The motor stepper does not have enough current for you guys who print PLA at lower than 210 degrees, printing colder will cause the motor to pull more mAh which results in hotter running motors and skipped steps. A +10 or even +20 degrees on your PLA profiles will work wonders. I print all my PLA at 230 degrees on my MK2 (have 3 of them), and the surfaces are smooth. Lowering the temps to 210 or even 205 degrees will cause missed steps and uneven outer layer walls. Only got some repeating texture from a slightly bent X and Y motor shafts, because i overtightened the belts when i built the machines. (very tight belts are not always better, lesson learned)
Software issues:
- The TMC2130 drivers are a lot more complicated to drive than the old A4982 from the mini RAMBo, loot at metacollin's expanation and the followup here: https://shop.prusa3d.com/forum/original-prusa-i3-mk2-f23/einsy-rambo-on-mk2--t6137-s30.html
I still have trouble setting up the TMC2130,s and have not a MK3, but a scratch self built one.
A lot of time will pass until the reprapers will finetune the TMCs on the very new Ultimachine Einsy with the relatively new TMC2130s, i expect that these will work reliably only by the years end.
Even Duet had some trouble with the TMC2660 which are somewhat older than the TMC2130. And now the Duets print butter smooth.
- Slic3r still seems to overextrude by 5%, like it always did. On my E stepps tuned Titans, i get the best outer layers with these 6 settings:
1. print outer layers first,
2. general Extrusion Multiplier: 0.95,
3. External Perimeters 0.4 instead of 0.45,
4. Plated Copper nozzles instead of brass ones, the filament flow is better here for PLA.
5. 30mm/sec external perimeter speed
6. 230 degrees, regardless what brand of PLA. (240 for PETG)
As a comparison, i will post pics of my prints my prints when i get the Extruders next week, with perhaps another week of tinkering on the machines i am currently building. I got only the Einsy from Prusa (and argh, they sent me the old non-updated ones with the adapter boards, not the new version 1.1 ones), and the MK3 heatbed. Everything else i got elsewhere or made it myself, and my Extruders of choice are again the full E3D Titans.
This way we can see if it's truly a hardware problem related to the still flimsy MK3 frame, it's choice for low chinesium grade bearings or motors, or if i still get the bad prints you are getting is software related to the Einsy steppers.
Re: [Testers Needed] Inconsistent Extrusion
Hardware issues:
- a few old timers here suspected that the MK3 cannot print reliably on layer heights below 0.15mm, because the steps/mm with the gear ratio of the bondtech gears coupled with the 1.8 degree stepper is too small. 0.20 could also show some mishaps bc of this problem.
I've upgraded to a 0.9 degree stepper (x2 steps), coupled with my E3D Titan (x3 steps) results in a E812.95 steps value on the MK2, compared to the old E161 value, and got a good boost in outer layer smoothness.
The MK3 won't fare better in this matter, people have always got better/smoother extrusion with a wade's extruder or geared extruder compared to a single 1:1 gear ratio with a 1.8 stepper
I've heard this mentioned a few times, but help me understand why (assuming the steppers have sufficient torque and the extruder mechanics are sound) its not possible to exploit the TMC2130 fine resolution 256 microstep capability to compensate for 1.8 steppers or lack of gear reduction?
Re: [Testers Needed] Inconsistent Extrusion
Well, there's no doubt it's affecting it, just a change we can't expect to have going during prints.
At this point I give up. No responses from Prusa on the issue, nothing I try seems to change it. I don't need a second job. Check back with you guys when new firmware drops, assuming I haven't ebay'd this thing off in the meantime.
Could the fan issure just be the fan vibration adding a like more issure to the already patterns?
Re: [Testers Needed] Inconsistent Extrusion
Well, there's no doubt it's affecting it, just a change we can't expect to have going during prints.
At this point I give up. No responses from Prusa on the issue, nothing I try seems to change it. I don't need a second job. Check back with you guys when new firmware drops, assuming I haven't ebay'd this thing off in the meantime.
From stalking the forums here and reprap.org forums a LOT, i it seems there seems to be hardware AND a software issues causing this, let me explain.
Hardware issues:
- a few old timers here suspected that the MK3 cannot print reliably on layer heights below 0.15mm, because the steps/mm with the gear ratio of the bondtech gears coupled with the 1.8 degree stepper is too small. 0.20 could also show some mishaps bc of this problem.
I've upgraded to a 0.9 degree stepper (x2 steps), coupled with my E3D Titan (x3 steps) results in a E812.95 steps value on the MK2, compared to the old E161 value, and got a good boost in outer layer smoothness.
The MK3 won't fare better in this matter, people have always got better/smoother extrusion with a wade's extruder or geared extruder compared to a single 1:1 gear ratio with a 1.8 stepper
- the Bondtech gears do not work well in Prusa's adaption of the Extruder. They grind and interlock hard against each other, resulting in metal shavings that rust around the gears. Clogged gears with this dust will miss steps, because they randomly interlock for a short moment, requiring more power from the motor stepper.
- The motor stepper does not have enough current for you guys who print PLA at lower than 210 degrees, printing colder will cause the motor to pull more mAh which results in hotter running motors and skipped steps. A +10 or even +20 degrees on your PLA profiles will work wonders. I print all my PLA at 230 degrees on my MK2 (have 3 of them), and the surfaces are smooth. Lowering the temps to 210 or even 205 degrees will cause missed steps and uneven outer layer walls. Only got some repeating texture from a slightly bent X and Y motor shafts, because i overtightened the belts when i built the machines. (very tight belts are not always better, lesson learned)
Software issues:
- The TMC2130 drivers are a lot more complicated to drive than the old A4982 from the mini RAMBo, loot at metacollin's expanation and the followup here: https://shop.prusa3d.com/forum/original-prusa-i3-mk2-f23/einsy-rambo-on-mk2--t6137-s30.html
I still have trouble setting up the TMC2130,s and have not a MK3, but a scratch self built one.
A lot of time will pass until the reprapers will finetune the TMCs on the very new Ultimachine Einsy with the relatively new TMC2130s, i expect that these will work reliably only by the years end.
Even Duet had some trouble with the TMC2660 which are somewhat older than the TMC2130. And now the Duets print butter smooth.
- Slic3r still seems to overextrude by 5%, like it always did. On my E stepps tuned Titans, i get the best outer layers with these 6 settings:
1. print outer layers first,
2. general Extrusion Multiplier: 0.95,
3. External Perimeters 0.4 instead of 0.45,
4. Plated Copper nozzles instead of brass ones, the filament flow is better here for PLA.
5. 30mm/sec external perimeter speed
6. 230 degrees, regardless what brand of PLA. (240 for PETG)
As a comparison, i will post pics of my prints my prints when i get the Extruders next week, with perhaps another week of tinkering on the machines i am currently building. I got only the Einsy from Prusa (and argh, they sent me the old non-updated ones with the adapter boards, not the new version 1.1 ones), and the MK3 heatbed. Everything else i got elsewhere or made it myself, and my Extruders of choice are again the full E3D Titans.
This way we can see if it's truly a hardware problem related to the still flimsy MK3 frame, it's choice for low chinesium grade bearings or motors, or if i still get the bad prints you are getting is software related to the Einsy steppers.
On a different post I removed Half if the bondtech and replaced it with (see below) it actually had no effect on the print at all unfortunately 🙁
Re: [Testers Needed] Inconsistent Extrusion
I've heard this mentioned a few times, but help me understand why (assuming the steppers have sufficient torque and the extruder mechanics are sound) its not possible to exploit the TMC2130 fine resolution 256 microstep capability to compensate for 1.8 steppers or lack of gear reduction?
I'm not too far into that topic that i could explain it to someone, especially with the TMC2130 (these are unlike the motor drivers i am accustomed with), i think mostly it has to do something with speed and diminishing returns of micro steps' holding torque vs actual steps with slow speed and full holding torque. (related to skipped steps and over/underextrusion)
https://hackaday.com/2016/08/29/how-accurate-is-microstepping-really/
CNC forums are usually full of these debates:
Also mircostepping mostly good for an extruder ( At the cost of accuracy and torque. ), this info someone wrote is mostly in line what i know about microstepping:
A common misconception is that microstepping increases machine accuracy.
Microstepping was developed to allow a stepper motor driven machine to have a smoother trajectory from one step to the next. It was invented (but never patented) in 1974 by Larry Durkos, a mechanical engineer for a medical equipment vendor while working on a blood analysis machine with a 20" diameter vial conveyor turntable which tended to spill the liquid due to the jerkiness of the full step mode drive. Nowadays microstepping is commonly used to increase theoretical machine resolution while minimizing noise and vibration.
Actually, microstepping is very inaccurate, for three reasons.
One, microstepping is accomplished by shifting the current in one motor coil from one polarity to the opposite polarity in some finite number of increments, to achieve one full step as a series of micro steps. The problem is that the exact position of the rotor between steps is not tightly or linearly proportional with current. Microstepping controllers must apply an approximately sinusoidal current waveform to obtain approximately uniform motion with each microstep. Any given motor's response to any given amount of current is arbitrary, based not on current, but on the motor's electrical and mechanical characteristics. So no two stepper motors ever have exactly the same response or reach exactly the same microstep position as any given amount of current is applied. So having imperfect motors (and imperfect wiring) and approximate current values applied, one can only achieve an approximate microstep position.
Two, friction and load variation causes a shift in the actual position obtained against any given amount of current applied. Problem number one is such that even with a perfect friction free motor with no load, the exact rotor position is ambiguous. Problem number two then eponentially exacerbates problem number one in accounting for how real world friction and load variation works against being able to acheive any given position with any given current on any given motor. A loaded motor will not reach the same position as when unloaded with the same amount of current applied, because some of the current is used to overcome the load resistance, so less current is available to reach the desired position.
Under the arbitrary conditions of problem one, and the varying conditions of problem two, microstep positions are much less accurate than full or half step positions, which don't vary with current or load like microstepping does.
Third, during a microstep, the current applied is partial, which means the torque developed is partial. Simply put, the motor is weaker when less than full current is applied, as opposed to when full current is applied in a normal full step position. At certain microstep positions, mainly half way between a full and a half step, the loss of power (torque) leads to a dramatic loss of ability to reach the next desired microstep position from the previous, under load.
If we consider that full stepping provides 100% rated power, we can estimate the approximate power output of less than full step operation as follows. Half stepping yields 70% of full power. 1/4 microstepping yields 40% power, 1/8 microsteppig yields 20% full power, 1/16 yields 10%, 1/32 yields 5%, 1/64 yields 2.5%, 128 yields 1.2%, and 1/256 microstepping can only achieve 0.6% of full power toward reaching and holding at an intermediate step position. Depending on the load, intermediate microsteps might only move a fraction of the intended (unloaded) distance. Only when the step sequence coincides with a full or half step is the rotor position likely to be where intended.
The benefit of smoother operation and higher theoretical machine resolution with microstepping is offset by much lower power and not much accuracy compared to full or half step operations. Not only does the microstepping controller cost a lot more, but it also requires a much larger motor and more power to achieve the required torque to move the designated load through microstep positions.
For heavily loaded motors and/or for higher positional accuracy it is often more practical to gear down the drive system to achieve micro sized motion using full or half step operation. Half stepping with 1:4 geardown provides the same machine resolution as a 1/8 microstepper with much higher accuracy and torque, and especially more holding torque. The miniscule backlash in a 1:4 kevlar reinforced timing belt drive is comparable in magnitude with a microstepper's inherent positional variation. Any gearing inaccuracy due to backlash is very consistent whereas microstepping inaccuracy varies with rotor position. Gearing multiplies consistent full motor torque to the load, while microstepping torque varies with rotor position, and rotor positional accuracy varies with loading.
Now, microstepping does have three advantages over geared down whole step mode operation.
One, it is quieter and smoother. As the microstepper applies reduced current, the resulting motion is less energetic, and each step is that much less instantaneous, so the same amount of kinetic energy (motion) occurs over a longer time frame. Much like moving something by hitting it with a hammer. If you hit it with full power (full stepping) the load will move farther and incur more shock than if you just gently tap on it (microstepping). But as the load increases, tapping is less effective. Mid step microstepping is more like tapping while moving over bumps. The taps are less effective in some places and more effective between bumps. Using a geardown is more like using a come-along. The motion is not as shocking and it doesn't matter if the load is large or small, and the rate of motion is more consistent, reliable and predictable.
Two, microstepping is faster than half or full stepping. Even before it is geared down, a whole stepped motor's top speed is lower than if it were microstepped because the velocity is more intermittant. Both start from each full step with the same speed, but all steppers essentially stop at each subsequent step, and take off again to proceed to the next step. With whole steps, the stop and go action is very abrupt and definite. With microstepping the action is less abrupt and each step position is less definite, so the rotor inertia does not stop as abruptly or completely. Much like a rolling stop at a stop sign compared to a complete stop.
Three, microstepping can be used to produce much smoother very slow motion. Even with high gear reduction, low speed full stepping operation is really jerky. Microstepping between full steps reduces that low frequncy vibration. So microstepping can be employed in a full step strategy to get the best of both modes. The only problem with that is that most generic control systems do not have any features to impliment mixed step mode operation.
Generally speaking, for light loading, high speed, and slightly less than perfect accuracy under load, microstepping is the way to go. For heavier loads and higher precision, microstepping is less effective, though not entirely without merit. A hybrid solution that utilizes microstepping to effect whole step movement is best.
@ jonathon.b:
yes, i saw that, it's unfortunate that it didn't help. I still think this approach is better than the interlocking bondtech gears.
Re: [Testers Needed] Inconsistent Extrusion
I've heard this mentioned a few times, but help me understand why (assuming the steppers have sufficient torque and the extruder mechanics are sound) its not possible to exploit the TMC2130 fine resolution 256 microstep capability to compensate for 1.8 steppers or lack of gear reduction?
I'm not too far into that topic that i could explain it to someone, especially with the TMC2130 (these are unlike the motor drivers i am accustomed with), i think mostly it has to do something with speed and diminishing returns of micro steps' holding torque vs actual steps with slow speed and full holding torque. (related to skipped steps and over/underextrusion)
https://hackaday.com/2016/08/29/how-accurate-is-microstepping-really/
CNC forums are usually full of these debates:
Also mircostepping mostly good for an extruder ( At the cost of accuracy and torque. ), this info someone wrote is mostly in line what i know about microstepping:
A common misconception is that microstepping increases machine accuracy.
Microstepping was developed to allow a stepper motor driven machine to have a smoother trajectory from one step to the next. It was invented (but never patented) in 1974 by Larry Durkos, a mechanical engineer for a medical equipment vendor while working on a blood analysis machine with a 20" diameter vial conveyor turntable which tended to spill the liquid due to the jerkiness of the full step mode drive. Nowadays microstepping is commonly used to increase theoretical machine resolution while minimizing noise and vibration.
Actually, microstepping is very inaccurate, for three reasons.
One, microstepping is accomplished by shifting the current in one motor coil from one polarity to the opposite polarity in some finite number of increments, to achieve one full step as a series of micro steps. The problem is that the exact position of the rotor between steps is not tightly or linearly proportional with current. Microstepping controllers must apply an approximately sinusoidal current waveform to obtain approximately uniform motion with each microstep. Any given motor's response to any given amount of current is arbitrary, based not on current, but on the motor's electrical and mechanical characteristics. So no two stepper motors ever have exactly the same response or reach exactly the same microstep position as any given amount of current is applied. So having imperfect motors (and imperfect wiring) and approximate current values applied, one can only achieve an approximate microstep position.
Two, friction and load variation causes a shift in the actual position obtained against any given amount of current applied. Problem number one is such that even with a perfect friction free motor with no load, the exact rotor position is ambiguous. Problem number two then eponentially exacerbates problem number one in accounting for how real world friction and load variation works against being able to acheive any given position with any given current on any given motor. A loaded motor will not reach the same position as when unloaded with the same amount of current applied, because some of the current is used to overcome the load resistance, so less current is available to reach the desired position.
Under the arbitrary conditions of problem one, and the varying conditions of problem two, microstep positions are much less accurate than full or half step positions, which don't vary with current or load like microstepping does.
Third, during a microstep, the current applied is partial, which means the torque developed is partial. Simply put, the motor is weaker when less than full current is applied, as opposed to when full current is applied in a normal full step position. At certain microstep positions, mainly half way between a full and a half step, the loss of power (torque) leads to a dramatic loss of ability to reach the next desired microstep position from the previous, under load.
If we consider that full stepping provides 100% rated power, we can estimate the approximate power output of less than full step operation as follows. Half stepping yields 70% of full power. 1/4 microstepping yields 40% power, 1/8 microsteppig yields 20% full power, 1/16 yields 10%, 1/32 yields 5%, 1/64 yields 2.5%, 128 yields 1.2%, and 1/256 microstepping can only achieve 0.6% of full power toward reaching and holding at an intermediate step position. Depending on the load, intermediate microsteps might only move a fraction of the intended (unloaded) distance. Only when the step sequence coincides with a full or half step is the rotor position likely to be where intended.
The benefit of smoother operation and higher theoretical machine resolution with microstepping is offset by much lower power and not much accuracy compared to full or half step operations. Not only does the microstepping controller cost a lot more, but it also requires a much larger motor and more power to achieve the required torque to move the designated load through microstep positions.
For heavily loaded motors and/or for higher positional accuracy it is often more practical to gear down the drive system to achieve micro sized motion using full or half step operation. Half stepping with 1:4 geardown provides the same machine resolution as a 1/8 microstepper with much higher accuracy and torque, and especially more holding torque. The miniscule backlash in a 1:4 kevlar reinforced timing belt drive is comparable in magnitude with a microstepper's inherent positional variation. Any gearing inaccuracy due to backlash is very consistent whereas microstepping inaccuracy varies with rotor position. Gearing multiplies consistent full motor torque to the load, while microstepping torque varies with rotor position, and rotor positional accuracy varies with loading.
Now, microstepping does have three advantages over geared down whole step mode operation.
One, it is quieter and smoother. As the microstepper applies reduced current, the resulting motion is less energetic, and each step is that much less instantaneous, so the same amount of kinetic energy (motion) occurs over a longer time frame. Much like moving something by hitting it with a hammer. If you hit it with full power (full stepping) the load will move farther and incur more shock than if you just gently tap on it (microstepping). But as the load increases, tapping is less effective. Mid step microstepping is more like tapping while moving over bumps. The taps are less effective in some places and more effective between bumps. Using a geardown is more like using a come-along. The motion is not as shocking and it doesn't matter if the load is large or small, and the rate of motion is more consistent, reliable and predictable.
Two, microstepping is faster than half or full stepping. Even before it is geared down, a whole stepped motor's top speed is lower than if it were microstepped because the velocity is more intermittant. Both start from each full step with the same speed, but all steppers essentially stop at each subsequent step, and take off again to proceed to the next step. With whole steps, the stop and go action is very abrupt and definite. With microstepping the action is less abrupt and each step position is less definite, so the rotor inertia does not stop as abruptly or completely. Much like a rolling stop at a stop sign compared to a complete stop.
Three, microstepping can be used to produce much smoother very slow motion. Even with high gear reduction, low speed full stepping operation is really jerky. Microstepping between full steps reduces that low frequncy vibration. So microstepping can be employed in a full step strategy to get the best of both modes. The only problem with that is that most generic control systems do not have any features to impliment mixed step mode operation.
Generally speaking, for light loading, high speed, and slightly less than perfect accuracy under load, microstepping is the way to go. For heavier loads and higher precision, microstepping is less effective, though not entirely without merit. A hybrid solution that utilizes microstepping to effect whole step movement is best.
Thank you. Excellent explanations. I'm relatively new to 3D printing, but not CNC in general. I guess that given the temperature that the extruder motor runs at it must be being driven close to its maximum power which suggests it is already being driven for maximum torque. I guess I could look at the code myself, but does anybody know at what microstep resolution the extruder motor is being driven at in latest firmware? I'm curious with experimenting with reducing/increasing microsteps -- does increasing too high mean lost torque and underextrusion? too low mean 'pulse' artifacts in the flow rate?
I guess the easiest bolt on h/w upgrade would be a 1.8 to 0.9 degree motor swap (and doubling of microsteps in firmware). This would keep torque equivalent to current value but double the resolution of the extruder.
Re: [Testers Needed] Inconsistent Extrusion
Based on devilhunter's post I did a test. Both of these cubes were printed at .2 layer height in spiral vase mode with external perimeters set to .4 with external perimeter speed at 30. The cube on the left was printed at 230 and the one on the right was at 210 (both with 100% fan).

Re: [Testers Needed] Inconsistent Extrusion
But if the extruder motor is already at maximum torque and heat output with microstepping, wouldn't the optimal solution be a hybrid gearing and change in firmware to not load the extruder motor at its maximum limits?
Re: [Testers Needed] Inconsistent Extrusion
I think if I could find a Titan aero mount with the PINDA probe in more or less the same place it definitely be up for trying it.
I have a Titan aero mounted on my other printer with a BL Touch, getting the aero mounted should be easy as the carriage rod spacing is the same. The bedleveling would need the PINDA as the bltouch wound not work with the firmware. Also wiring would be a pain.
I could also use the prusa heater and thermister, filament sensor wouldn’t have a place tho
Re: [Testers Needed] Inconsistent Extrusion
But if the extruder motor is already at maximum torque and heat output with microstepping, wouldn't the optimal solution be a hybrid gearing and change in firmware to not load the extruder motor at its maximum limits?
The extruder motor is only being run at i think around 500mAh, or around 1/3 of it's capability (motor should have around 1.2 - 1.68 Ah if i remember the specs of the LDO motors Prusa uses. ). Also from an old thread i think the extruder microstepping is still 1/16th 1/32th, despite the driver.
It IS the hottest motor of the bunch, and will get hot to the point of misstepping on the filament if people print at low temps or high speeds.
Increasing the microstepping only makes it hotter.
I think the solution would be gearing it, and leaving microstepping as it is.
btw, i wanted to upload a reference print of my current full Titan on the MK2:
Will be outfitting my scratch MK3 build next week with these. (can't recommend them enough)
This is PETG (which prints slightly worse than PLA) at 240 degrees, 2 walls, 40mm/s, seam is at the back.