Re: [Testers Needed] Inconsistent Extrusion
this is mine 20x20 mm block printed at 0.2 of layer and 1 wall of perimeter, but i think is better that we all print the same gcode....
Re: [Testers Needed] Inconsistent Extrusion
this is mine 20x20 mm block printed at 0.2 of layer and 1 wall of perimeter, but i think is better that we all print the same gcode....
This looks more like overextrusion and too hot temparature.
Try lowering the temp by 5°C and the flow by 5%. 😉
Re: [Testers Needed] Inconsistent Extrusion
I've kind of sworn off printing test parts but if this isn't acceptable let me know and I'll fire off a 20mm cube...
Re: [Testers Needed] Inconsistent Extrusion
I've kind of sworn off printing test parts but if this isn't acceptable let me know and I'll fire off a 20mm cube...
IMG_1431.JPG
Nah that nails it spot on, unfortunately. God I expected better out of this printer. 🙁
My MK3 Parts: [Bowden] [New Shoes] [TPU Micro Springs]
Re: [Testers Needed] Inconsistent Extrusion
The diagonal pattern is moire and usually caused by the extruder or drivers or stepper current (it could be too much in the case of mk3?).... it's not a new artifact really and i've seen it before on other printers....
Re: [Testers Needed] Inconsistent Extrusion
Okay, I couldn't help myself.. I just compiled the latest 3.2 Alpha firmware and printed the same gcode twice. The left side is with e-correct off and the right is with e-correct at 1.100.

Re: [Testers Needed] Inconsistent Extrusion
I’ve never seen such a load of shite prints!!
I think prusa himself needs tagging on Facebook and Twitter, if he isn’t going to come and speak about it here and at least give us an update, even the devs are ignoring it on git hub it seems now, it’s like if we ignore it it will go away type situation. The next maker fare in the uk I’ll be taking my mk3 for answers in person
Re: [Testers Needed] Inconsistent Extrusion
So, I'm gonna leave this here.

That's 0.05mm layer height, 0.4mm nozzle.
It took 5 minutes to get a photo to be in good enough focus, and the light reflecting properly, to display the *VERTICAL* imperfections.
I can confirm I have NO Moiré effect.
Hi, I'm Sean. I used to work on CNC machines.
I try to not make mistakes, but the decision is YOURS.
Please feel free to donate to my filament/maintance fund.
Re: [Testers Needed] Inconsistent Extrusion
So, I'm gonna leave this here.
That's 0.05mm layer height, 0.4mm nozzle.
It took 5 minutes to get a photo to be in good enough focus, and the light reflecting properly, to display the *VERTICAL* imperfections.
I can confirm I have NO Moiré effect.
The cube looks very good to me, although your fingers look like they could do with an acetone vapour bath.
Re: [Testers Needed] Inconsistent Extrusion
So, I'm gonna leave this here.
That's 0.05mm layer height, 0.4mm nozzle.
It took 5 minutes to get a photo to be in good enough focus, and the light reflecting properly, to display the *VERTICAL* imperfections.
I can confirm I have NO Moiré effect.
The cube looks very good to me, although your fingers look like they could do with an acetone vapour bath.
I'll pass... I've used so much IPA on my printer, and it boiling off the bed, I think I've gotten drunk on a few occasions this last week... ... heh...
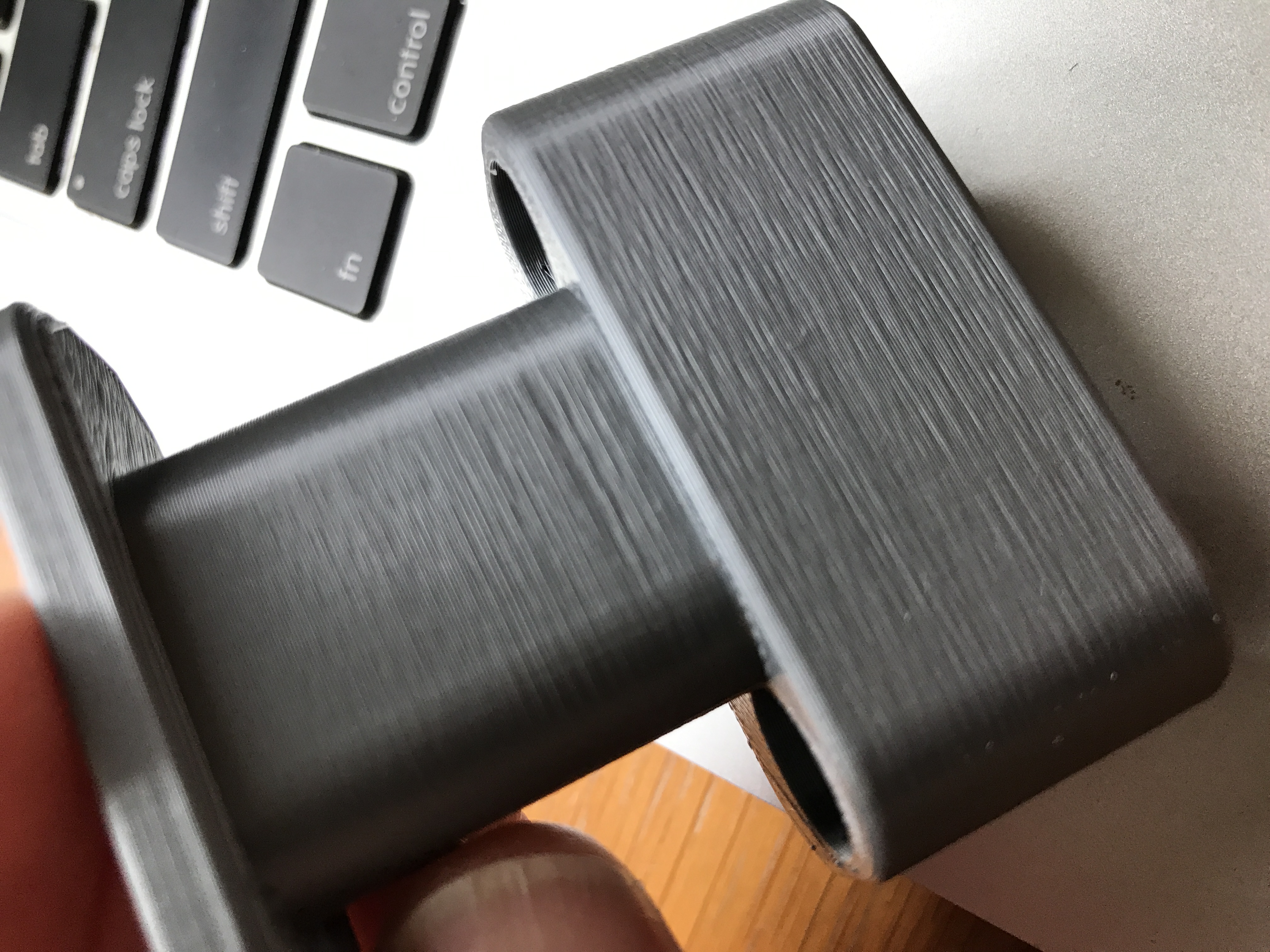
Here is a new cube, hot off the printer.
Prusa Grey... That stuff that's pure evil, and shows EVERY imperfection to the EXTREME, printed with 0.2mm layers... which seems to cause issues with this effect. (the smaller layers still have it, just not nearly as visible... it's actually worse... you just can't see it)

Here you go guys. Click on this puppy, load the full resolution image, open that image in a new tab, and keep zoooooooomingggggg innnn....
Enjoy.
EDIT: omg, the lines on my TV just destroyed my eyes. I think I'm blind, or having seizures... Let me add this warning on here... it creates a MASSIVE morie effect on the screen... DANGER... It seriusly messed with my brain... my eyes hurt... hahahah
But on a postive note, the Morie effect is not on the part. 🙂
Hi, I'm Sean. I used to work on CNC machines.
I try to not make mistakes, but the decision is YOURS.
Please feel free to donate to my filament/maintance fund.
Re: [Testers Needed] Inconsistent Extrusion
I'll pass... I've used so much IPA on my printer, and it boiling off the bed, I think I've gotten drunk on a few occasions this last week... ... heh...
Maybe this'll be the start of a new drug craze, people buying 3D printers just to evaporate IPA, you can spot the dealers hanging around on street corners by the long extension power leads coming from under their coats.
"Hey, hey bud . . . wanna do a few layers ?"
Re: [Testers Needed] Inconsistent Extrusion
Maybe this'll be the start of a new drug craze, people buying 3D printers just to evaporate IPA, you can spot the dealers hanging around on street corners by the long extension power leads coming from under their coats.
"Hey, hey bud . . . wanna do a few layers ?"
in his best stoner voice
Hey man... I only need one... I need the PERFECT FIRST LAYER... Once we get that perfect first layer.... I'll be good.
On a more serious note, what I did to get this result is NOT something that can be expected to be done. I kinda have a NDA on the aspect of my printer that fixed it, but needless to say, It's not something many people will do. (and it's not with prusa either, so don't be thinking "ohhh Prusa has a fix!!!". No, they do not... that I am aware of.)
Hi, I'm Sean. I used to work on CNC machines.
I try to not make mistakes, but the decision is YOURS.
Please feel free to donate to my filament/maintance fund.
Re: [Testers Needed] Inconsistent Extrusion
Hey man... I only need one... I need the PERFECT FIRST LAYER... Once we get that perfect first layer.... I'll be good.
🙂
I kinda have a NDA on the aspect of my printer that fixed it . . .
Are you planning to sell/share this ? I'm sure if it fixes an issue people would be happy to pay for it.
Re: [Testers Needed] Inconsistent Extrusion
Hey man... I only need one... I need the PERFECT FIRST LAYER... Once we get that perfect first layer.... I'll be good.
🙂
I kinda have a NDA on the aspect of my printer that fixed it . . .
Are you planning to sell/share this ? I'm sure if it fixes an issue people would be happy to pay for it.
I'm a tester for this system. 😉
It's not mine. I am trying to get the designer to do something more extreme for idiots like me, as I think the solution to 99% of our problems, is MOAR STEPS per MM. (Currently running 980steps/mm. (up from 280steps/mm) I want 5,600 steps/mm... ... And no, that's NOT overkill. 5,600 steps/mm, will yeild EXACTLY 0.05mm of linear travel, per step, with a 0.15mm nozzle, at 0.05mm layer height. In theory, the printer can handle twice that... ... That's overkill though. 😉
MOST people, I think would honestly benefit from 2,800 steps/mm.
PS: I'm 99.9% sure, this is going to be a "free"+DIY solution.
Hi, I'm Sean. I used to work on CNC machines.
I try to not make mistakes, but the decision is YOURS.
Please feel free to donate to my filament/maintance fund.
Re: [Testers Needed] Inconsistent Extrusion
Hey man... I only need one... I need the PERFECT FIRST LAYER... Once we get that perfect first layer.... I'll be good.
🙂
I kinda have a NDA on the aspect of my printer that fixed it . . .
Are you planning to sell/share this ? I'm sure if it fixes an issue people would be happy to pay for it.
I'm a tester for this system. 😉
It's not mine. I am trying to get the designer to do something more extreme for idiots like me, as I think the solution to 99% of our problems, is MOAR STEPS per MM. (Currently running 980steps/mm. (up from 280steps/mm) I want 5,600 steps/mm... ... And no, that's NOT overkill. 5,600 steps/mm, will yeild EXACTLY 0.05mm of linear travel, per step, with a 0.15mm nozzle, at 0.05mm layer height. In theory, the printer can handle twice that... ... That's overkill though. 😉
MOST people, I think would honestly benefit from 2,800 steps/mm.
PS: I'm 99.9% sure, this is going to be a "free"+DIY solution.
Was about to suggest you were using a geared solution of some type. It's not getting rid of the problem per-se, it's just making it less noticeable because there's a gear down after the stepper shimmy it's doing.
My MK3 Parts: [Bowden] [New Shoes] [TPU Micro Springs]
Re: [Testers Needed] Inconsistent Extrusion
I'm a tester for this system. 😉
It's not mine. I am trying to get the designer to do something more extreme for idiots like me, as I think the solution to 99% of our problems, is MOAR STEPS per MM. (Currently running 980steps/mm. (up from 280steps/mm) I want 5,600 steps/mm... ... And no, that's NOT overkill. 5,600 steps/mm, will yeild EXACTLY 0.05mm of linear travel, per step, with a 0.15mm nozzle, at 0.05mm layer height. In theory, the printer can handle twice that... ... That's overkill though. 😉
MOST people, I think would honestly benefit from 2,800 steps/mm.
PS: I'm 99.9% sure, this is going to be a "free"+DIY solution.
Sounds good ! Would this be a firmware thing ?
Re: [Testers Needed] Inconsistent Extrusion
Added more pics from this thread to the issue here: https://github.com/prusa3d/Prusa-Firmware/issues/602
My MK3 Parts: [Bowden] [New Shoes] [TPU Micro Springs]
Re: [Testers Needed] Inconsistent Extrusion
Was about to suggest you were using a geared solution of some type. It's not getting rid of the problem per-se, it's just making it less noticeable because there's a gear down after the stepper shimmy it's doing.
Like, no, It's gone. Not "less visible".
It's not a "massive reduction".
The effect was visible in my 0.4mm nozzle @ 0.05mm layer height, VERY distinctive. (I mean you had to know what you were looking for, as the tiny layers kinda hide it)
I have yet to notice it in any of my test prints since the gear reduction.
Here's what I think is causing it... But first, imagine an example.

Notice the shape of this retraction disaster... Picture this shape in your head. The way the little globs float around, and create this really weird, and seeming NOT random pattern! It's almost like, there's some LOGIC to this! (but there's not)
Now look at your printed parts.
Now look at this retraction disaster.
I think *THIS* is part of the problem.
Next I think the extruder is MISSING STEPS. I don't know why. Maybe the current/amp settings on the mk3 are WRONG? But I think that the microsteps are being missed on occasion, and the printer is getting uneven extrusion. This explains the inconsistency on "flat sides".
Let's draw an imaginary picture.
In my code diagram, there will be | which signafies a MICROstep, * will mean the point at which a "full" step would stop.
Imagine this is the "side" of a test cube.
*|||||||||||||||||||||||||||||||*|||||||||||||||||||||||||||||||*||||||||||||||
|||||||||||||||||*|||||||||||||||||||||||||||||||*|||||||||||||||||||||||||||||
||*|||||||||||||||||||||||||||||||*|||||||||||||||||||||||||||||||*||||||||||||
|||||||||||||||||||*|||||||||||||||||||||||||||||||*|||||||||||||||||||||||||||
||||*|||||||||||||||||||||||||||||||*|||||||||||||||||||||||||||||||*||||||||||
|||||||||||||||||||||*|||||||||||||||||||||||||||||||*|||||||||||||||||||||||||
See the pattern?
By increasing the gear ratio, you are NOT getting rid of this pattern. It would in fact be EXACTLY the same. It would just be a much "tighter" pattern. (as you mentioned, it would be harder to see)
But the issue is that the pattern is GONE... So The pattern above is what it SHOULD be... This is what MY pattern looks like NOW.
Here's what I think is happening on a un-modified printer. I'm going to add a - for "skipped" microsteps. And that will yield UNDER extrusion, and when we get back to the *, there will be OVER extrusion regaining the missed steps.
*|||||||||||||----||||||||||||||*|||||||||||||----||||||||||||||*|||||||||||||----||
||||||||||||*|||||||||||||----||||||||||||||*|||||||||||||----||||||||||||||*|||||
||||||||----||||||||||||||*|||||||||||||----||||||||||||||*|||||||||||||----||||||||
||||||*|||||||||||||----||||||||||||||*|||||||||||||----||||||||||||||*|||||||||||
||----||||||||||||||*|||||||||||||----||||||||||||||*|||||||||||||----||||||||||||||
*|||||||||||||----||||||||||||||*|||||||||||||----||||||||||||||*|||||||||||||----||
||||||||||||*|||||||||||||----||||||||||||||*|||||||||||||----||||||||||||||*|||||
||||||||----||||||||||||||*|||||||||||||----||||||||||||||*|||||||||||||----||||||||
And now we see the EXACT same pattern of "over/under" extrusion in the diagonal lines, which is what creates the Morie effect.
@Brigandier
I know you tested messing with this. (this is the default)
#define TMC2130_USTEPS_XY 16 // microstep resolution for XY axes
#define TMC2130_USTEPS_Z 16 // microstep resolution for Z axis
#define TMC2130_USTEPS_E 32 // microstep resolution for E axis
#define TMC2130_INTPOL_XY 1 // extrapolate 256 for XY axes
#define TMC2130_INTPOL_Z 1 // extrapolate 256 for Z axis
#define TMC2130_INTPOL_E 1 // extrapolate 256 for E axis
You simply turned off the extrapolate. I want to see you try something, (I can't, becuase I have the gear reduction)
Set the extrapolate to 0 on E., and set Microstep resolution to 8 on E.
Like this.
#define TMC2130_USTEPS_XY 16 // microstep resolution for XY axes
#define TMC2130_USTEPS_Z 16 // microstep resolution for Z axis
#define TMC2130_USTEPS_E 8 // microstep resolution for E axis
#define TMC2130_INTPOL_XY 1 // extrapolate 256 for XY axes
#define TMC2130_INTPOL_Z 1 // extrapolate 256 for Z axis
#define TMC2130_INTPOL_E 0 // extrapolate 256 for E axis
Make sure to change your E to 70 before you print anything... would be a LOT of gear-mashing-grinding-noise.
M92 E70
No need to save it, as you do NOT want to keep this profile... it will look terrible... but the question is, will it CHANGE the morie effect. As nothing anyone has done, has even effected it.
EDIT: If this seems like a bad idea, feel free to say so, and DO NOT TRY IT...
Hi, I'm Sean. I used to work on CNC machines.
I try to not make mistakes, but the decision is YOURS.
Please feel free to donate to my filament/maintance fund.
Re: [Testers Needed] Inconsistent Extrusion
Hi Sean,
Will give it a shot (pretty sure I already have) but just to clarify, those interpolation steps don't do anything yet that I can tell. Check this out:

Those constants literally only appear where they get defined. Usually if they do something, you'll find them someplace else in the firmware either in the form of "#ifdef" or in code to reference their values. I suspect these settings are just placeholders for when they intended to allow people to turn this on/off.
That said, I know where interpolation is hard coded and have turned it off before (no mistake, WAY louder lol). I'll also check if the microstep setting does anything. Pretty sure it does, because Prusa has swapped it back and forth a few times.
Will post back in a few with results.
My MK3 Parts: [Bowden] [New Shoes] [TPU Micro Springs]
Re: [Testers Needed] Inconsistent Extrusion
It's unreal how similar these prints look to mine. Here's a cube, not hollow however, that shows the same issue. I've also attached two pictures of some gears I printed. You can see the paths where it was doing something different as it printed. No idea if this is related but it may be helpful.
Edit with a stupid question: Has anyone tried MK2 firmware on a MK3 somehow someway? Is that a thing?


