Overture PLA printing issues
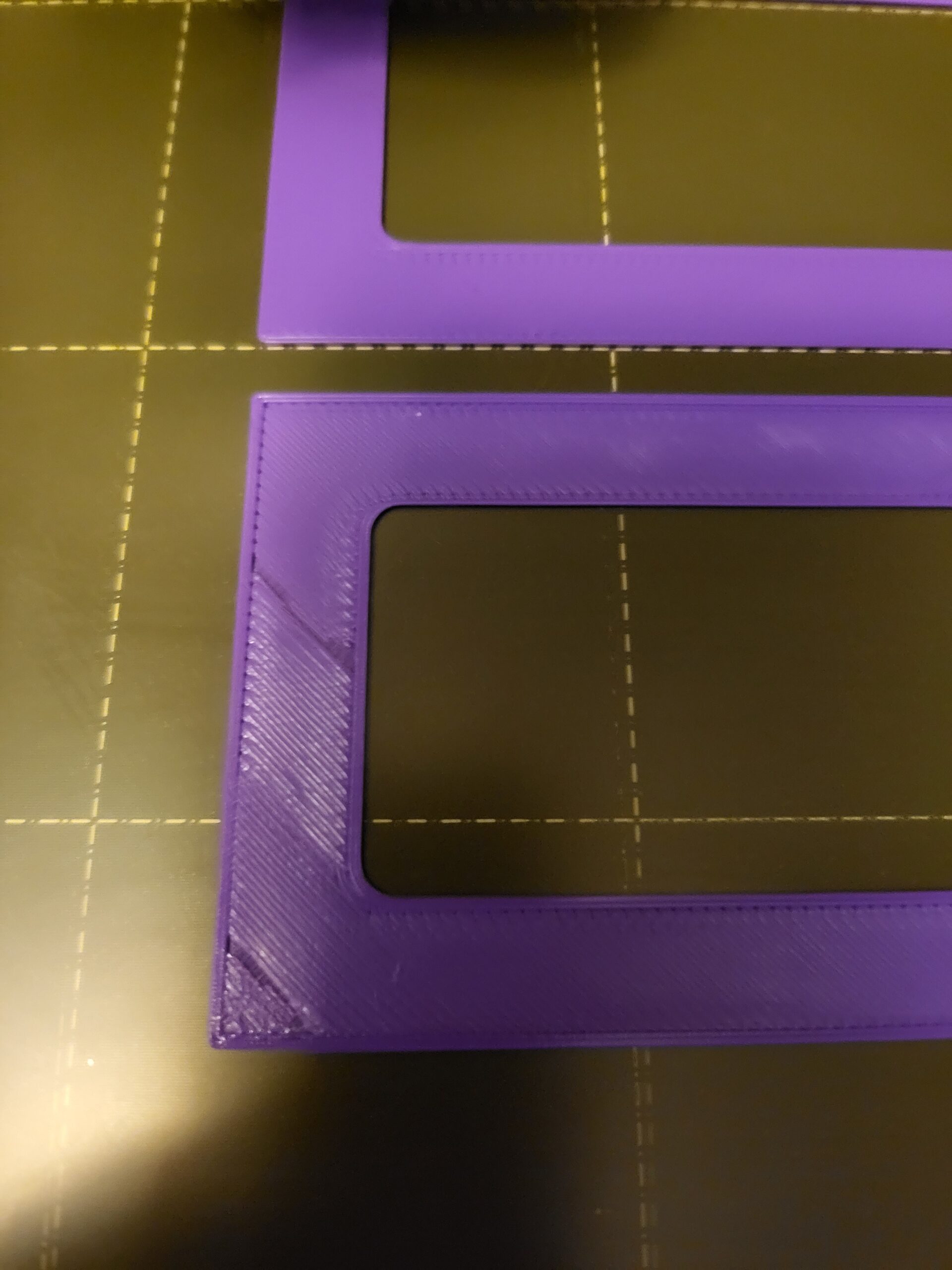
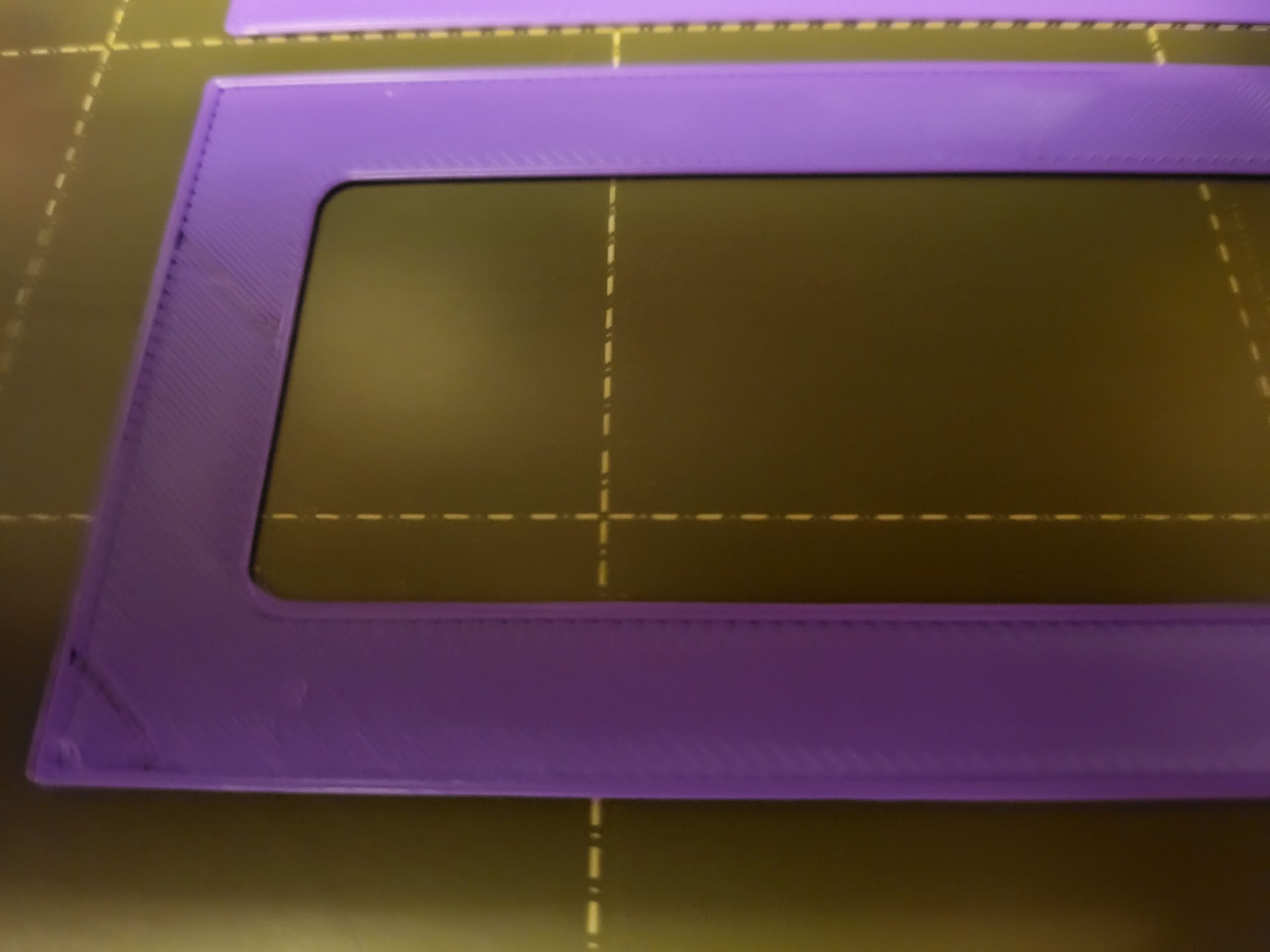
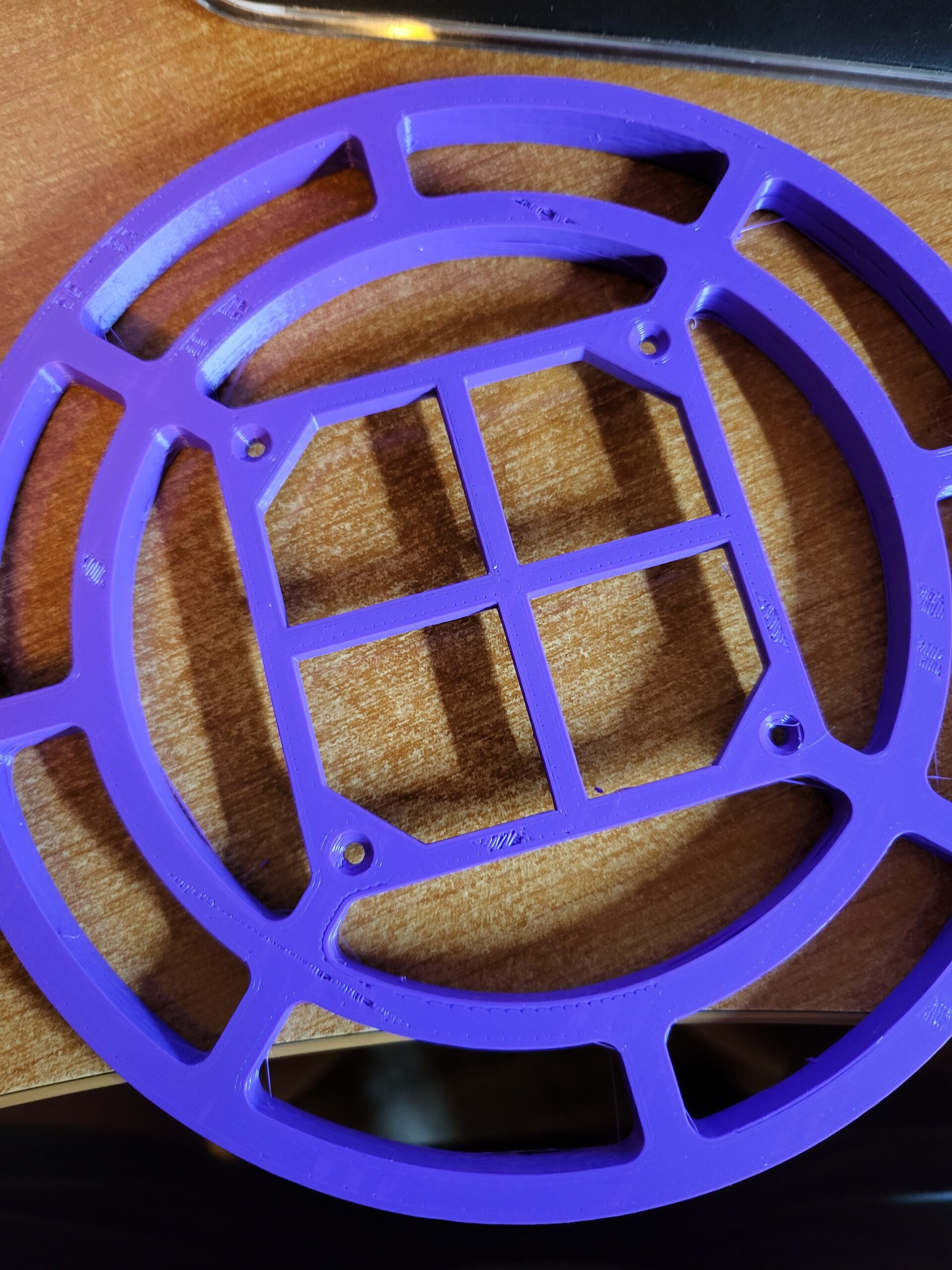
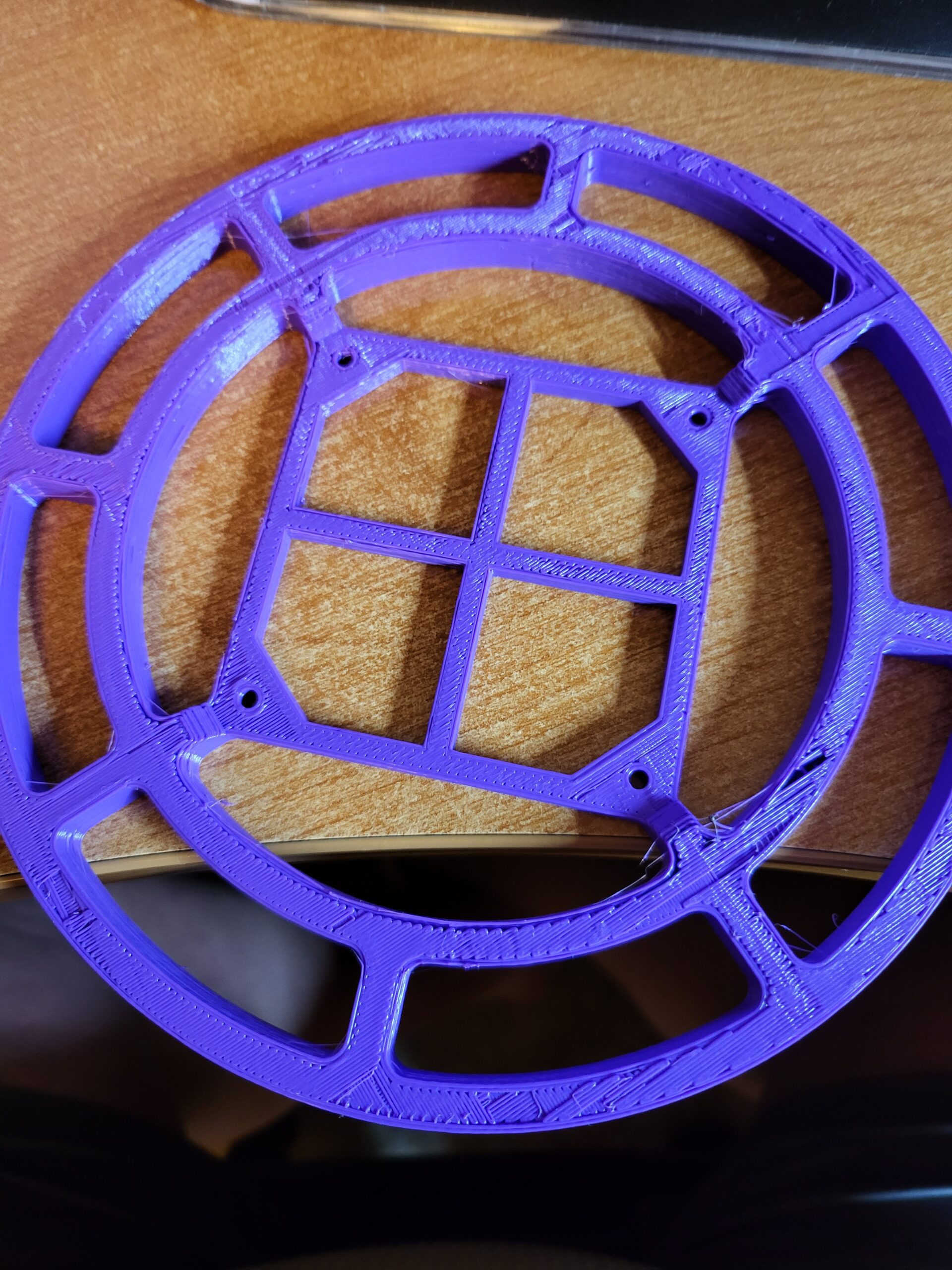
I have been trying to print with Overture for a while now and I am having a terrible time with it. The first layer does pretty well most time and I am running that first layer at 12 mm/s. The second layer and layers after it print so bad that when it is done I can crush it. The only thing I have found to do it to manually change the speed during the print down to 65 and even that doesn't always work. As you can see in the images below. I also have kept the spool in a dry box during printing with no help.
I can't upload the .3mf file for review but 2 key things are that these prints are at .3mm layer height and have an extrusion width of .6 for everything. Could this be my issue? The odd thing is also that it is consistently under extruding in the same places ever time. I am at my wits end with this brand and have invested a lot into it and I want to use it. Any suggestions would be greatly appreciated!


RE: Overture PLA printing issues
I always start with the base values in the slicer and never edit them when trying a new filament. It reduces variations for confusion.
--------------------
Chuck H
3D Printer Review Blog
RE: Overture PLA printing issues
I can't upload the .3mf file for review but 2 key things are that these prints are at .3mm layer height and have an extrusion width of .6 for everything. Could this be my issue? The odd thing is also that it is consistently under extruding in the same places ever time. I am at my wits end with this brand and have invested a lot into it and I want to use it. Any suggestions would be greatly appreciated!
Yes, I think this could be the issue, so try printing it without these values.
--------------------
Chuck H
3D Printer Review Blog
RE: Overture PLA printing issues
@legacy-3d-printing
Looking at the images you shown, I'm thinking you've got something else going on, possibly an obstruction of some kind (although not as likely with 0.6 Nozzle), or a loose Grub Screw on an extruder gear, maybe the idler not tight enough?(or to tight), you mentioned your using a 0.6 nozzle, what type of nozzle is it? I print quite a bit of Overture3D products with my MK3's and I've used from 0.25 through 0.6 nozzles genuine E3D without any issues, both Nozzle X & Brass for the 0.5 - 0.6. Are you still using an MMU? that could introduce issues. Also I'll mention on my machines I tend to print Overture PLA at 210C on a 60C bed or less, and I tend to slow it down a bit. Printing to hot, moister in the filament and under extruding can cause the print to be brittle.
That's all I can think of right now, if anything else comes to mind I'll post it.
Regards
Swiss_Cheese
The Filament Whisperer
RE: Overture PLA printing issues
The first layer does pretty well most time'
"Most time" — um. If it's not "all the time", I also suspect there's something going on that is perhaps not filament related, such as a blockage. I second all the suggestions made before. Start with the default PLA profile, as cwbullet suggested. I've been printing a boatload of (black matte) Overture PLA with a 0.6 nozzle (tungsten carbide) lately, using the Generic PLA profile, with good results. If you're still seeing issues, check the filament path to make sure there's nothing inhibiting the free travel of filament, from the spool to the nozzle, like swiss_cheese indicated. Additionally, I'd invest into a filament dryer. I rarely see an issue with PLA but I think it's a good investment (or gift idea for bday/xmas), especially with PETG and pretty much a requirement for TPU.
Formerly known on this forum as @fuchsr -- https://foxrun3d.com/
RE: Overture PLA printing issues
Can you post just a first layer test?
--------------------
Chuck H
3D Printer Review Blog