Issues with dimensional accuracy
Hi all
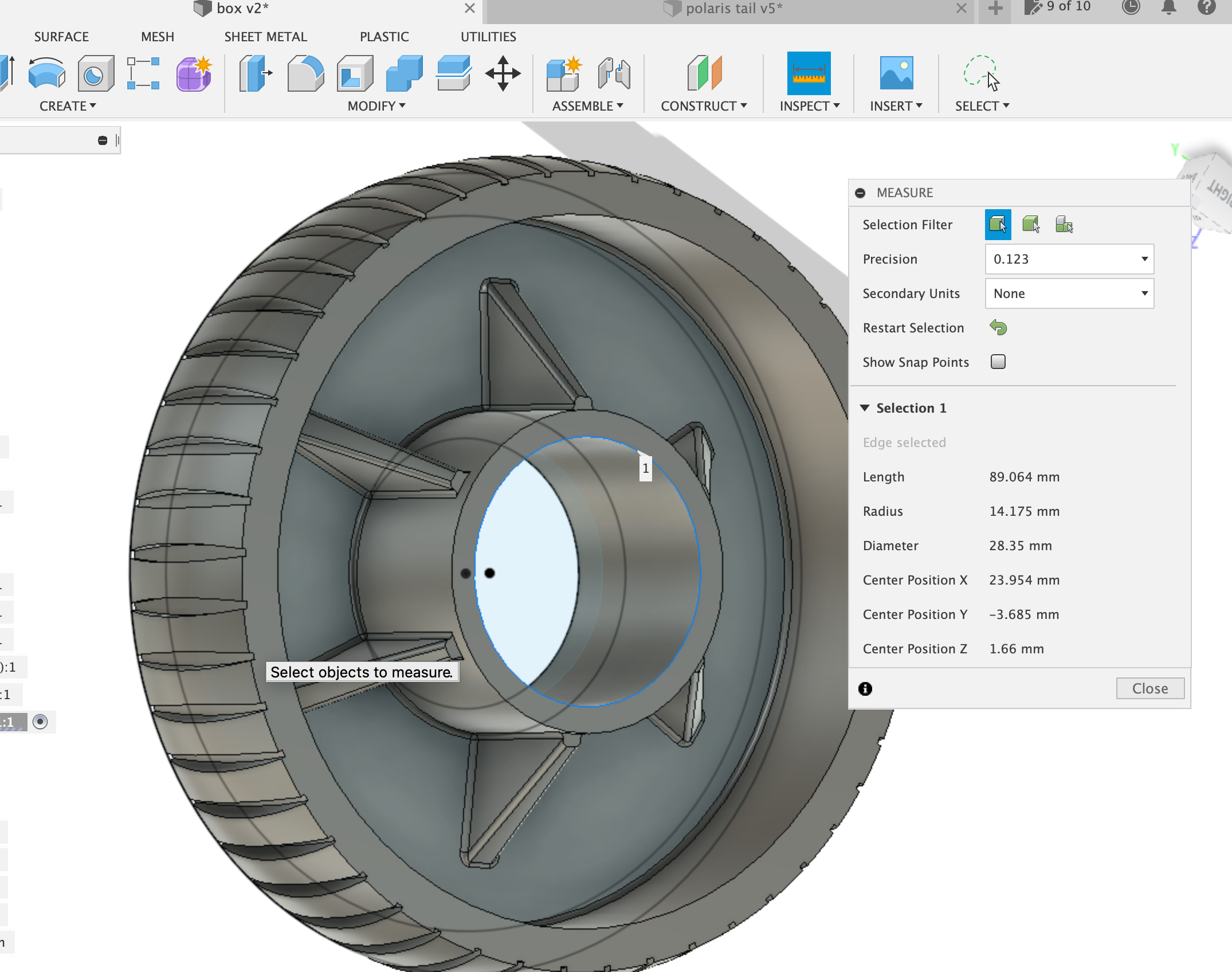
I am printing some wheels for a polaris pool cleaner. the central hole needs to be dimensionally accurate to receive bearings.
the design is in fusion360 and the diameter of the central hole is exactly accurate in the design. Using prusa slicer 2.4.2 and printing with both ABS and PETG results in the diameter being 27.15mm instead of 28.35mm. all other prints done before and after are dimensionally accurate to within measurement tolerances.
I can't think what may be causing this. Any hints please?
below is screenshot showing dimensions and design.
here is a zip of the 3mf file.
RE:
You´re printing with a layer height of .55mm? Really? What size is that nozzle, 1.0mm? I wonder how accurately those layers can be squished.... Have you tried with a .4mm nozzle and .15mm (Quality) layer height? To measure accuracy it should be sufficient to cut a piece of the inner section from the part and print it separately for testing.
Are you exporting the stl directly to your computer or do you have it exported to your online Fusion database? Might make sense to try the other way, respectively.
I try to give answers to the best of my ability, but I am not a 3D printing pro by any means, and anything you do you do at your own risk. BTW: I have no food for…
RE:
printing with an 0.8mm nozzle. i have a bunch of large prints on the go this weekend and the time saving is significant. all other prints with this nozzle size are dimensionally accurate (to within measurement tolerance)
usual workflow is to export directly from Fusion to prusaslicer. that's what I've been doing for a couple of years with zero issues until now!
fusion file added (zipped as I can't attach an f3d file for some reason).
RE:
It's my experience that the only way to precisely fit pieces, particularly circular pieces, is trial and error using test prints using EXACTLY the same parameters, and exactly the same filament, that will be used for the final print. Tweak the dimension slightly after a precise and accurate measurement of the test print, or better yet a test fit, and rinse-repeat as needed.
There are so many variables in the FDM process that when you get down to fractional millimeters, it's extremely difficult, more like impossible, to draft for a close fit.
(And by the way, I use a Polaris pool cleaner as well.) 😉
RE: Issues with dimensional accuracy
This is the top sliced off your stl object (about 1,8mm high). Printed on i3Mk3s, with a .4mm nozzle, .1mm layer height, quick & dirty with basic Chinese PLA I only use for prototyping. Doesn´t get any closer than that, so your problem is not the construction, it´s your print settings.

I try to give answers to the best of my ability, but I am not a 3D printing pro by any means, and anything you do you do at your own risk. BTW: I have no food for…
RE: Issues with dimensional accuracy
thank you. I really appreciate the follow through.
i guess this will be a night time print with the 0.4mm nozzle then!
odd that all the others are dimensionally accurate though. i suspect that (as jsw hints) the curved gcode moves have rounding errors that maybe don't take the nozzle difference into account (potentially tracing the midpoint of the nozzle rather than the width?).
RE: Issues with dimensional accuracy
I'm not surprised to see some imprecision of that internal curvature with a 0.8mm nozzle. I don't think layer height plays much of a role here though.
Formerly known on this forum as @fuchsr -- https://foxrun3d.com/
Circles have to be approximated as straight line segments. Think of a hexagonal nut, that shape is a circle reduced to six straight lines with the points on the circumference; so: the more segments the closer to a true circle. Your design software will have some sort of quality settings to handle this.
After that it's a matter of calibration as @jsw suggests.
Having said that, if you need an interference fit the standard advice is to print tight and carefully, very slowly, machine to size.
Cheerio,
RE: Issues with dimensional accuracy
If you use octoprint, there’s a plug-in called ‘arc welder’ that will modify the gcode to smooth out arcs and circles in your prints.
It may or may not help with your dimensional accuracy but it might, and is worth a try, imho.
As @justme3d demonstrated above, you can quickly print a small section for trials.
Good luck! Vacuuming the pool manually is a pita! It’s on my list for today… #firstworldproblems!
Cheers
RE: Issues with dimensional accuracy
........being 27.15mm instead of 28.35mm. all other prints done before and after are dimensionally accurate to within measurement tolerances.
......
When I am designing things that has to be REALLY accurate in F360 I do the following,
1. Create a component "something- Original"
2. Design it accurately, just as you did
3. Make a new component "something - Adjusted"
4. Drag the BODY from "Original" to component "something - Adjusted" while holding "Shift", (this creates a copy of the "Original" body)
5. Activate "Adjusted" component and make the changes I want/need
This is like "Derive", every changes you make to "Original" component will affect "Adjusted"
The changes you make to the "Adjusted" will NOT affect "Original"
I did this to your f3d file and in the "Adjusted" component I use "Offset face" to make the hole slightly bigger (28,35-27,15)/2 = 0,6mm
With this workflow it is also easy to cut out the part that have to be accurate and test print it, look at last "Extrude" that is "suppressed" in the attached f3d
Right-click, "Unsuppress" to cut out everything but the center hole, test print, make adjustment, "Suppress", print whole part, Done
Prusa i3 MK3S+ FW 3.11.0 (kit dec -20), PrusaSlicer 2.6.1+win64, Fusion 360, Windows 10
RE: Issues with dimensional accuracy
You could try ArcWelder - a post-processing plugin that uses G2/G3 (for arcs and curves). Normally Prusaslicer only uses G0/G1 (linear movement).
You might be getting inaccuracies because of simplification for straight line motions rather than curved ones.
https://github.com/FormerLurker/ArcWelderPlugin
RE: Issues with dimensional accuracy
Yes, an extreme example of bad is the circles I get out of TinkerCad. Not sure there are any settings there to make them better. I was getting decent with Fusion 360 about a year ago and noted how much better the rounded shapes came out. But, unfortunately, I went back to using TinkerCad because it is faster when I am in a hurry. Now I need to re-learn Fusion. Totally different logic and workflow.
Last time I had real dimensional inaccuracy was with a MaketBot clone that had different numbers of teeth on the gears so using the standard profile put me off by ~6%. Which was unacceptable even for non-critical parts. Firmware needed custom stepper settings to improve that accuracy.
Good discussion. Need to check out Arc Welder sometime. Hope the OP gets his pool cleaner rolling along smooth soon.
Circles have to be approximated as straight line segments. Think of a hexagonal nut, that shape is a circle reduced to six straight lines with the points on the circumference; so: the more segments the closer to a true circle. Your design software will have some sort of quality settings to handle this.
After that it's a matter of calibration as @jsw suggests.
Having said that, if you need an interference fit the standard advice is to print tight and carefully, very slowly, machine to size.
Cheerio,
RE: Issues with dimensional accuracy
Not sure there are any settings there to make them better.
The only setting is the number of sides. Why the default is 20, no idea. Set to 64, the holes are kind of reasonable. Wish you could go to 128.
Formerly known on this forum as @fuchsr -- https://foxrun3d.com/
RE: Issues with dimensional accuracy
Yup, 20 is ridiculous. OK, I found the setting... in the add object dialog. I had been looking for global settings which don't seem to exist.
RE: Issues with dimensional accuracy
I guess 20 is fine for much of the "toy" stuff people do with it. Still, despite its limitations I haven't found anything easier to use than Tinkercad for some simple modifications to an existing STL. It's certainly not Fusion, which I use daily and is great for de novo CAD work, but I found converting mesh to BREP and ending up with thousands of faces not nearly as simple and quick as Tinkercad. (Much better though in the commercial license).
Formerly known on this forum as @fuchsr -- https://foxrun3d.com/
RE: Issues with dimensional accuracy
I’ve printed some O scale trains but in ASA and I calculate 1% shrinkage in fusion 360 with perfect results to fit tiny brass parts. It’s actually .09 on Polymaker ASA and .08 on Prusa ASA. ASA is like improved ABS which I can’t use and understand shrinks more. If you happen to have wet filament all bets are off anything will shrink as it hardens. I love my dryer and dry box. I would not use ABS in a pool. Heavy body TPU or ASA both can take the chemical abuse.
RE: Issues with dimensional accuracy
I just came across this feed. I took that file and just saved it: Save Mesh - STL - Refinement - Low. Then again saving it: Save Mesh - STL - Refinement - High. Then just opened them both up together in Prusa Slicer and notice a massive facet count difference. This may add to your problems. Just my 2 cents.
RE: Issues with dimensional accuracy
Také mám dotaz. Když vytisknu kvádr 30x30x30 tak v ose Y se liší od programové hodnoty o cca max 0.03 - 0.04mm. Ovšem v ose X je to 0.17mm. Pokud by nepřesnost byla v obou osách stejná ,naučím se s tim žít. Jinak je tisk bez problemu. Kreslim v SolidWorks a exportuji do STEP. Je někde možnost nastavení velikosti kroku jednotlivých os?
RE: Issues with dimensional accuracy
If you want to get crazy with it, you can fairly quickly go to 360.
- 1 cylinder, 60 sides
- Duplicate, rotate by 1 degree
- Duplicate+repeat 4 times, group all.
It will absolutely destroy the responsiveness, but if you need a quick and dirty higher-res circle, that'll do it.
Not sure there are any settings there to make them better.
The only setting is the number of sides. Why the default is 20, no idea. Set to 64, the holes are kind of reasonable. Wish you could go to 128.
RE: Issues with dimensional accuracy
Elegantní řešení pro válec / otvor / zaoblení by bylo použití G02 nebo G03 (kruhová interpolace) a G41,G42 (kompenzace nastroje). To ale jsou kody pro cnc stroje.