RE: Drying Times and Temps in Dehydrator
commercial bulk resin vacuum drying systems - 1 pass ( warm / vacuum / eject)
Magic is done at 176C ... a bit warm for filaments.
RE: Drying Times and Temps in Dehydrator
From reading the Web Page, the 176c is the max "up to temp" of the VCD-150 unit, they then give comparisons of say the temp should be for drying:
- Nylon: 77c
- PC: 121c
...and it proceses some 454KG per Hour! It also looks like it only runs a vacuum of 80%
RE: Drying Times and Temps in Dehydrator
Here's a plot of vacuum based drying of Nylon at 1013hPa: note the residual moisture is based on temperature, not vacuum.
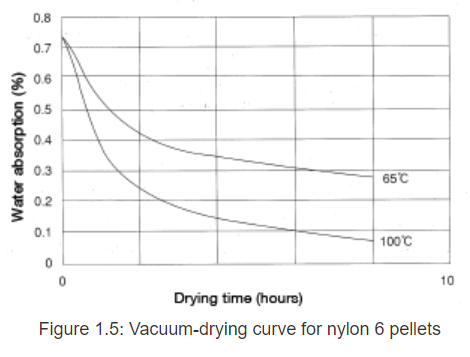
Ⅲ. Drying pellets that have absorbed moisture
A.Vacuum drying
Vacuum drying is the best means of drying nylon. Appropriate drying conditions are a temperature of 80-120°C and a vacuum pressure of 1013 hPa. Drying time should be 10 to 48 hours, depending on the pellet water content.
https://www.toray.jp/plastics/en/amilan/technical/tec_007.html
And another really good article, no data though, is:
https://www.novatec.com/wp-content/uploads/2016/03/Drying-Supplement-2-14.pdf
RE: Drying Times and Temps in Dehydrator
So here is the simple model I'm think of using. 15g, 5m, 1hr print time with 1.75mm walls. Should be an easy print for all filament types. At 15g a 1% change would be 0.15g, and my balance goes down to 0.001 (with repeatibility of 0.002) so it will resolve at worst 1/75th of 1% of the sample weight.
If you think the print model is good, I'd firstly print a few models which should then be 100% dry, and graph how they go at gaining moisture/weight:
- Submerged In Water
- using tim-m30's humidity chamber method
- leave it in Atmo
This would give us a hydration curve and we could then settle on the most time effective way to saturate.
We would then move onto testing drying methods.
What do you think?
Thanks
Nathan
RE: Drying Times and Temps in Dehydrator
It looks reasonable, but if you have a scale capable of 200 grams with milligram resolution, I'd use a much higher weight for testing.
You really want to maximize accuracy and minimize things like linearity error. In my tests, 18 grams was really too low to be super accurate, but that was the best my inexpensive 20 gram scale could handle with 0.5% moisture measurable outside the error bands (20,000 counts). Your scale is a lot better (200,000 counts), but you still want to be at the upper end of the scale for best accuracy (I'd be happy at 100 grams).
I am still thinking you want to measure filament, not printed material. A printed part will not present the best analog of filament reacting to wetting and drying. Tightly wound filament will be better than a print.
And, I would NOT use water as the wetting medium; just too large a chance of water drops on the test pieces when they are pulled and weighed. If you want the fastest wetting method, then use a steam bath (still risky due to condensation), or the 50RH at 50c method. Sure, water accelerates absorption, but it still takes days to wet most plastics. And in printed pieces, the gaps mean you will have trapped water, it will be unavoidable, and that trapped water will invalidate your results. I prefer the ambient equilibrium method - especially because it best mimics real life conditions. https://www.astm.org/Standards/D5229.htm / http://file.yizimg.com/175706/2014021816594640.pdf
Water Absorption at Equilibrium - Plastic specimen is exposed to a humid environment -- generally at 50% relative humidity -- at a specified temperature -- 23°C or 73.4°F -- for 24 hours
https://omnexus.specialchem.com/polymer-properties/properties/water-absorption-24-hours
I used a modified version because I don't have gear that will maintain an ambient 50% RH. I used 99.9% RH because that is easy to create and maintain without instrumentation or special gear. And, most printable PLA only absorbs about 0.5% its weight in water over several days or even weeks of high humidity immersion.
So figure out what you are testing for and what you hope to learn: design accordingly, then proceed.
RE: Drying Times and Temps in Dehydrator
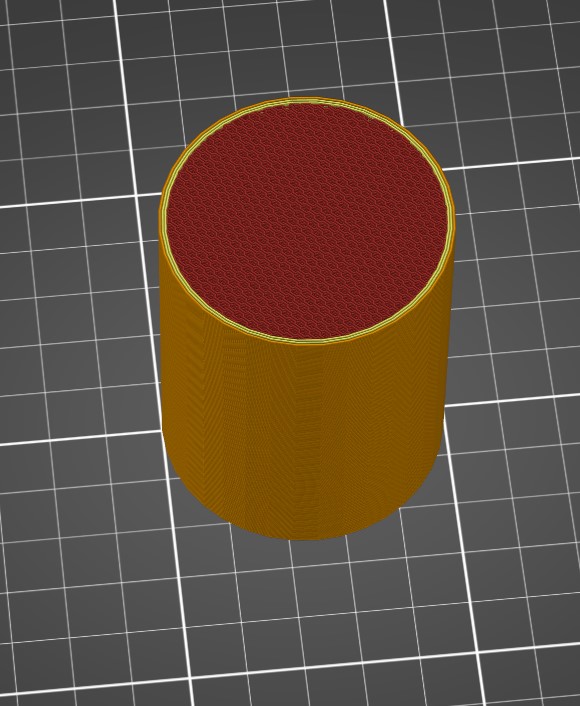
Here's a high surface area cylinder: it will probably maximize absorption, is about 100 grams and a fair weight for your scale, but it is somewhat unrealistic for testing 1.75 mm diameter filament drying characteristics.
RE: Drying Times and Temps in Dehydrator
Thanks for the back and forth as I think it is imported to get to a general consensus of what is a reasonable procedure so that others can join in or verify results. Some comments:
- The argument I have for using a printed model, is that we will start with a known dry sample. Running the filament through the hot end will boil off all moisture (but of course will start to regain as soon as it cools). This way we can measure, Known Dry (Printed Model) --> Measure Saturation Curve to Max --> Measuring Drying Curve back to Known Dry (if the method will get there). With raw filament, we don't know how wet it is to start with, and hence will also not know what the target dryness is.... or hence if a particular method (or any method) can achive it. All we will know is that a method stops drying the filament at some (unknown) point. The "real" way would be to use a Moisture Analyser on another raw filament sample to get the starting saturation point, but this would require more $$$ for another machine and I'm guessing that while many will have scales, few will have a moisture analyser.
- I too think the model is on the light side. The heaver the model the less the error of the scale matters. So, I'm trying to find a balance, that is "good" enough Vs cheap, easy and quick to print (to avoid moisture absorption) that also fits on the bed of the scale.
- I'm also happy enough to use your suggest humidity container as I think it will be quick and lowers errors. It is also easy to cross check with samples left in Atmos and Immersed it water to see if there is much of a difference in final weight and the time it takes. From the artical you link, I see that ASTM D570 - Standard Test Method for Water Absorption of Plastics - Test Procedure: For the water absorption test, the specimens are dried in an oven for a specified time and temperature and then placed in a desiccator to cool. Immediately upon cooling the specimens are weighed. The material is then emerged in water at agreed upon conditions, often 23°C for 24 hours or until equilibrium. Specimens are removed, patted dry with a lint free cloth, and weighed.
I guess what I'd like to get settled for now is:
- Does the printed model concept makes sense so we have a known dry sample to start with?
- What model should we use?
Thanks
Nathan
RE: Drying Times and Temps in Dehydrator
Thanks for the model idea. Trouble with this one is it will take 8hrs to print. If it was in Nylon then it will have already absorbed a fair amount of water.
RE: Drying Times and Temps in Dehydrator
If you think printing will remove 100% of the moisture, you are starting off on the wrong foot. Reading some of the articles, they all agree you never want to print 100% dry material as the malleability and printability suffers tremendously due to unwanted crystallization that happens when there are no water molecules to help plasticity (or whatever they said): 100% dry is bad. Then there's the notion I doubt you can even remove 100% of the moisture, even at 250c print temps. At 250c and atmosphere, water is in gas form... but it's still around.
RE: Drying Times and Temps in Dehydrator
....the argument to using raw filament will work really well if we don't care (or need to know) what the starting moisture content is. If we "assume" that drying in a oven using existing published values (say the print dry table) is the "Gold Std" and will fully dry filament, we are good to go using filament as then we are just comparing how well other methods go VS oven baking.
RE: Drying Times and Temps in Dehydrator
If you think printing will remove 100% of the moisture, you are starting off on the wrong foot. Reading some of the articles, they all agree you never want to print 100% dry material as the malleability and printability suffers tremendously due to unwanted crystallization that happens when there are no water molecules to help plasticity (or whatever they said): 100% dry is bad. Then there's the notion I doubt you can even remove 100% of the moisture, even at 250c print temps. At 250c and atmosphere, water is in gas form... but it's still around.
I'm not trying to make a recommendation on what dryness the filament should be for printing (the MFR do that), more trying to work out for our experiment how to get a sample with a known dryness to start with. If you and I did a test now, we would both be staring with filament with different moisture levels and we would not have an idea of how dry it actually got, we would only know it relative to the starting point.
RE: Drying Times and Temps in Dehydrator
As we all have a printer, it seems to me that running the filament though the Hot End to make a known sample, should be an effective way of all of us getting a pretty consistent (and very low) starting point with for water content.
RE: Drying Times and Temps in Dehydrator
one thing to remember is that filament is made ( extruded in production) at much lower temperatures and higher pressures than what we use to print.
RE: Drying Times and Temps in Dehydrator
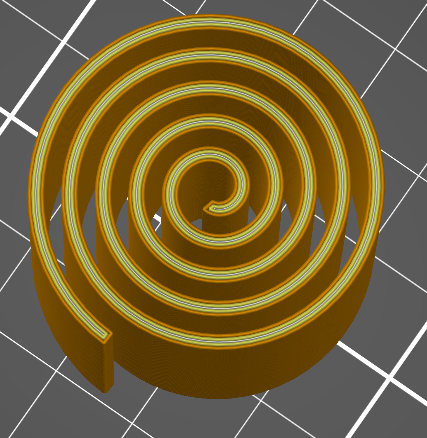
After trying more designs to up the weight without impacting too heavily of size, speed etc I've landing on a Spiral (made in customiser at thingiverse then cleaned up in mesh mixer). It is about 27g, 9m, and 90mins to print. So about twice the weight of my last model but only 30mins more.
RE: Drying Times and Temps in Dehydrator
I got some PLA samples printing, and was getting ready to print some Nylon, and saw in it's product info sheet that the specs they quote are based on "results obtained from test parts prepared from filament dried under vacuum at 80 - 90°C for 12 - 24 h." No mention of the strength of the vacuum. - https://www.dupont.com/content/dam/dupont/products-and-services/plastics-polymers-and-resins/plastics-polymers-and-resins-landing/documents/Zytel%203D1000FL%20NC010.pdf
RE: Drying Times and Temps in Dehydrator
dried under vacuum at 80 - 90°C for 12 - 24 h
I think your tests will be informative to you. I also see no reason to print material with the idea it is in any way drying the filament. It isn't. Moisture will stay in the material - that's why it must be dried before printing.
RE: Drying Times and Temps in Dehydrator
One of the issues with wet filament is the water boils off when passing through the nozzle causing print issues. My filament is certainly not that wet but I have no idea what the starting moisture is and I don't have anyway to test it. My posit is that by printing a test sample it will boil off residual moisture giving a more consistent starting point. Lets see how much moisture the samples take up. Then lets see how well they dry back down with various methods.
Not wanting to add expectation bias, but my best results on drying a spool of ePA-GF was a combination of heat and vacuum but that was simply by observation of test printing benchys.
RE: Drying Times and Temps in Dehydrator
Perhaps I'm over thinking it, but if you are drying a print, the results will not translate to drying filament. Plus, you're trying to wet the material in 24 hours, which also corrupts the result away from real world. If water mobility is poor, 24 hours will only slightly wet the interior of a large piece, and 5 minutes of dry may be more than enough to remove all of what was absorbed in such a short time.
I'm thinking you can print a block of plastic the weight you want to test. It will be as informative as the spiral shape. And for grins, what is the surface area of your test piece? 9 meters of PLA filament has about 50,000 sq mm of surface. or 500 sq cm.
And to quote an expert saying soaking in water is not the best way to wet a plastic for testing:
Water absorption is expressed as increase in weight percent or % weight gain of a plastic specimen under following testing procedures:
- Water Absorption 24 hrs at 23°C - Immersion of a plastic specimen in distilled water during 24 hours at 23°C
- Water Absorption 24 hrs at 100°C - Immersion of a plastic specimen in distilled boiling water during 24 hours Water Absorption at saturation - Immersion of a plastic specimen in distilled water at 23°C. Measurement occurs when the polymer does not absorb water anymore
- Water Absorption at Equilibrium - Plastic specimen is exposed to a humid environment -- generally at 50% relative humidity -- at a specified temperature -- 23°C or 73.4°F -- for 24 hours
Exposure to humidity, immersion and exposure to boiling water can result in distinctly different material responses. The equilibrium moisture content can be used to compare the amount of water absorbed by different types of plastics when they are exposed to moisture.
Anyway - there are a lot of factors involved.
RE: Drying Times and Temps in Dehydrator
Yup...way to many variables! I do like the spiral shape.... as you say it gives plenty of surface area but is nice and compact with quick print times with a 1.75mm wall thickness with more mass the prior sample ideas.
So with luck I'll have 3 prints of PLA and 3 of ePA-CF done tonight, and I'll have one of each in water, in your humidity chamber (my metre is reading HH or above 90 something %) and one in Atmo (currently 50%RH) under a paper towel to avoid dust etc. I will then be away for 5 days and when I'm back I'll pull all the samples are see what they have all gained.
Once I've done that we can have another discussion on what to do next (more wetting, move to drying etc etc).
Thanks
Nathan
PS - I've decided to go with ePA-CF tonight (instead of straight DuPont's PA) as I do have some measurements with my ePA-CF spanners and also some PLA measurements.
RE: Drying Times and Temps in Dehydrator
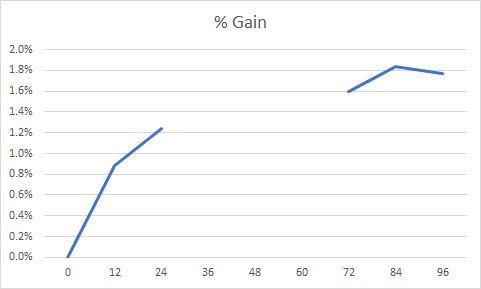
Don't take too much notice of this (old 15g sample with my old balance), but here is the weight gain of a PLA test sample immersed in water for 96hours. The gap was when I was away with work so I did not take measurements at these times. Anyway, I can tell that I'd expect my PLA sample to absorb up to 2% and it then reaches equilibrium and that at the 12hr mark it has absorbed half the moisture it can hold.