Troubleshooting rough details
Did my first print a couple hours ago. Hurray! Most of the model looks awesome!


But there are some parts, which could use quiet a lot improvements:


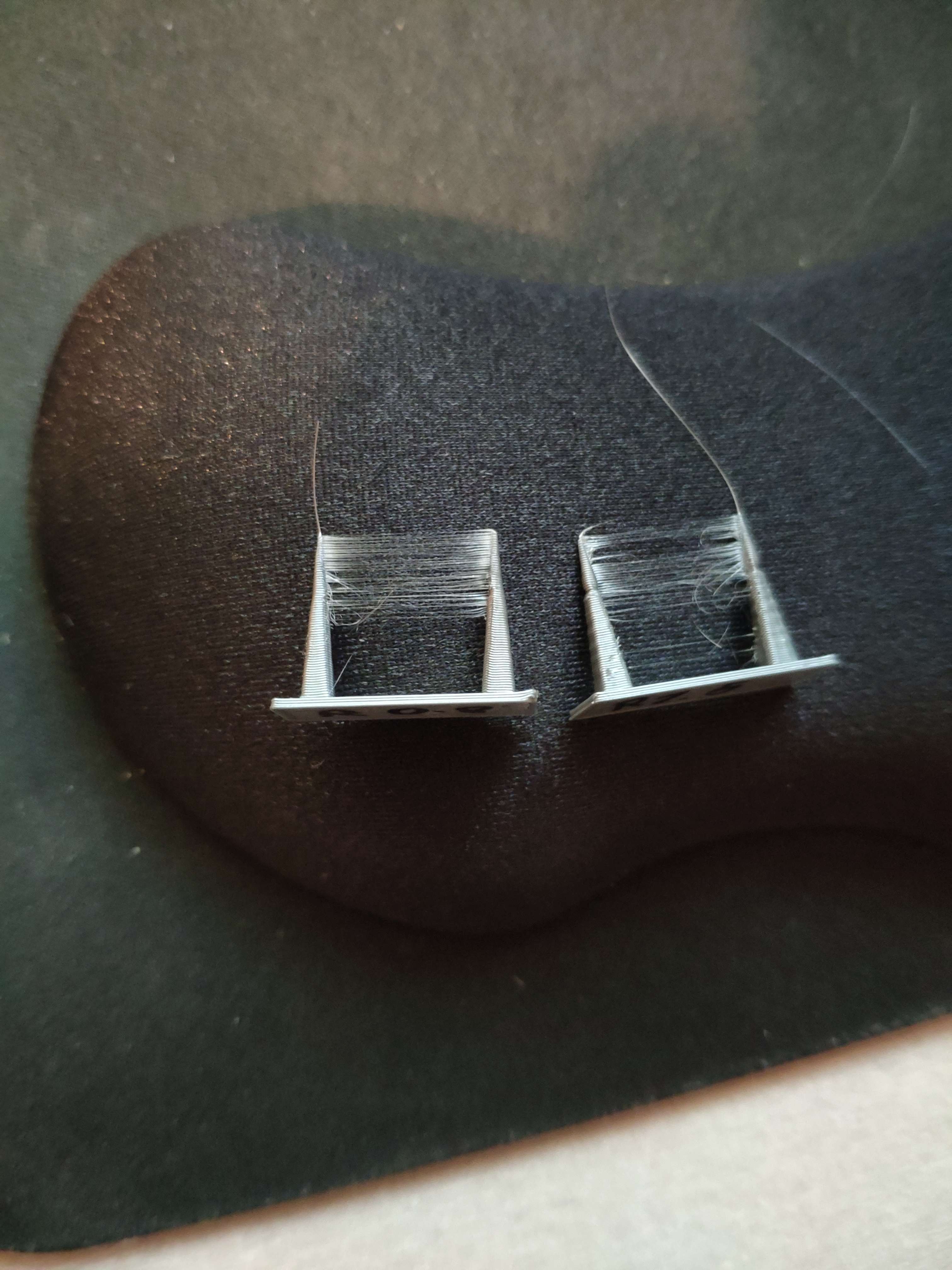
Already removed some of the stringing but this is not clean enough for printing miniatures ...
The dome suddenly started to get rough on one side and then slightly got better with each layer ... maybe the pointy needle caused this due to the high amount of stringing?
Also those sloped pillars look horrible ...
I read a lot about adjusting temperature and stuff, but I'm not experienced enough to take advantage from that literature 😐
Any help would be appreciated 🙂
I use the default Slic3r settings from prusa:
# generated by Slic3r Prusa Edition 1.41.2+win64 on 2019-01-29 at 13:15:11
avoid_crossing_perimeters = 0
bed_shape = 0x0,250x0,250x210,0x210
bed_temperature = 60
before_layer_gcode = ;BEFORE_LAYER_CHANGE\nG92 E0.0\n;[layer_z]\n\n
between_objects_gcode =
bottom_solid_layers = 10
bridge_acceleration = 300
bridge_angle = 0
bridge_fan_speed = 100
bridge_flow_ratio = 0.7
bridge_speed = 20
brim_width = 0
clip_multipart_objects = 1
compatible_printers_condition_cummulative = "printer_notes=~/.*PRINTER_VENDOR_PRUSA3D.*/ and printer_notes=~/.*PRINTER_MODEL_MK3.*/ and nozzle_diameter[0]==0.4 and ! single_extruder_multi_material";"! (printer_notes=~/.*PRINTER_VENDOR_PRUSA3D.*/ and printer_notes=~/.*PRINTER_MODEL_MK(2.5|3).*/ and single_extruder_multi_material)"
complete_objects = 0
cooling = 1
cooling_tube_length = 5
cooling_tube_retraction = 91.5
default_acceleration = 500
default_filament_profile = "Prusament PLA"
default_print_profile = 0.15mm OPTIMAL MK3
deretract_speed = 0
disable_fan_first_layers = 1
dont_support_bridges = 1
duplicate_distance = 6
elefant_foot_compensation = 0
end_filament_gcode = "; Filament-specific end gcode"
end_gcode = G4 ; wait\nM221 S100\nM104 S0 ; turn off temperature\nM140 S0 ; turn off heatbed\nM107 ; turn off fan\n{if layer_z < max_print_height}G1 Z{z_offset+min(layer_z+30, max_print_height)}{endif} ; Move print head up\nG1 X0 Y200; home X axis\nM84 ; disable motors
ensure_vertical_shell_thickness = 1
external_fill_pattern = rectilinear
external_perimeter_extrusion_width = 0.45
external_perimeter_speed = 20
external_perimeters_first = 0
extra_loading_move = -2
extra_perimeters = 0
extruder_clearance_height = 20
extruder_clearance_radius = 20
extruder_colour = #FFFF00
extruder_offset = 0x0
extrusion_axis = E
extrusion_multiplier = 1
extrusion_width = 0.45
fan_always_on = 1
fan_below_layer_time = 100
filament_colour = #FF3232
filament_cooling_final_speed = 3.4
filament_cooling_initial_speed = 2.2
filament_cooling_moves = 4
filament_cost = 24.99
filament_density = 1.24
filament_diameter = 1.75
filament_load_time = 0
filament_loading_speed = 28
filament_loading_speed_start = 3
filament_max_volumetric_speed = 15
filament_minimal_purge_on_wipe_tower = 15
filament_notes = "Affordable filament for everyday printing in premium quality manufactured in-house by Josef Prusa"
filament_ramming_parameters = "120 100 6.6 6.8 7.2 7.6 7.9 8.2 8.7 9.4 9.9 10.0| 0.05 6.6 0.45 6.8 0.95 7.8 1.45 8.3 1.95 9.7 2.45 10 2.95 7.6 3.45 7.6 3.95 7.6 4.45 7.6 4.95 7.6"
filament_settings_id = "Prusament PLA"
filament_soluble = 0
filament_toolchange_delay = 0
filament_type = PLA
filament_unload_time = 0
filament_unloading_speed = 90
filament_unloading_speed_start = 100
fill_angle = 45
fill_density = 20%
fill_pattern = grid
first_layer_acceleration = 500
first_layer_bed_temperature = 60
first_layer_extrusion_width = 0.42
first_layer_height = 0.2
first_layer_speed = 20
first_layer_temperature = 215
gap_fill_speed = 20
gcode_comments = 0
gcode_flavor = marlin
host_type = octoprint
infill_acceleration = 800
infill_every_layers = 1
infill_extruder = 1
infill_extrusion_width = 0.45
infill_first = 0
infill_only_where_needed = 0
infill_overlap = 25%
infill_speed = 30
interface_shells = 0
layer_gcode = ;AFTER_LAYER_CHANGE\n;[layer_z]
layer_height = 0.05
machine_max_acceleration_e = 5000,5000
machine_max_acceleration_extruding = 1250,1250
machine_max_acceleration_retracting = 1250,1250
machine_max_acceleration_x = 1000,960
machine_max_acceleration_y = 1000,960
machine_max_acceleration_z = 1000,1000
machine_max_feedrate_e = 120,120
machine_max_feedrate_x = 200,100
machine_max_feedrate_y = 200,100
machine_max_feedrate_z = 12,12
machine_max_jerk_e = 1.5,1.5
machine_max_jerk_x = 8,8
machine_max_jerk_y = 8,8
machine_max_jerk_z = 0.4,0.4
machine_min_extruding_rate = 0,0
machine_min_travel_rate = 0,0
max_fan_speed = 100
max_layer_height = 0.25
max_print_height = 210
max_print_speed = 80
max_volumetric_extrusion_rate_slope_negative = 0
max_volumetric_extrusion_rate_slope_positive = 0
max_volumetric_speed = 0
min_fan_speed = 100
min_layer_height = 0.07
min_print_speed = 15
min_skirt_length = 4
notes =
nozzle_diameter = 0.4
only_retract_when_crossing_perimeters = 0
ooze_prevention = 0
output_filename_format = {input_filename_base}_{layer_height}mm_{filament_type[0]}_{printer_model}.gcode
overhangs = 0
parking_pos_retraction = 92
perimeter_acceleration = 300
perimeter_extruder = 1
perimeter_extrusion_width = 0.45
perimeter_speed = 30
perimeters = 3
post_process =
print_host =
print_settings_id = 0.05mm ULTRADETAIL MK3
printer_model = MK3
printer_notes = Don't remove the following keywords! These keywords are used in the "compatible printer" condition of the print and filament profiles to link the particular print and filament profiles to this printer profile.\nPRINTER_VENDOR_PRUSA3D\nPRINTER_MODEL_MK3\n
printer_settings_id = Original Prusa i3 MK3
printer_variant = 0.4
printer_vendor =
printhost_apikey =
printhost_cafile =
raft_layers = 0
remaining_times = 1
resolution = 0
retract_before_travel = 1
retract_before_wipe = 0%
retract_layer_change = 1
retract_length = 0.8
retract_length_toolchange = 4
retract_lift = 0.6
retract_lift_above = 0
retract_lift_below = 209
retract_restart_extra = 0
retract_restart_extra_toolchange = 0
retract_speed = 35
seam_position = nearest
serial_port =
serial_speed = 250000
silent_mode = 1
single_extruder_multi_material = 0
single_extruder_multi_material_priming = 0
skirt_distance = 2
skirt_height = 3
skirts = 1
slowdown_below_layer_time = 20
small_perimeter_speed = 20
solid_infill_below_area = 0
solid_infill_every_layers = 0
solid_infill_extruder = 1
solid_infill_extrusion_width = 0.45
solid_infill_speed = 30
spiral_vase = 0
standby_temperature_delta = -5
start_filament_gcode = "M900 K{if printer_notes=~/.*PRINTER_HAS_BOWDEN.*/}200{else}30{endif}; Filament gcode"
start_gcode = M115 U3.5.1 ; tell printer latest fw version\nM83 ; extruder relative mode\nM104 S[first_layer_temperature] ; set extruder temp\nM140 S[first_layer_bed_temperature] ; set bed temp\nM190 S[first_layer_bed_temperature] ; wait for bed temp\nM109 S[first_layer_temperature] ; wait for extruder temp\nG28 W ; home all without mesh bed level\nG80 ; mesh bed leveling\nG1 Y-3.0 F1000.0 ; go outside print area\nG92 E0.0\nG1 X60.0 E9.0 F1000.0 ; intro line\nG1 X100.0 E12.5 F1000.0 ; intro line\nG92 E0.0\nM221 S{if layer_height==0.05}100{else}95{endif}
support_material = 0
support_material_angle = 0
support_material_auto = 1
support_material_buildplate_only = 0
support_material_contact_distance = 0.1
support_material_enforce_layers = 0
support_material_extruder = 0
support_material_extrusion_width = 0.3
support_material_interface_contact_loops = 0
support_material_interface_extruder = 0
support_material_interface_layers = 2
support_material_interface_spacing = 0.2
support_material_interface_speed = 100%
support_material_pattern = rectilinear
support_material_spacing = 1.5
support_material_speed = 30
support_material_synchronize_layers = 0
support_material_threshold = 55
support_material_with_sheath = 0
support_material_xy_spacing = 50%
temperature = 215
thin_walls = 0
threads = 8
toolchange_gcode =
top_infill_extrusion_width = 0.4
top_solid_infill_speed = 20
top_solid_layers = 15
travel_speed = 180
use_firmware_retraction = 0
use_relative_e_distances = 1
use_volumetric_e = 0
variable_layer_height = 1
wipe = 1
wipe_into_infill = 0
wipe_into_objects = 0
wipe_tower = 1
wipe_tower_bridging = 10
wipe_tower_rotation_angle = 0
wipe_tower_width = 60
wipe_tower_x = 170
wipe_tower_y = 125
wiping_volumes_extruders = 70,70
wiping_volumes_matrix = 0
xy_size_compensation = 0
z_offset = 0
Re: Troubleshooting rough details
That is a good torture test print, but to troubleshoot individual problems, try a smaller print for each that will print in 10-15 minutes and show one problem clearly.
Chase one problem at a time and change one setting at a time. Otherwise you'll chase your tail as one fix causes another problem elsewhere.
Most of all, get your 1st layer right. That's literally the foundation for the rest of your print.
Re: Troubleshooting rough details
1st layer is fine and in general no shifting/drifting/skips and so on ... only issue is this accumulation of filament on smaller details which are close together and i would like to fix it. Not sure if this is related to stringing in general and what the best approach would be to fix it.
Re: Troubleshooting rough details
So i tried to get rid of stringing, but i m not able to ... most ppl suggested increasing retraction, so I increased it: 0.8 -> 1.5.
This just added underextrusion, but did not affect stringing ... what to try next?