First layer print with intermittent gap.
I have been trying to test print a cuboid but during the first layer print there is always gap intermittently. I had increased the z level but doesn't help. I had increased the flow from 95 to 98 but doesn't help. Any suggestion from guru?
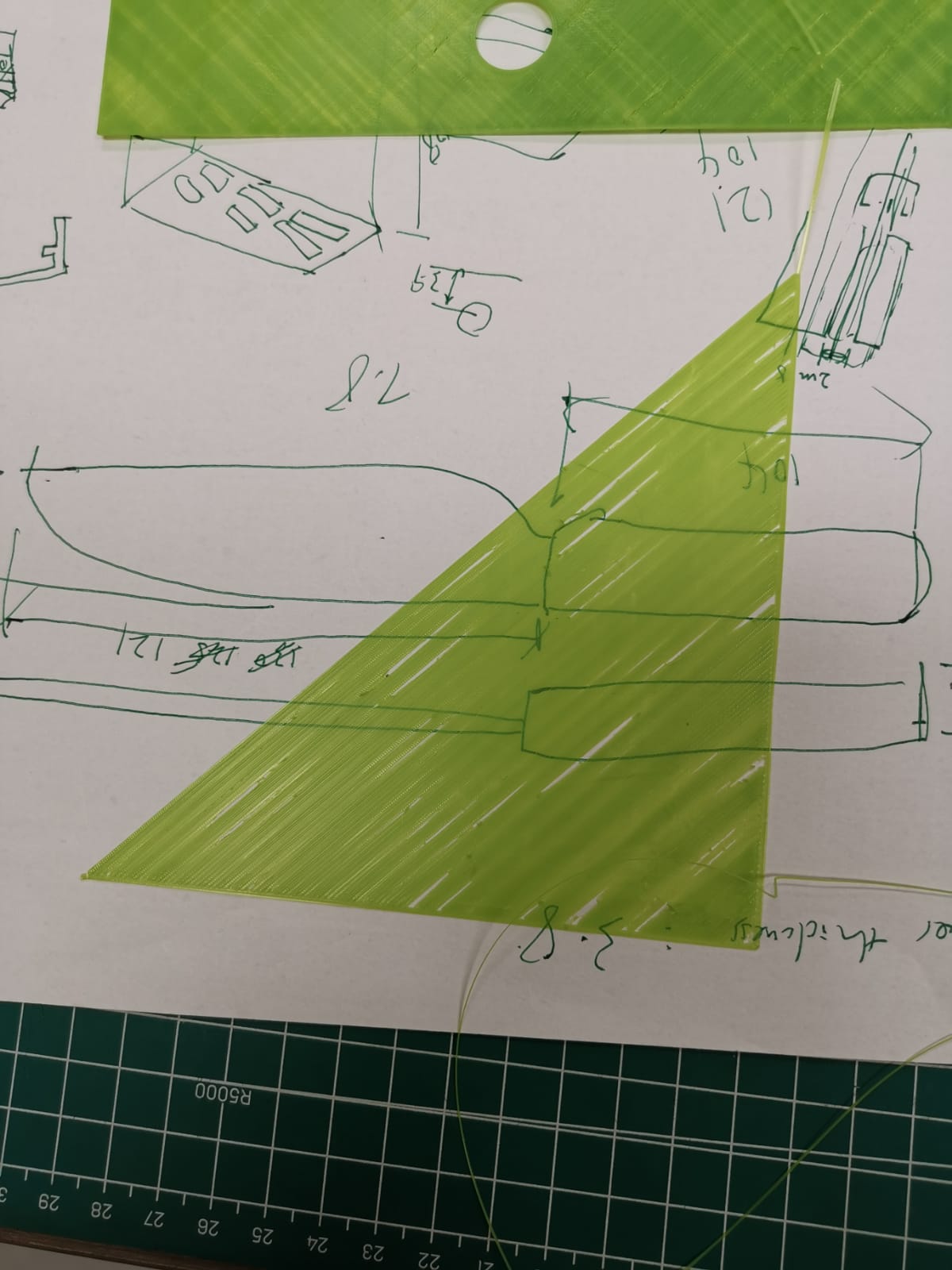
Please do a cold pull then run the built-in first layer 'Z' calibration and show us the result *on the print sheet*
https://help.prusa3d.com/article/cold-pull-mk3-s-mk2-5-s-mk3-5-s_2075
Cheerio,
RE: First layer print with intermittent gap.

Hi Diem
I tried to clean up via cold pull and it works. Enclosed is my print out. Thanks for the solution.
RE: First layer print with intermittent gap.
I have a similar problem but first some backgound. I had been printing 3DXtech HTN CF at 285/110, no enclosure, with reasonable success. Prints started showing warping on bed (footprint 100x100mm). I constructed an enclosure with 1" thick PS foam. This gave a steady-state temp inside the enclosure of 70C. This proved too hot for the PETG (?) printed parts, specifically R5 supporting the fan and the part that supports the Pinda probe. Got factory replacements for these, printed and installed new high-temp (ASA) replacements. Since then, I get intermittent 1st gaps usually less uniform than Tan shows. This deteriorates on subsequent layers to the point of no flow. This is not print- or material-specific (even PLA fails). Adjusting filament nip tension in either direction provides no relief. I have a brand new Ruby nozzle installed. Cold pulls look OK. Going back to brass does not fix. I've checked and confirmed actual nozzle temp with a contact pyrometer. Have I possibly damaged the electronics or power supply by subjecting to 70C (everything was inside the enclosure)?. Firmware has been updated from 3.13.3 to 3.14.0.
Was it absolutely dry? Nylon doesn't behave well when damp.
Open the idler.
Heat the nozzle to the highest temperature you have used plus 5°.
Place something on the bed to catch melted filament.
Manually push half a meter or so of PLA filament down through the extruder, slowly at first then as fast as it will go finishing by pulling it back out quickly.
This is the opposite of a cold pull, you are hot flushing, often a cold pull afterwards also helps.
The CF may have abraded your PTFE tube, consider replacing it.
Cheerio,
RE: First layer print with intermittent gap.
Thanks for the reply. This nylon gets dried at 90C in a vacuum oven, so probably not that (plus problem persists with PLA).
I've done a lot of "hot flushing" esp. going from high-temp to normal resins; also because, since replacing parts, I've disabled the auto-load and/or filament sensor features because of erratic behavior (shutting down in the middle of a print thinking filament had run out). Although not pulling back out quickly as you suggest.
I'll look at the PTFE tube next. If worn, that could be related to the filament sensor issues.
Another detail: after overheat in the enclosure,I discovered that the y belt tension was quite low. I couldn't get it back to normal with tension adjustment, and ended up replacing it. I don't see anywhere that Prusa states an upper temperature limit on the machine. Their standard enclosure calls for moving the power supply outside the machine, but not the computer components, correct?