Couple issues
So I have the following issues.
I get Y axis shift (only on print over 1cm)
Y axis failures (only on printer over 1cm)
My first layer adhesion on larger prints is terrible.
I'm having some globbing issues
I can't do prints that require supports since my printer knocks the support over
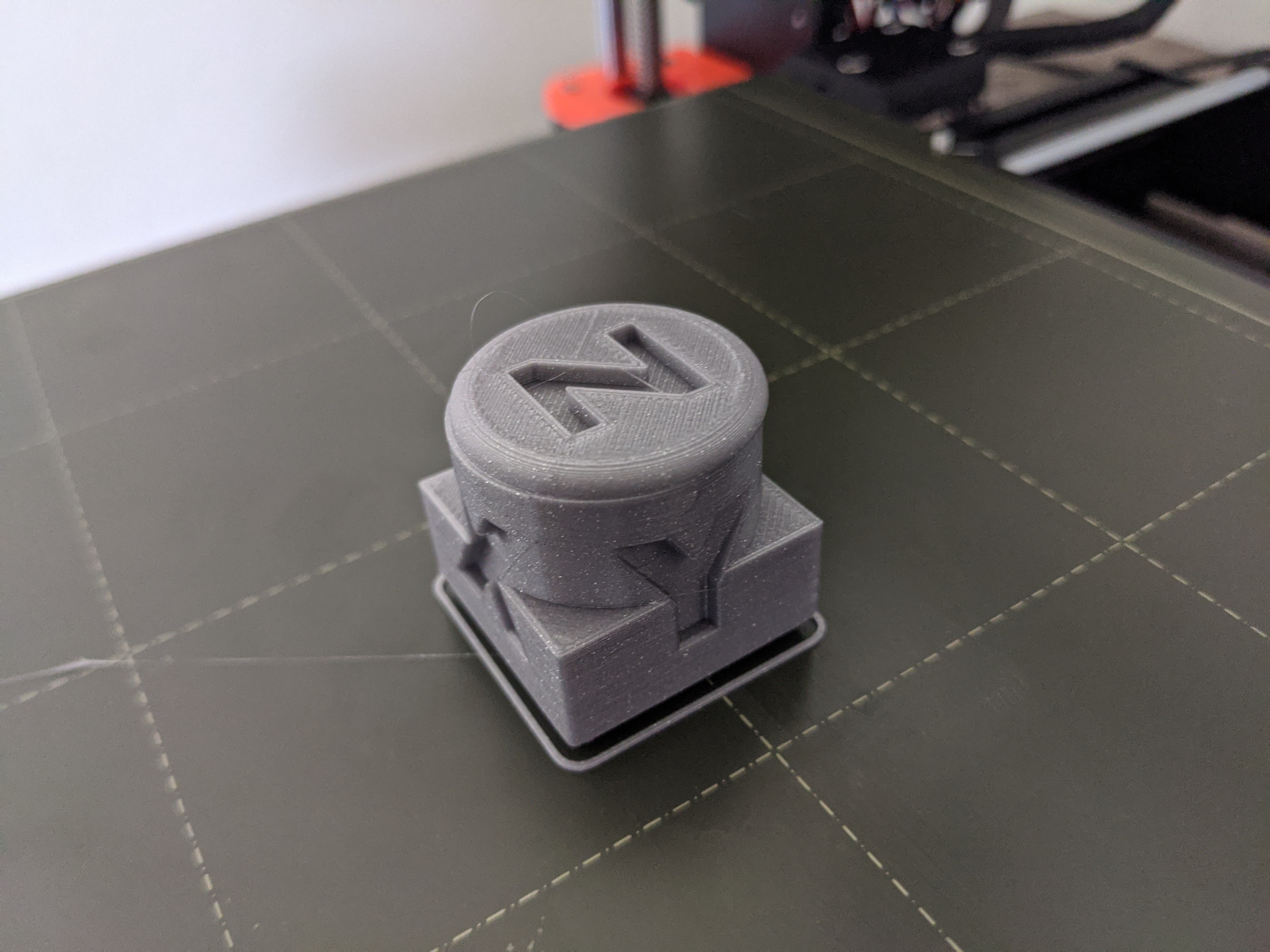
I printed an XYZ cube and a temp tower. You can see the globbing and stringing at the start of the xyz cube pic. I use glue on the larger prints but I'm having some first layer adhesion issues and I think I'm just too new to all of this to be able to troubleshoot.
I have tried adjusting the Z from one print to the next moving it down a few notches to get the better adhesion I also tried adding temp but moving it from 215 to 220 made it worse. I have not tried dripping from 215 to 210 not sure if that would help. Bed temp is 60. I clean the bed every couple prints with 99% alcohol. When I use glue I put it on evenly in 1 direction and wait a few minutes before printing.
Retraction helped a little but not much with the globbing.

RE: Couple issues
Hi,
I'm very new to 3d print, but I've had some similar issue like yours.
X/Y layer shifting
In my case, the X/Y layer shifting was due to wrong belt tension. To check it out go to LCD -> Calibration -> Belt status. It will do a test a print out a number. Probably you won't get the exact same number if you do two tests consecutive, but for me having them in a range of 271-279 did fix the issue. To be honest I'm still having some issue but only if I do print at 0.3 draft or 0.2 SPEED, while QUALITY mode causes no layer shift at all.
Here an article with more information about https://help.prusa3d.com/en/article/adjusting-belt-tension-mk3-s_112380
First Layer
I've fixed my setting by following this tutorial:
Regarding the remaining part, I've done some big print without using any glue and the default values for the Prusa PLA.
Hope some of the trouble I had will help you with getter better prints 🙂
RE: Couple issues
Most important for printing is :
1. Clean bed.
Clean with dish soap only, clean a few times with hot water, alcohol does not clean everything.
You can use alcohol a few times, but then dish soap is needed.
2. first layer needs to be 100%.
Above 2 things are important for sticking to the bed.
Extra , normally not needed, more heat for first layer in the extruder, 10 or 15 degrees, bed temperature 10 degrees higher for first layer.
Slow down first layer could also help.
If model has a small foot print to the bed, use glue stick, also for big flat models that can warp, use glue stick.