Verschobenes und lückenhaftes Infill der ersten Layer
Hallo zusammen,
ich habe mir vor ein paar Tagen den MK3S+ zusammengebaut und bin nun dabei die ersten Drucke hinzubekommen. Dabei traten zuerst Fehler auf, die ich aufgrund von Unerfahrenheit im 3D-Druck erwartet habe. Beim herumprobieren um diese Fehler auszubügeln wurden die Drucke jedoch immer schlechter bis sich herausgestellt hat, dass dies wohl an der schlechten ersten Layer liegt. Ich habe mal eine einfache Form als erste Layer gedruckt um zu zeigen vor welchem Problem ich stehe.
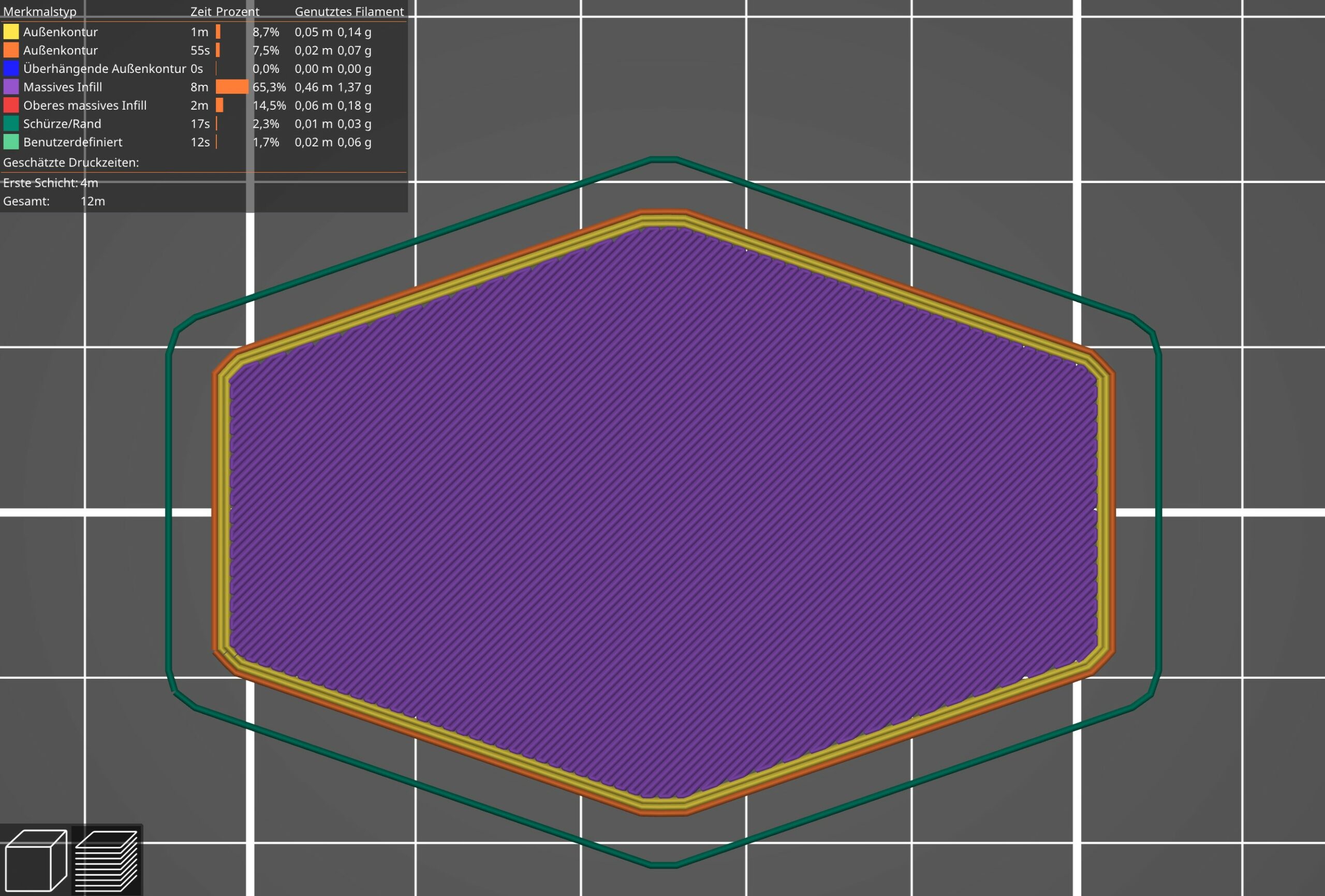
So sieht es im Slicer aus:
Und so wird es gedruckt:
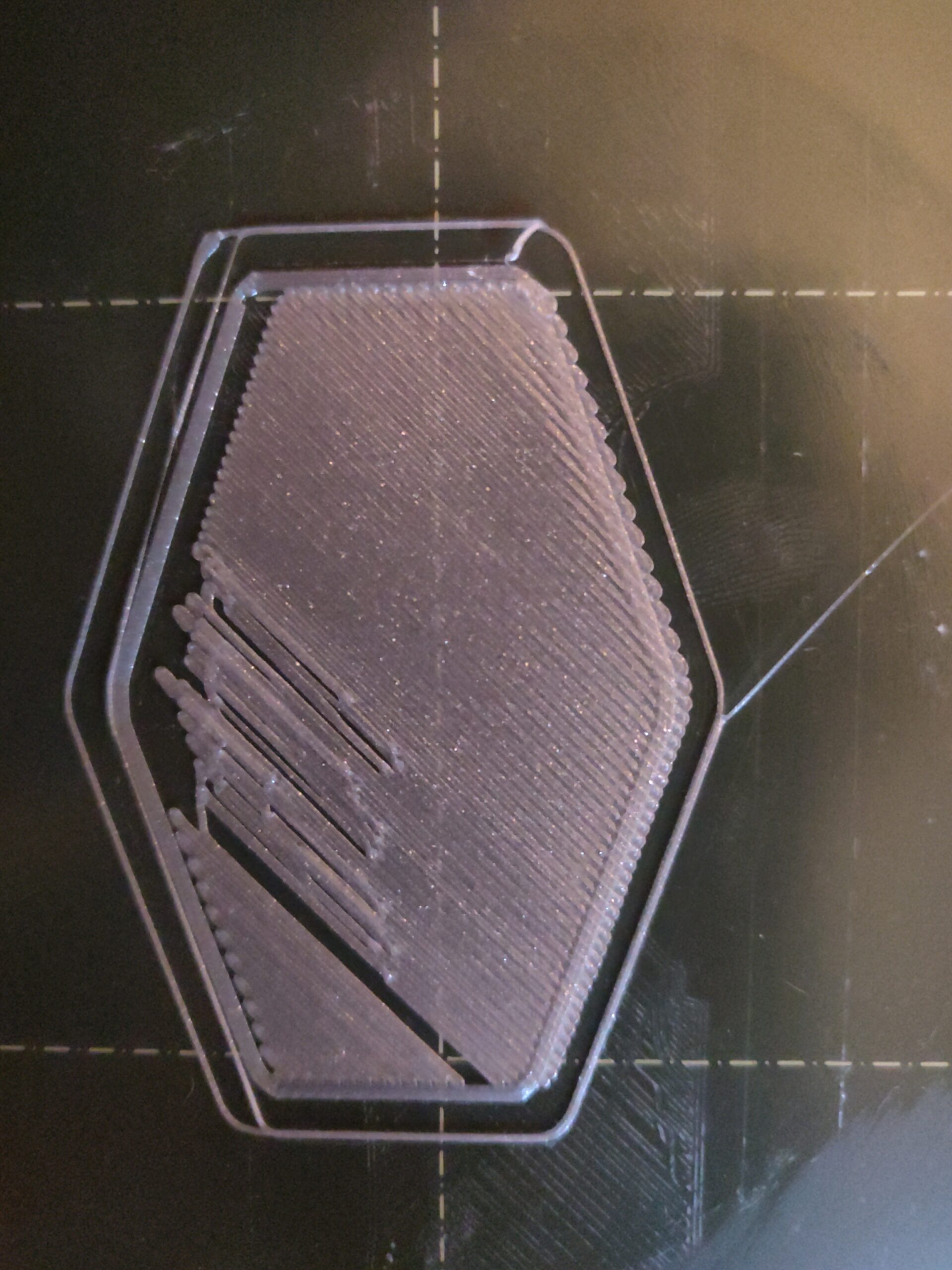
Zu Beginn ist das Infill nicht gleichmäßig, sodass zwischen den einzelnen Linien entstehen und das Infill scheint auch verschoben zu sein, sodass es an der einen Seite über die Kontur überlappt und die Kontur auf der anderen Seite nicht berührt.
Einstellungen:
0,1 mm Schichthöhe / 0,2 mm Höhe der ersten Schicht
20 mm/s oder % Druckgeschwindigkeit der ersten Schicht
215°C Düse und 60°C Druckbett (Für PLA)
7 x 7 Mesh bed leveling
Selbsttest und Kalibrierung sind beide erfolgreich durchgeführt worden
Ich habe auch live die Temperatur der Nozzle und die Durchflussrate erhöht, jedoch haben diese keine Auswirkungen auf die Lücken zwischen den Linien gehabt. Das Erhöhen der Geschwindigkeit hat keinen Negativen Einfluss auf den geschlossenen Bereich gehabt, weswegen ich die Geschwindigkeit auch auschließen würde. Ich hoffe mir kann jemand bei der Suche nach der Fehlerquelle für die beiden Probleme helfen.
Vielen Dank im Vorraus
RE: Verschobenes und lückenhaftes Infill der ersten Layer
Hallo zusammen,
ich habe mir vor ein paar Tagen den MK3S+ zusammengebaut und bin nun dabei die ersten Drucke hinzubekommen. Dabei traten zuerst Fehler auf, die ich aufgrund von Unerfahrenheit im 3D-Druck erwartet habe. Beim herumprobieren um diese Fehler auszubügeln wurden die Drucke jedoch immer schlechter bis sich herausgestellt hat, dass dies wohl an der schlechten ersten Layer liegt. Ich habe mal eine einfache Form als erste Layer gedruckt um zu zeigen vor welchem Problem ich stehe.
So sieht es im Slicer aus:
Und so wird es gedruckt:
Zu Beginn ist das Infill nicht gleichmäßig, sodass zwischen den einzelnen Linien entstehen und das Infill scheint auch verschoben zu sein, sodass es an der einen Seite über die Kontur überlappt und die Kontur auf der anderen Seite nicht berührt.
Einstellungen:
0,1 mm Schichthöhe / 0,2 mm Höhe der ersten Schicht
20 mm/s oder % Druckgeschwindigkeit der ersten Schicht
215°C Düse und 60°C Druckbett (Für PLA)
7 x 7 Mesh bed leveling
Selbsttest und Kalibrierung sind beide erfolgreich durchgeführt worden
Ich habe auch live die Temperatur der Nozzle und die Durchflussrate erhöht, jedoch haben diese keine Auswirkungen auf die Lücken zwischen den Linien gehabt. Das Erhöhen der Geschwindigkeit hat keinen Negativen Einfluss auf den geschlossenen Bereich gehabt, weswegen ich die Geschwindigkeit auch auschließen würde. Ich hoffe mir kann jemand bei der Suche nach der Fehlerquelle für die beiden Probleme helfen.
Vielen Dank im Vorraus
Hallo,
da das Infill auch verschoben ist sieht das eher aus als hättest Du Probleme mit der Mechanik.
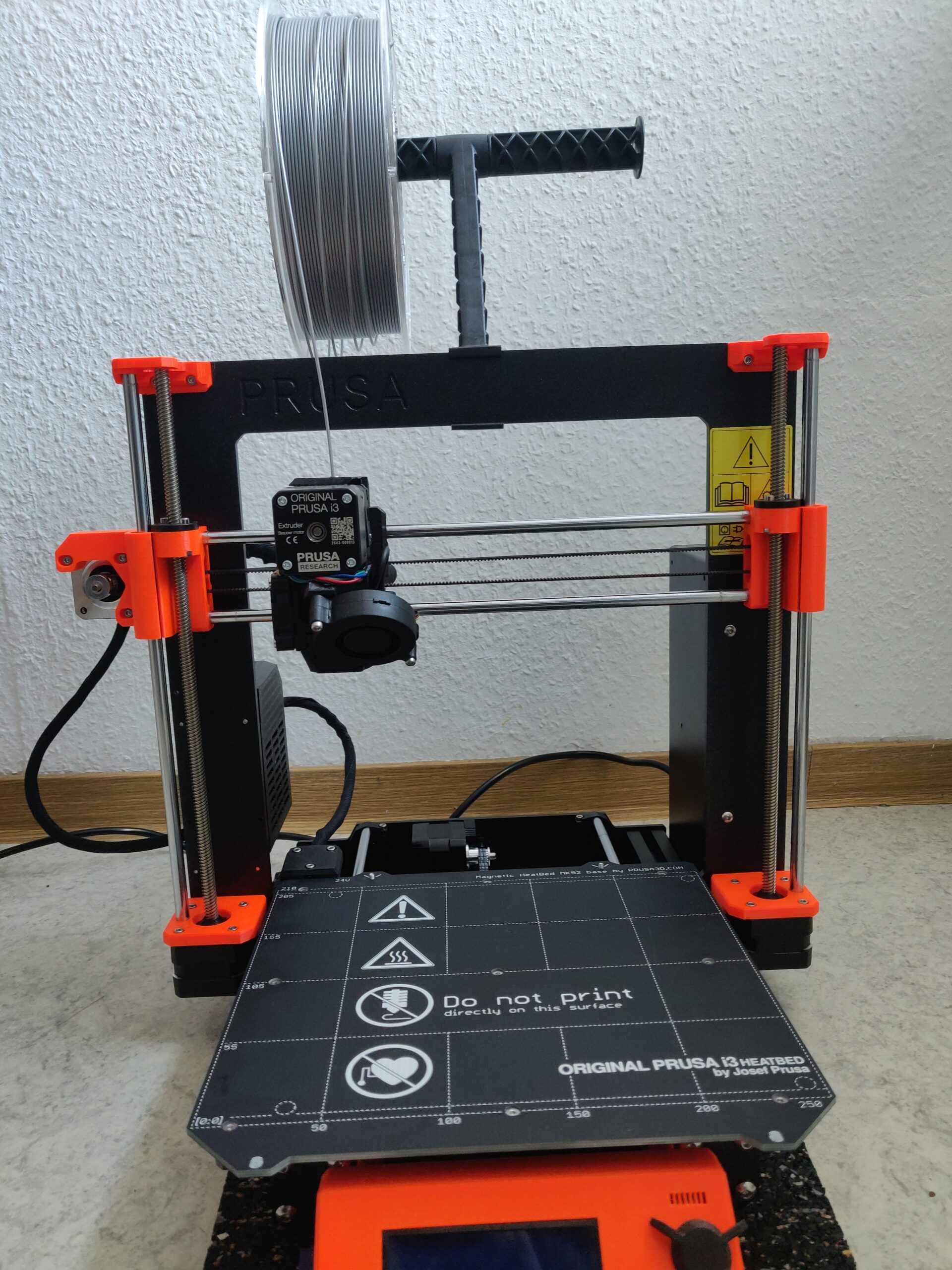
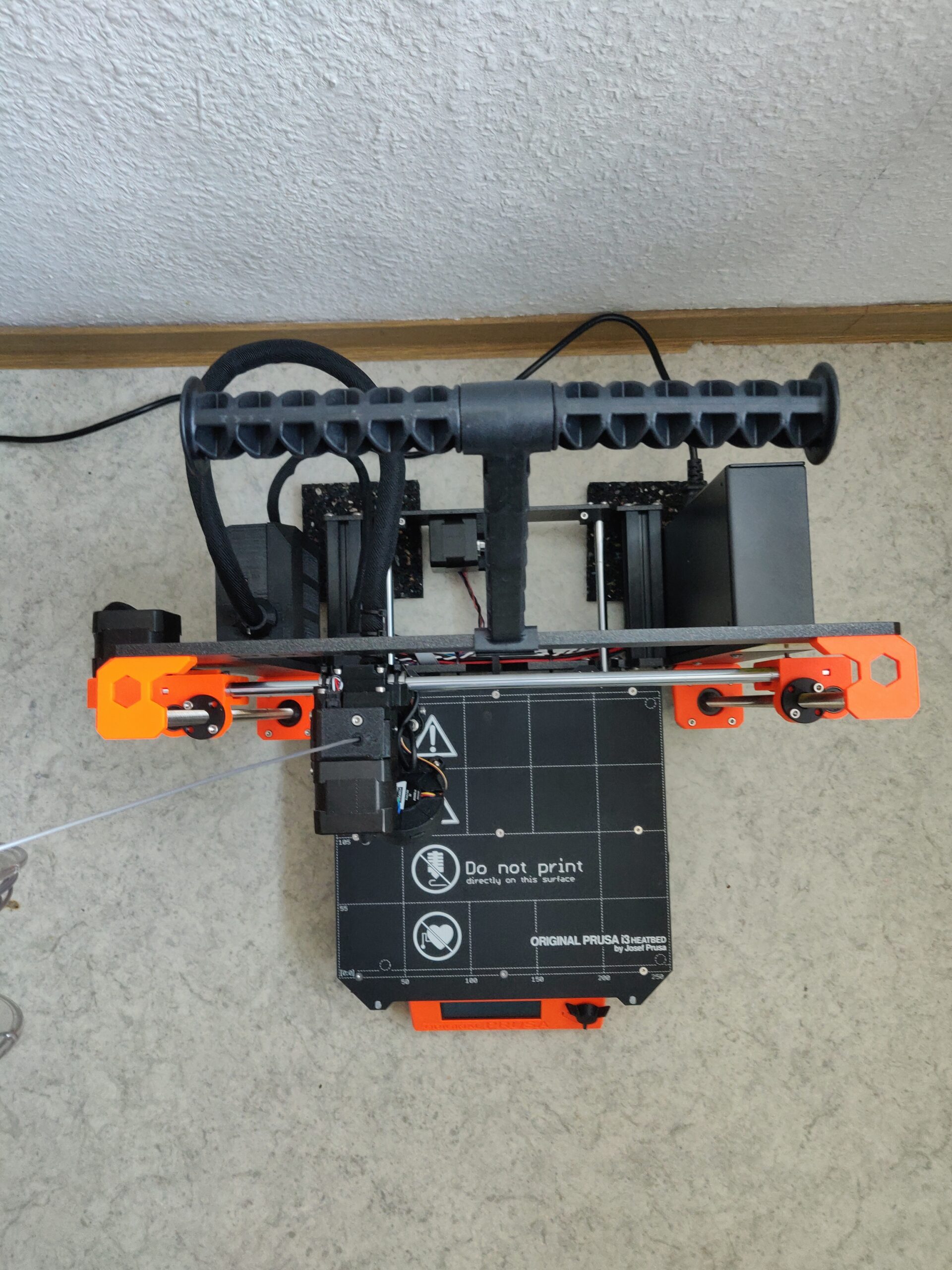
Mach doch bitte mal Bilder vom Drucker und stell die hier ein.
Nutzt du auf dem Druckblech Kleber?
Gruß Kai
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Verschobenes und lückenhaftes Infill der ersten Layer
Hallo Kai,
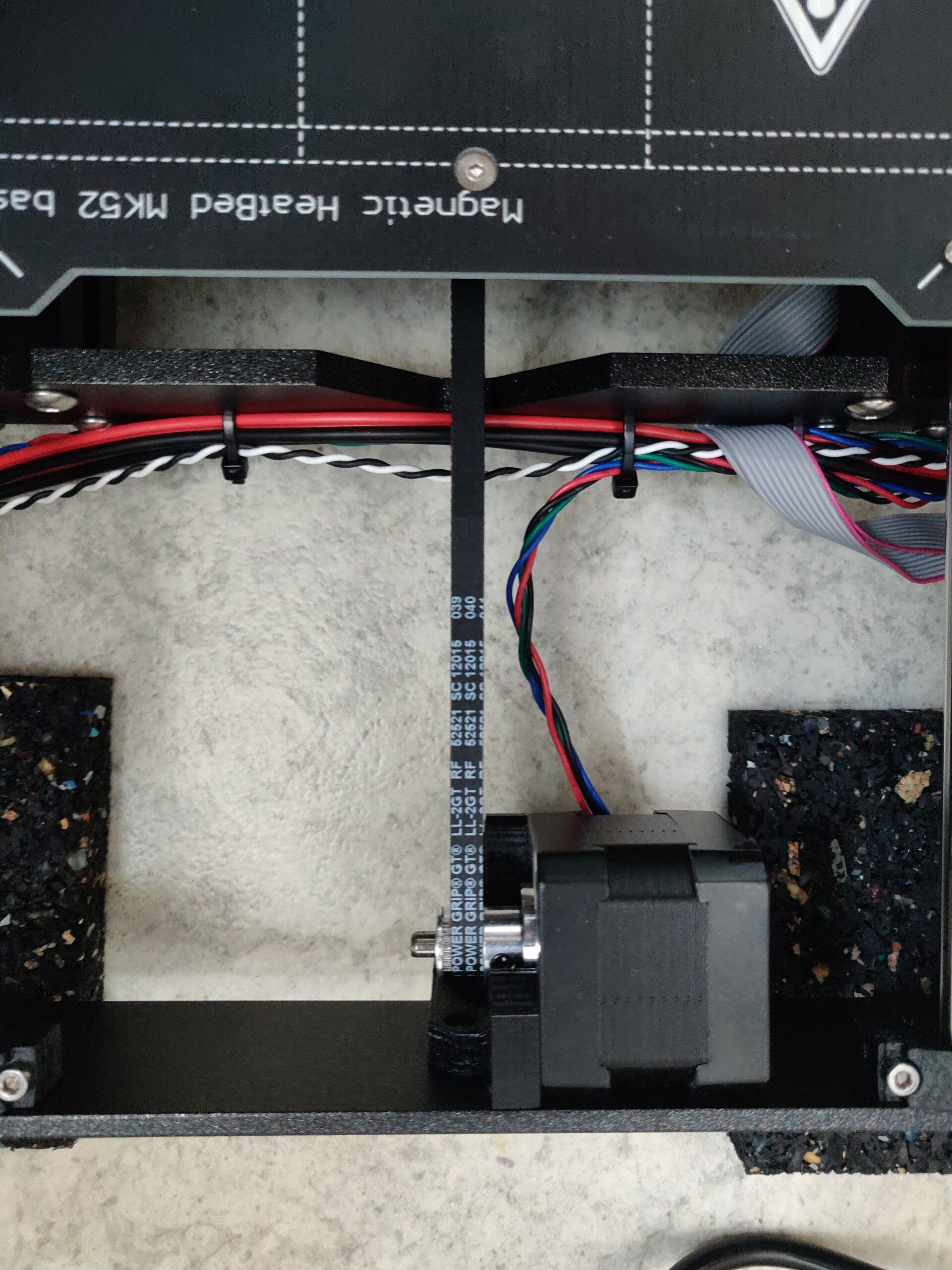
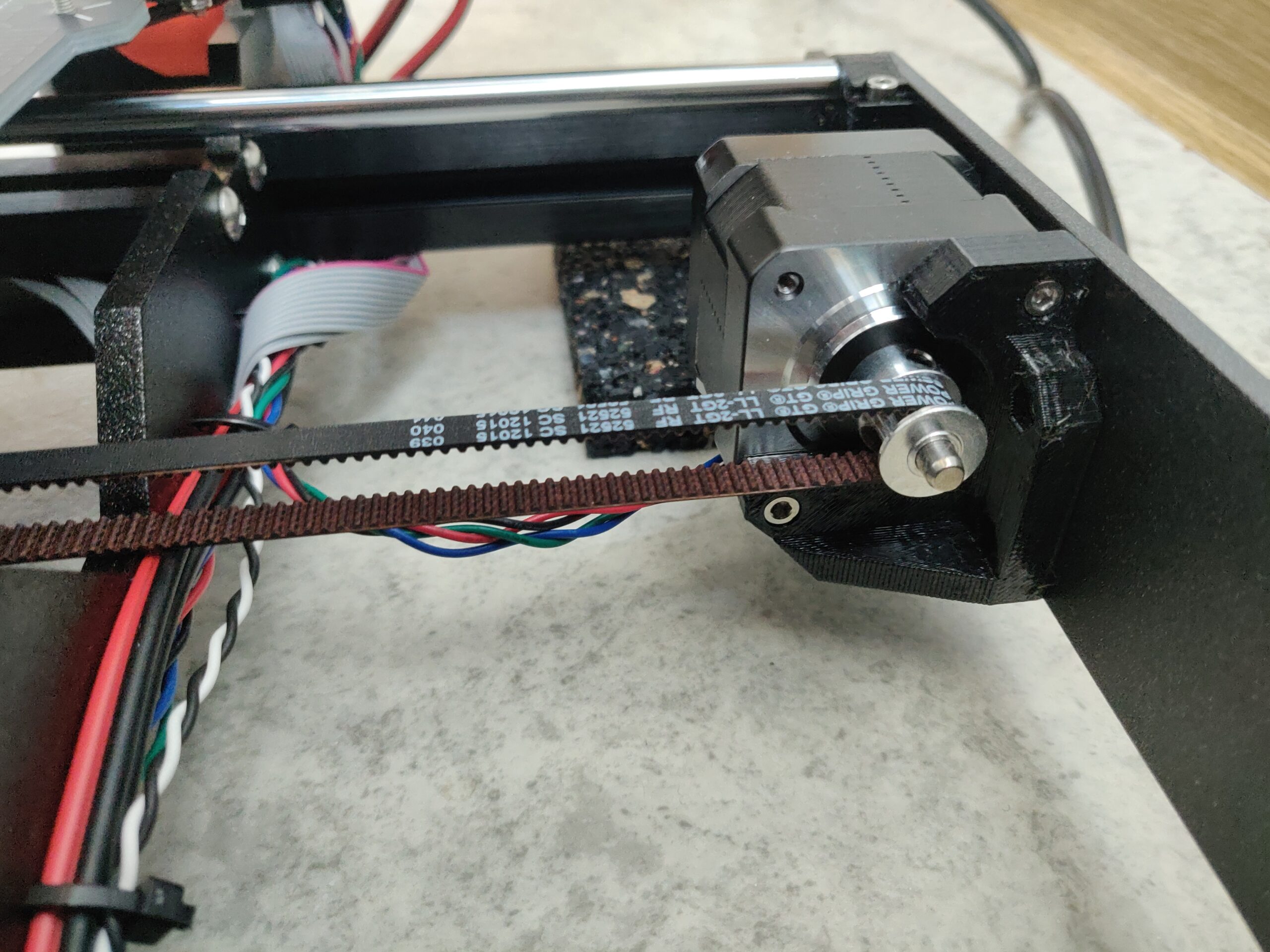
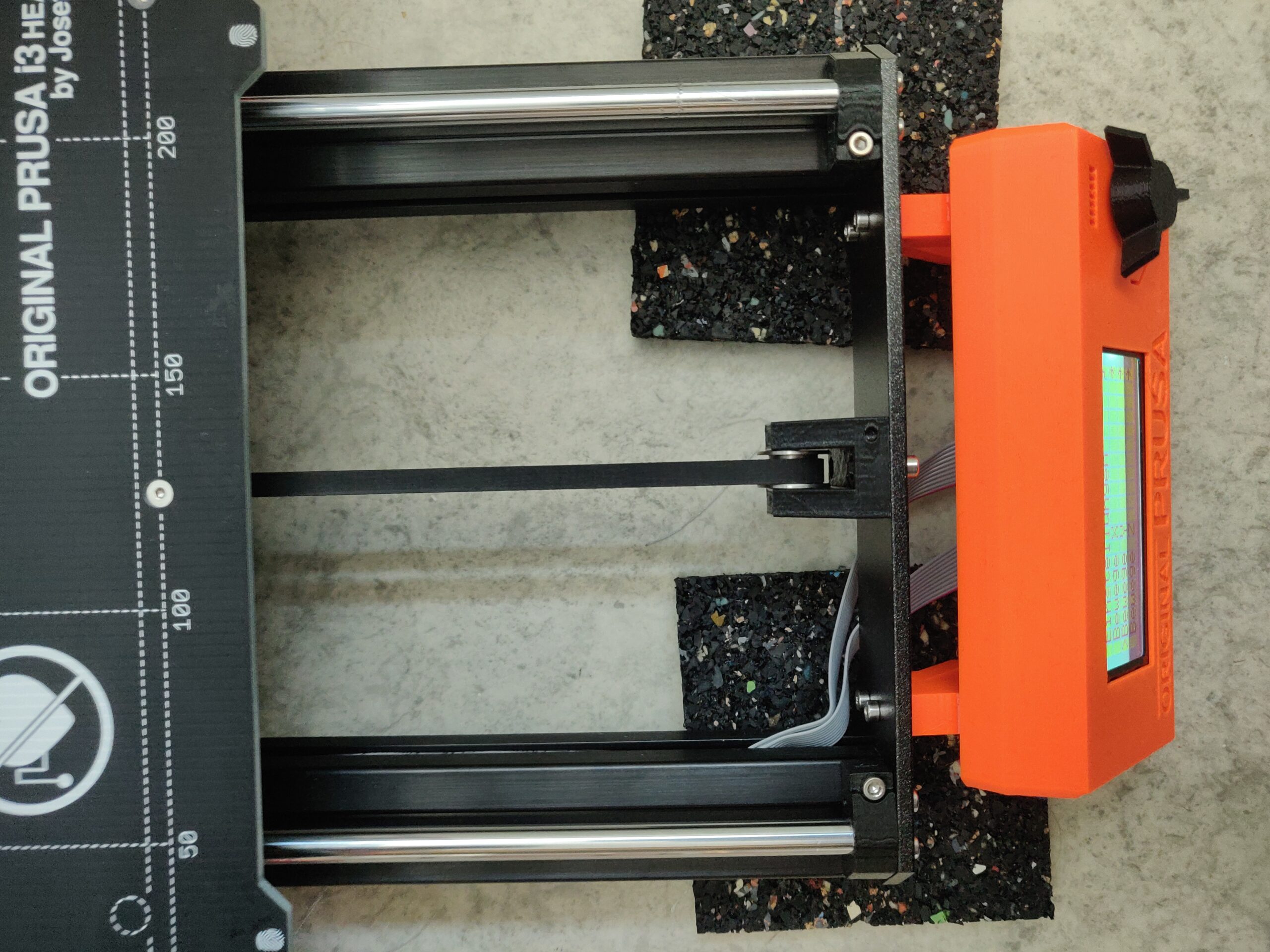
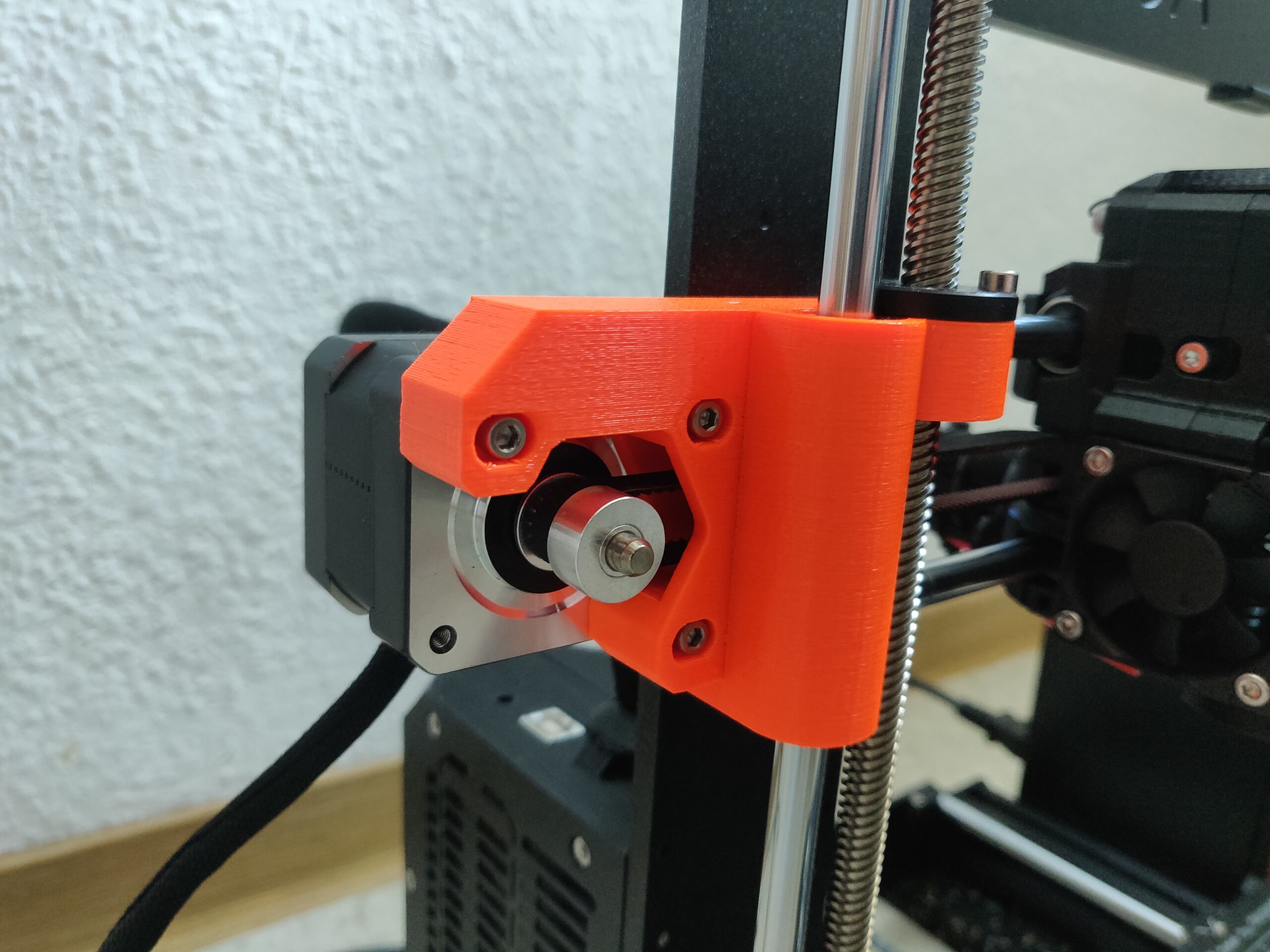
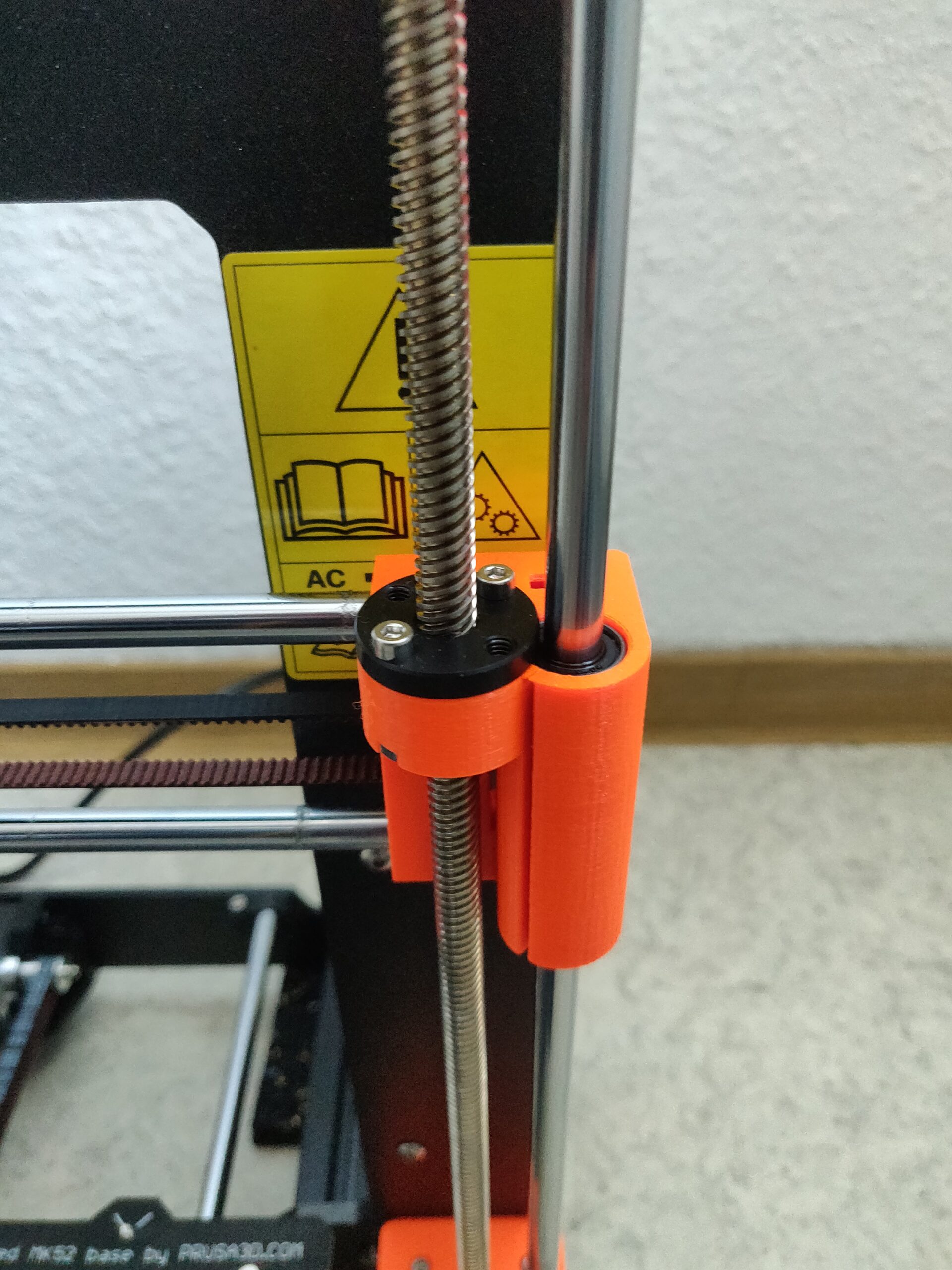
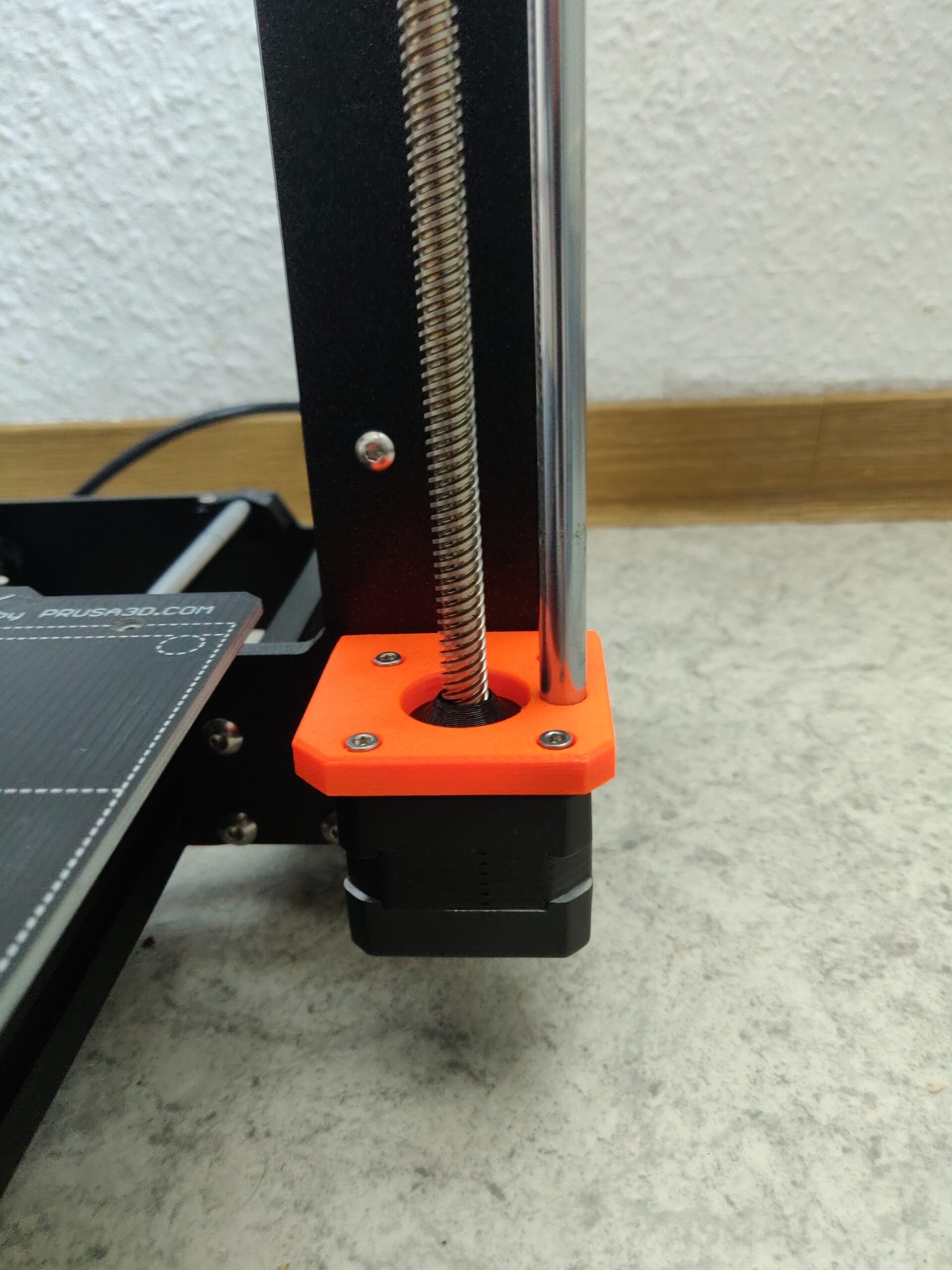
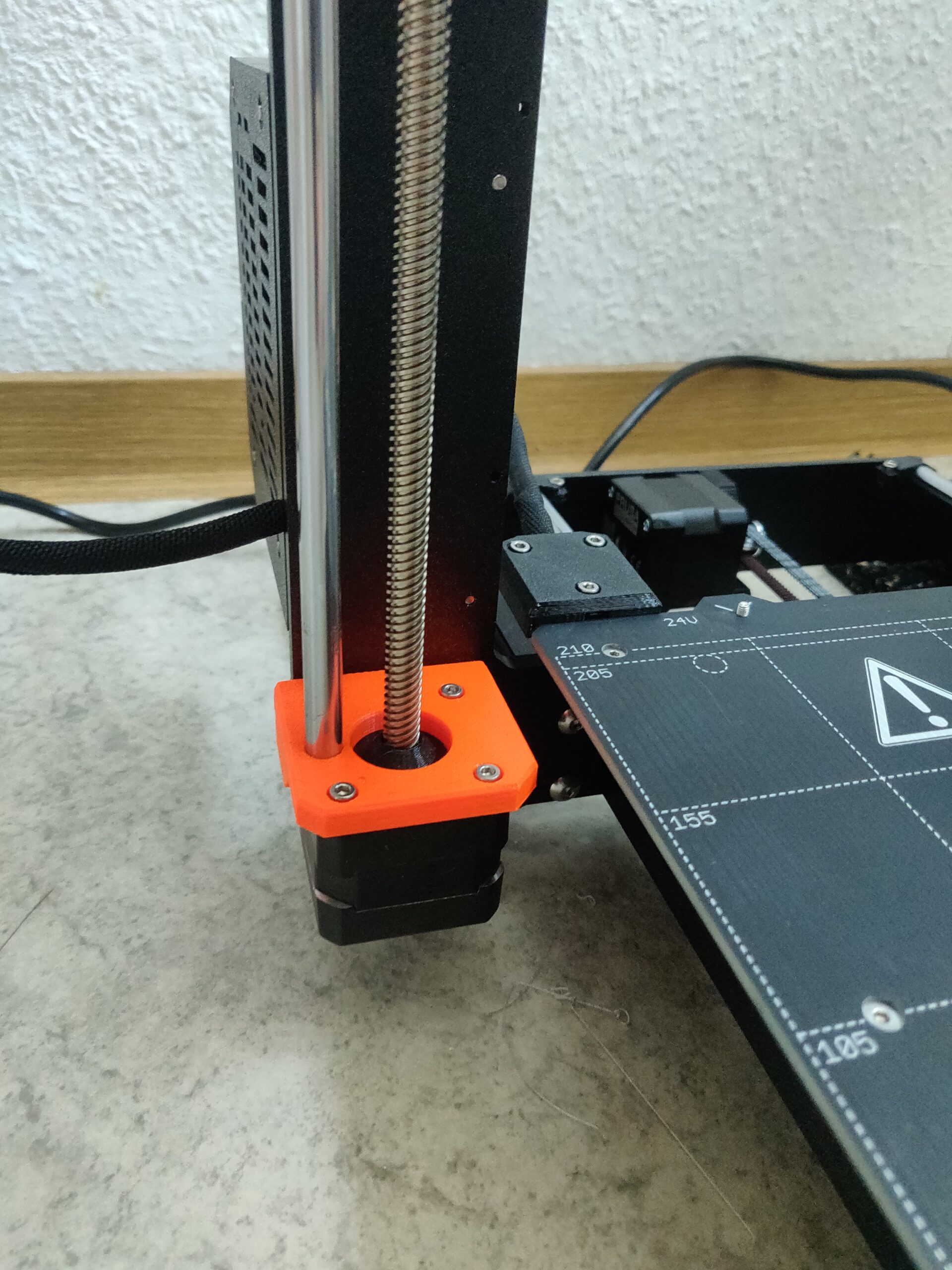
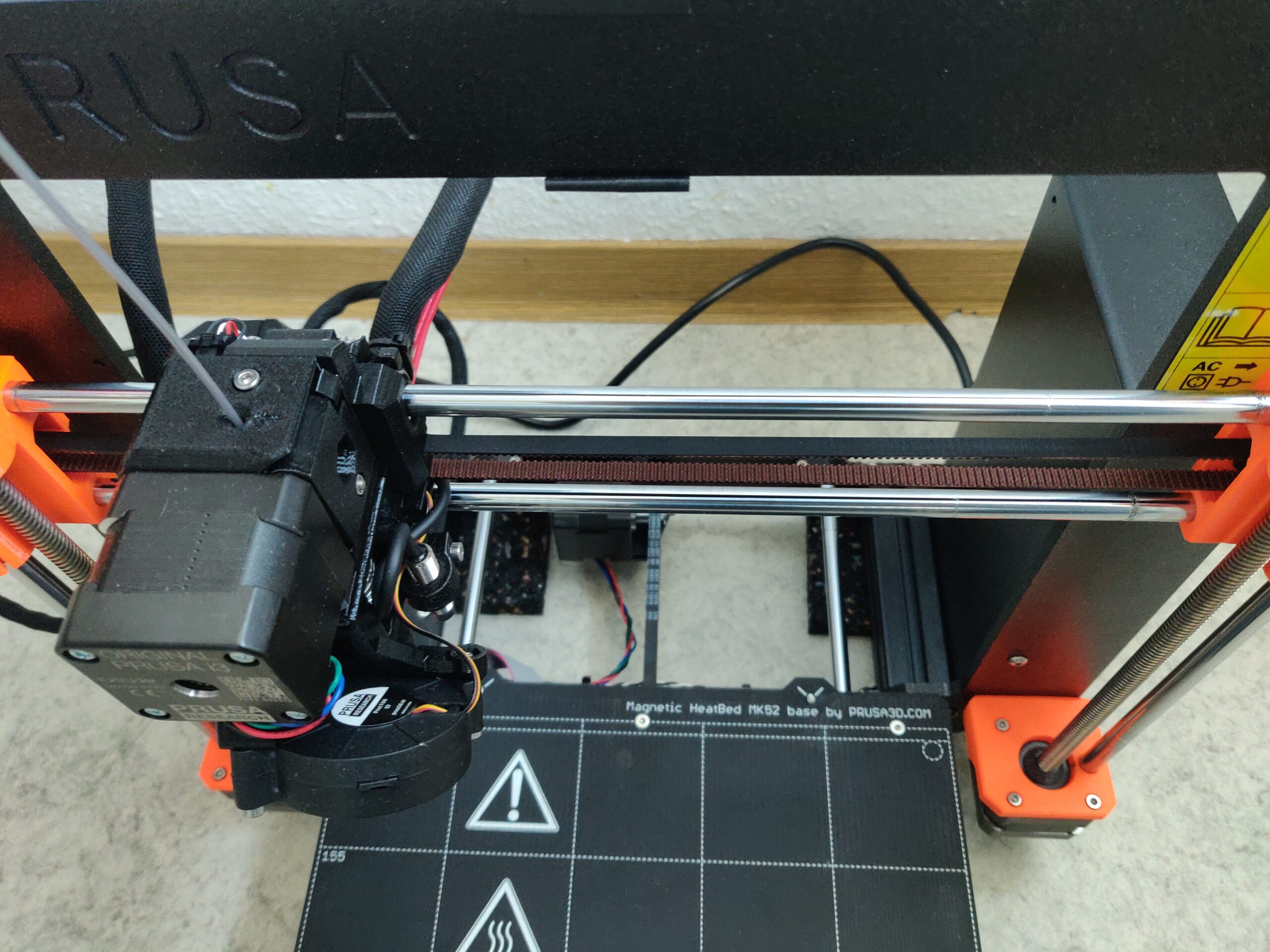
vielen Dank für die Antwort! Ich habe vorher für einen Druck Kleber benutzt, da die erster Layer einfach nicht halten wollte. Das hat leider nicht wirklich funktioniert und ich habe mir gedacht, dass der Kleber wohl keinen negativen Einfluss haben wird. Bei den bisherigen Drucken ist dieser Versatz nicht aufgetreten und ich habe gerade eben noch einmal die Form gedruckt und der Versatz ist diesmal nicht aufgetreten. Aber hier mal ein paar Bilder (Hoffentlich ist wenigstens eines aussagekräftig)
Gruß Jannik

RE: Verschobenes und lückenhaftes Infill der ersten Layer
Hallo Jannik,
den Bilder nach sieht das für mich alles gut aus.
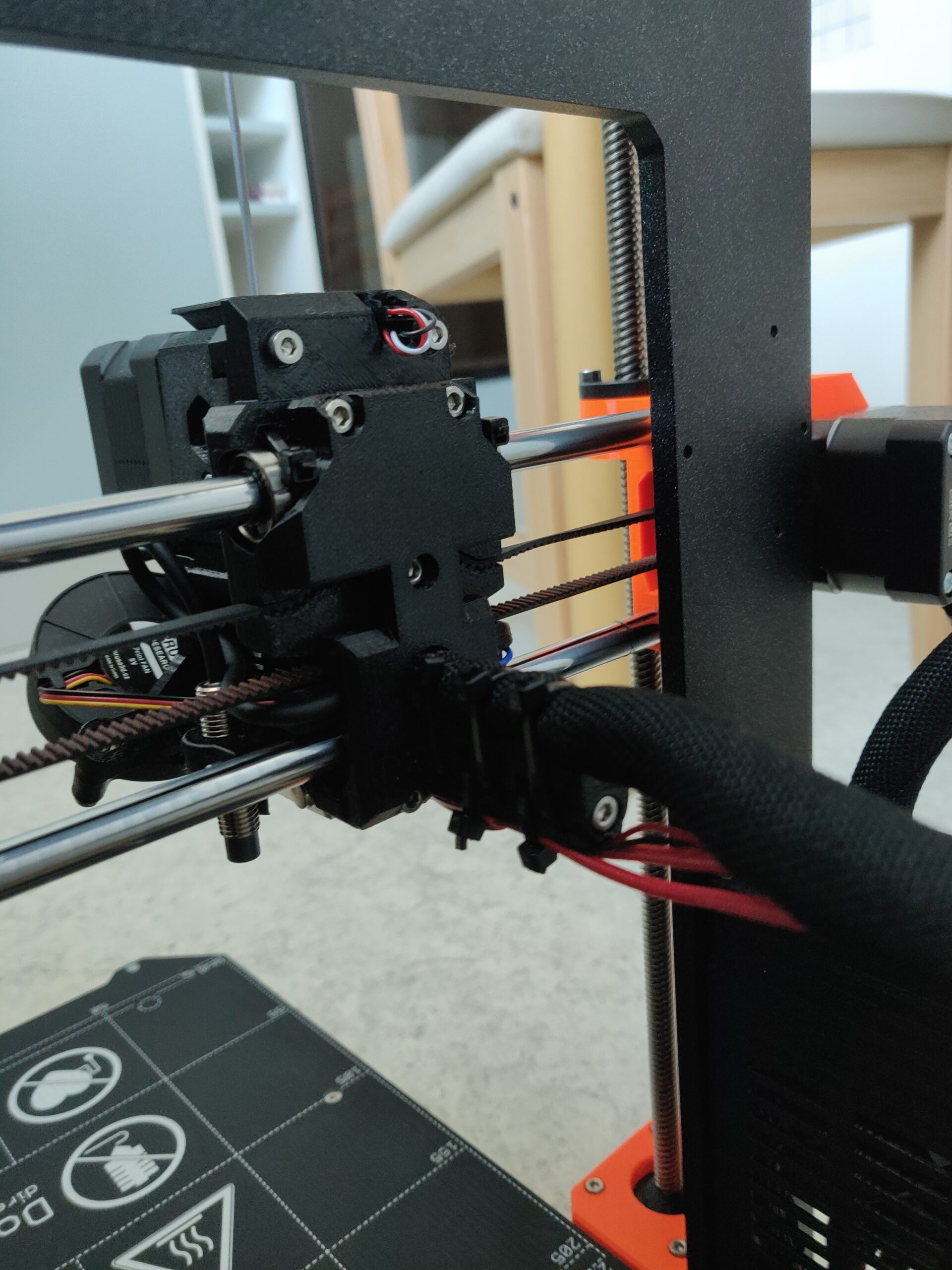
Schau doch mal was passiert wenn Du den Extruder hin und her bewegst.
Obwohl die Kabelbinder richtig positioniert sind könnte es trotzdem sein das der Extruder irgendwo anschlägt.
Manchmal sind das nur wenige mm die dafür sorgen das es klappt, oder auch nicht.
Es kann auch sein das der Riemen evtl. zu straff gespannt ist.
Das merkst Du dann aber beim bewegen.
Da darf nichts schwergängig sein.
Den Kleber solltest Du bei richtig eingestelltem ersten Layer auch nicht benötigen.
Reinige das Druckblech einfach mit fettlösendem Spülmittel und klarem Wasser.
Oder such hier im Forum einfach nach Druckblech reinigen.
Das haben wir hier schon in epischer Breite diskutiert.
Kurz gesagt benötigst Du den Kleber nur als Trennmittel oder bei Spezialfilamenten.
Gruß Kai
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE:
@kreischwurst
Ich würde zuerst die Mechanik testen. Ist vielleicht etwas schwergängig, streift ein Kabelbinder, sind evtl. Schrauben zu locker oder zu stramm festgezogen (zu stramm -> was bei einer Metallverbindung weniger problematisch ist, als bei einer Kunststoffvebindung), Linearlager geschmiert bzw. Führungswellen in Ordnung. Läuft die Z-Achse synchron (gleicher Höhenlevel). Ist das Druckbett kalibriert und gelevelt bzw. eben....
Bei einem korrekt justierten Firstlayer benötigt man normalerweise keinen Kleber. Das einzige Material bei welchem ich Haftvermittler bzw. ein Trennmittel einsetze ist TPU und Nylon. Druckbett sollte natürlich auch sauber, staub- und fettfrei (auch Zuckerfrei) sein. Dies lässt sich in der Regel mit fettlösender Seife und warmem Wasser bewerkstelligen.
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.