RE: Prusa Filament (Lieferumfang) haftet nicht
Hallo
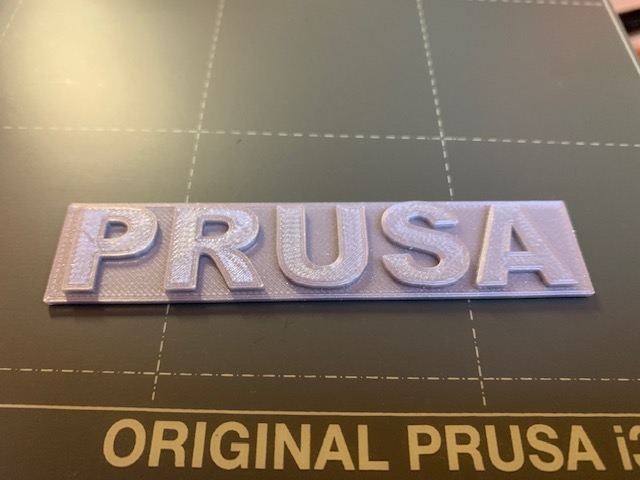
jetzt funzt es eigentlich. Ich habe noch mal die Vorher und die Rückseite von dem Prusa Schild fotografiert und denke das Ergebnis der Rückseite geht so ok?
RE: Prusa Filament (Lieferumfang) haftet nicht
@stampatore
Schaut gut aus! Weiter so.
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Prusa Filament (Lieferumfang) haftet nicht
Bei uns hat sich dazu jetzt etwas ergeben... Das mitgelieferte Filament ist PETG - wir sind fest von PLA ausgegangen, da wir auch nur PLA dazu bestellt haben. Wir haben die falschen Temperaturen gewählt und sind immer mit PLA-Werten ins Rennen gegangen...
Oh man, was ein Fehler... ^^ Wollte es nur aufklären und lt. Support sind wir nicht die einzigen, denen das passiert ist, also vllt. hilft es noch jemandem... 😉
Mit PETG-Werten wird es sicherlich alles klappen... Dass wir uns damit nun das Sheet kaputt gemacht haben und ETLICHE Kalibrierungsstunden /-versuche fehlgeschlagen sind, ist echt teures Lehrgeld... 😥
RE: Prusa Filament (Lieferumfang) haftet nicht
Wir haben die falschen Temperaturen gewählt und sind immer mit PLA-Werten ins Rennen gegangen...
Oh man, was ein Fehler... ^^
😀 tja, auf die einfachsten Sachen denkt man sehr oft nicht. Aber mach dir nichts draus, ich stelle im Slicer diverse Werte immer sehr genau meinen Aufzeichnungen ein und vergesse dabei auch manchmal das richtige Material einzustellen 😊
Es wird noch mehr auf dich zukommen, wo du dir am Kopf greifst 😆
Man kann Dir den Weg weisen, aber gehen musst du ihn selbst - happy Printing 🙂
RE: Prusa Filament (Lieferumfang) haftet nicht
@gpelekanos
Im Bild vom Prusa-Logo (prusa2.jpg) sieht die Skirt-Linie so aus, als ob Du noch deutlich zu hoch bist. Bei dem texturieren Blech muss man tiefer gehen, als bei dem Glatten. Sonst hat das Filament nur auf den Kuppen der Textur Kontakt und durch die reduzierte Fläche recht wenig Haftung. Das Filament muss ein Stück in die Textur gedrückt werden. Das fertige Teil sieht ja genau dadurch erst texturiert aus. Ein praktischer Nebeneffekt dessen ist, dass Kratzer auf den Texturkuppen im Teil in den Tälern liegen und dadurch weniger auffallen.
Ein kurzer Videoclip von Prusa dazu:
Ich nehme die gedruckten Teile allerdings nicht wie im Video gezeigt mit der bloßen Hand vom Blech sondern mit einem Papiertuch, damit Fett von den Fingern gar nicht erst aufs Blech gelangt und man ohne zu reinigen gleich weiter drucken kann.
Hat man das glatte und das texturierte Blech, kann man diese seit Firmware 3.8.0 separat konfigurieren, so dass man beim Wechsel auch live-Z nicht mehr nachjustieren muss. Das erlaubt, Bleche quasi fliegend zu wechseln: Blech a runternehmen, Blech b auflegen, Blech b wählen, gcode-Datei auswählen und los. Da ich, wie viele, das glatte für PLA und das texturierte für PETG und FLEX nehme, wechsle ich das Filament bei Blechwechsel oft zusätzlich.
https://help.prusa3d.com/en/article/steel-sheet-profiles_1955
Happy Printing!
{kind=link}
RE: Prusa Filament (Lieferumfang) haftet nicht
@acanis
Das ist mal richtig ärgerlich!
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Prusa Filament (Lieferumfang) haftet nicht
Hallo zusammen,
vielleicht hat jemand eine Idee oder kann sogar gleich eine Lösung anbieten. Ich habe auch das Problem das mitgelieferte Filament GALAXY BLACK-PETG auf das strukturierte Blech zu drucken. Mein Drucker Funktionierte nach der Montage tadellos.
Folgende Maßnahmen wurden bereits durchgeführt:
- Druck mit den Filamenten PLG und das o.g. PETG auf das glatte Blech -> alles hält, Drucke sind qualitativ sehr gut -> das PETG hält sogar zu gut - also wirklich extrem gut, darum wollte ich auf das strukturierte wechseln
- Druck auf das strukturierte Blech: Die Fäden und das gedruckte Stück von der Z-Kalibrierung lassen sich sehr leicht ablösen, ein Druck der First-Layer-Calibration (9-Felder) ist nicht möglich da sich die Fäden die für die Umrandung gedruckt werden sofort ablösen. Vielleicht ist es auch zu kalt außen am Bett
- Strukturiertes Blech mit Spülmittel grundgereinigt und von Fett befreit, ansonsten mit 99% Isopropanol wie empfohlen.
- Temperatur vom Bett 85° und die vom PETG 245°C weil sich hier am wenigsten Fäden bilden das Filament aber noch so verflüssigt wird damit es möglichst homogen und mit möglichst wenig Zugkraft auf das Bett fließt.
- Die Z-Parameter habe ich so lange angepasst damit die Z-Kalibrierung ein vernünftiges Ergebnis liefert -> hier bleiben zumindest die Fäden in der Mitte des Blechs fast immer haften und das kleine Plättchen ist zusammenhängend, auch auf Zug und hat eine Dicke von 0,1mm. Wenn ich mit dem Z-Parameter höher gehe, halten die Fäden nicht mehr und die Düse zieht sie hinter sich her - ich komme erst gar nicht mehr zum Plättchen. Wenn ich tiefer gehe schiebt die Düse das Filament vor sich her, das Plättchen ist dann auch nicht glatt sondern zerrupft.
- Der Drucker wurde nach dem Kalibrieren nicht mehr bewegt
- Es bleibt die Unsicherheit ob ein Werkstück bis zum ende haften bleibt und das war auch schon mehrmals der Fall das dann auf halber Strecke auf Grund der sehr geringen Haftung das Werkstück weggeschoben wurde. Das ist auf Dauer frustrierend.
Hat nun jemand eine Idee wie ich die Haftung für das Strukturierte Blech verbessern kann?
Gruß Volker
RE: Prusa Filament (Lieferumfang) haftet nicht
Für das strukturierte Blech muss man im Schnitt etwa 0,2mm tiefer gehen. PETG will nicht ganz so sehr auf das Bett gepresst werden, das ist nach meiner Erfahrung etwa pingeliger als PLA. Lies mal https://forum.prusa3d.com/forum/original-prusa-i3-mk3s-mk3-assembly-and-first-prints-troubleshooting/life-adjust-z-my-way/ und probiere mit dem Testdruck - wenn die Linien so eng sind dass es keine Zwischenräume mehr gibt und sie sich beim abnehmen nicht auftrennen hast Du den richtigen Abstand.
RE: Prusa Filament (Lieferumfang) haftet nicht
@volker-s
Wenn Du den Eindruck hat das Dein Bett außen zu kalt ist (und Du es nicht verifizieren kannst), dann hilft es das Bett vor dem Druck ein paar Minuten vorzuheizen. Dann kann sich die Wärme von den vermeintlich besser beheizten Bereichen über die Druckplatte "verteilen". Evtl. hilft das schon.Besser wäre es natürlich zu überprüfen ob das Heizbett gleichmäßig Wäre liefert.
@hli
Für jede Platte UND teilweise sogar für jedes Filament muss der First Layer einmal kalibriert und getestet werden.
Grundsätzlich ist es aber richtig das man auf dem strukturierten Steel Sheet etwas tiefer gehen muss.
PETg sollte, richtige Einstellungen vorausgesetzt, auch sehr gut bis fast zu stark haften.
Betrachtet man hier das strukturierte Blech, ist nach meiner Erfahrung PLA hier etwas, wie Du es schreibst, pingeliger.
PETg lässt sich problemlos auf allen von Prusa bereitgestellten Steelsheets drucken. Bis auf das neue feiner strukturierte kann ich das auch aus eigener Erfahrung sagen. Die wichtigste Voraussetzung ist jedoch tatsächlich die akribische und fettfreie Reinigung der Druckoberfläche. Der beste first Layer nutzt nichts wenn die Oberfläche verunreinigt ist.
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Prusa Filament (Lieferumfang) haftet nicht
@kai-2 und @hli
Danke erst mal für Eure Beiträge.
-Sauber und fettfrei sind die Bleche , darauf wird ja permanent hingewiesen und das beherzige ich auch. Ich führe das Kalibrierungsprogramm übrigens vor jedem Druck durch, nicht nur beim Plattenwechsel. Bevor der erste Streifen an der Decke ausgedruckt wird schiebe ich ein Stück Papier drunter - damit muss ich die Ecke schon mal nicht mehr von Filament befreien und es zieht mir keine Druckreste von der Strecke der Ecke bis zur Druckecke mit. Der Druckansatz ist damit makellos.
4 Dinge werde ich heute Abend testen und dann berichten.
--------------------------------------------------------------------------
1. Ich fahre noch etwas tiefer bei der Z-Achsen Kalibrierung um das Filament mehr in die Poren des Bleches zu drücken
2. Ich versuche den Testdruck wie im Link von @hli
3. Den Drucker habe ich schon provisorisch mit Kartons und Deckel umhaust damit keine oder weniger Kälte oder Zug ran kann, hier verscuhe ich noch besser abzuschotten, denn ein etwas massiveres Teil hatte ich am Sockel schon abgehoben. Ich denke es gilt so wenig Temperatur wie möglich einzubringen jedoch soviel wie nötig um auf entsprechende Haftung und Druckqualität zu kommen. Je weniger Temperaturdifferenzen vorhanden sind umso weniger kann sich verziehen oder abheben.
4. Ich lege mal das strukturierte Blech auf das glatte drauf, damit erreiche ich einen höheren Wärmespeicher da ja das Heizbett mehr Masse aufwärmen muss.
--------------------------------------------------------------------------
Gruß Volker
RE: Prusa Filament (Lieferumfang) haftet nicht
So, nun die Ergebnisse.
zu 1. Das tiefersetzten der Z-Kalibrierung verbesserte etwas die Haftung
zu 2. Der Testdruck von hli schaut so wie auf dem Bild aus, ich denke das ist akzeptabel 1x oben 1x Plattenseite
zu 3. Das Abschotten des Druckers verhinderte zumindest ab Abheben der Bauteile und hier ist meine wesentlichste Erkenntnis. Die gleichmäßige Termperatur auf dem Bett, insbeondere beim strukturierten ist maßgeblich an der Haftung beteiligt. Von einem komplett abgekühlten Blech kann ich ein Bauteil mit der Fingespitze vom Blech schieben. Nach ca. 10-15min ist ein leises Knacken zu vernehmen - das Bauteil hat sich vom Belch gelöst, fertig zur entnahme 🙂
zu 4. Zwei Bleche aufeinander geht nicht, da die Magnetkraft nicht reicht, war auch nur ein Ansatz, trotzdem bin ich überzeugt das ein dickeres Belch zwar länger zum aufheizen braucht die Wärmeverteilungund Kapazität aber besser ist.
RE: Prusa Filament (Lieferumfang) haftet nicht
Bilderupload hat nicht geklappt ???
{kind=link}
RE: Prusa Filament (Lieferumfang) haftet nicht
... und noch die Rückseite. Der Knick der noch zu sehen ist kam vom runterziehen vom Heizbett