Wrapping Probleme
Hallo Forum,
ich verwende ein Original Prusa Filamend ABS in weiss und habe massive Wrapping Probleme bei etwas größeren Objekten. Ich habe schon in ein Gehäuse investiert und verwende einen Kleber (Magic) für das Druckbett. Es hat sich fast nichts verbessert. Mir fehlt da die Erfahrung und das Know How. Freue mich auf Eure Tipps!
Viele Grüße
Aleks
RE: Wrapping Probleme
Bilder oder die 3MF-Datei, wenn die Daten nicht "Streng geheim" sind, wären sehr hilfreich. Es gibt einige Ansätze, kommt auch auf das Modell selbst an... So aus dem Bauch heraus kann man nur sehr allgemein helfen/antworten...
Gruß, Digibike
RE: Wrapping Probleme
Wenn es sich um Warping handelt, kann man diesen Effekt zwar reduzieren, aber nicht gänzlich beseitigen. Am Druckteil, ja nach Layerhöhe, liegen immer verschiedene Temperaturschichten vor, welche Spannungen erzeugen. Je größer und je höher das Druckteil, umso mehr macht sich dies bemerkbar.
Um Warping zu reduzieren, mache ich immer folgendes:
- Druckbett und Gehäuse gut vorheizen (ca. 20 Minuten)
- Druckbett Temp. hochfahren und,
- Düsentemp. soweit wie möglich oder noch sinnvoll, runterfahren
- Luftzug vermeiden, Gehäusetür geschlossen halten
- Frontlüfter aus
- Heizplatte auf gleichmäßige Erhitzung checken, Randzonen eher meiden (da meist kühler als das Zentrum)
Wenn an der Heizplatte zu große punktuelle Temperaturunterschiede (10 bis 15 Grad C.) vorliegen, ist das auch nicht gerade förderlich für verzugsarmes Drucken
ABS ist auch nicht gleich ABS. Ich habe gute Erfahrungen bzgl. Warping mit dem Prusa ASA (nicht ABS) black gemacht.
Mehr dazu:
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Wrapping Probleme
Eine weitere Maßnahme wäre auch, die Oberfläche zu erhöhen und gleichzeitig die Kräfteeinleitung zu brechen - Stichwort "Mäuseohren". Aber das ist, wie gesagt recht viel auch Bauteilabhängig und müßte man sehen...
Gruß, Digibike
RE: Wrapping Probleme

RE: Wrapping Probleme
Es gibt mehrere Varianten. Ich gehe mal davon aus, daß du es mit der glatten Seite nach unten und die "Tischbeine" in der Luft drucken möchtest, um support zu vermeiden. Große Auflageflächen sind gut, was die Haftung an geht, aber je nach Füllgrad auch ein enormes Temperaturpotential vom Zentrum nach außen hin. Ich konstruier mir da immer an den Ecken sogenannte "Mäuseohren" dran. Falls fremde STL kannst das auch relativ einfach in Microsoft 3D Builder bewerkstelligen. 3 Layer stark und ungefähr 15 mm Durchmesser. Damit können die Kräfte nicht mehr von beiden Seiten die Ecke "angreifen". Die Kräfte werden auf eine Runde Fläche geleitet und haben dort deutlich weniger Angriffspunkte. Bei größeren Teilen wiederhole ich das auch an den geraden Flächen, so daß zwischen den Mäuseohren immer etwa 20-25 mm "Luft" bleibt. Diese "Mäuseohren" lassen sich nachher gut wegknicken und mit einem Cutter mit der Klinge ein paar mal drüber ziehen (nicht mit der Klinge gegen den Grat - nimmt zwar mehr weg, aber gibt nur Kerben, sondern die Klinge drüber schleifen lassen - hobelt schön kontinuierlich fein ab) und gut ist. Eine weitere Variante wäre ein Windchill oder Kamin. Der Prusaslicer macht das aber nicht wirklich gut - zumindest, wenn mehrere Teile gedruckt werden sollen, was bei mir i.dr. der Fall ist. Simplify3d macht das deutlich besser. Aber man kann es ebenfalls Konstruktiv einfügen. Ein Kamin ist im Prinzip eine dünne Wand, die im Abstand von 1,5-2 mm dem Druckteil grob "folgt" - bei Singlewalls sollte man extreme Winkel vermeiden, muß es aber auch nicht 100%ig, um seine Wirkung zu entfalten...! Wie funktioniert das nun? Normalerweise gleicht sich die Temperatur mit der Umgebung an. Je größer das Temperaturgefälle, desto stärker der Effekt. Im groben. Diese Dünne Wand bewirkt nun, daß die Wärme vom Heizbett und von den Layern nur nach oben "wegsickern" kann. Allerdings deutlich langsamer, da nur sehr geringe Wärmemenge. Selbst wenn der "Kamin" während dem Druck "risse" bekommt, arbeitet er noch immer recht gut - und um den "Kamin" geht es ja nicht... Das wären mal 2 Ansätze, die auf die schnelle schon das Problem deutlich entschärfen sollten...
Gruß, Digibike
RE: Wrapping Probleme
Wie bereits von Digibike ausgeführt, kann ein "Windschutz" oder "Draftshield" bei solchen Geometrien den Warpingeffekt reduzieren.
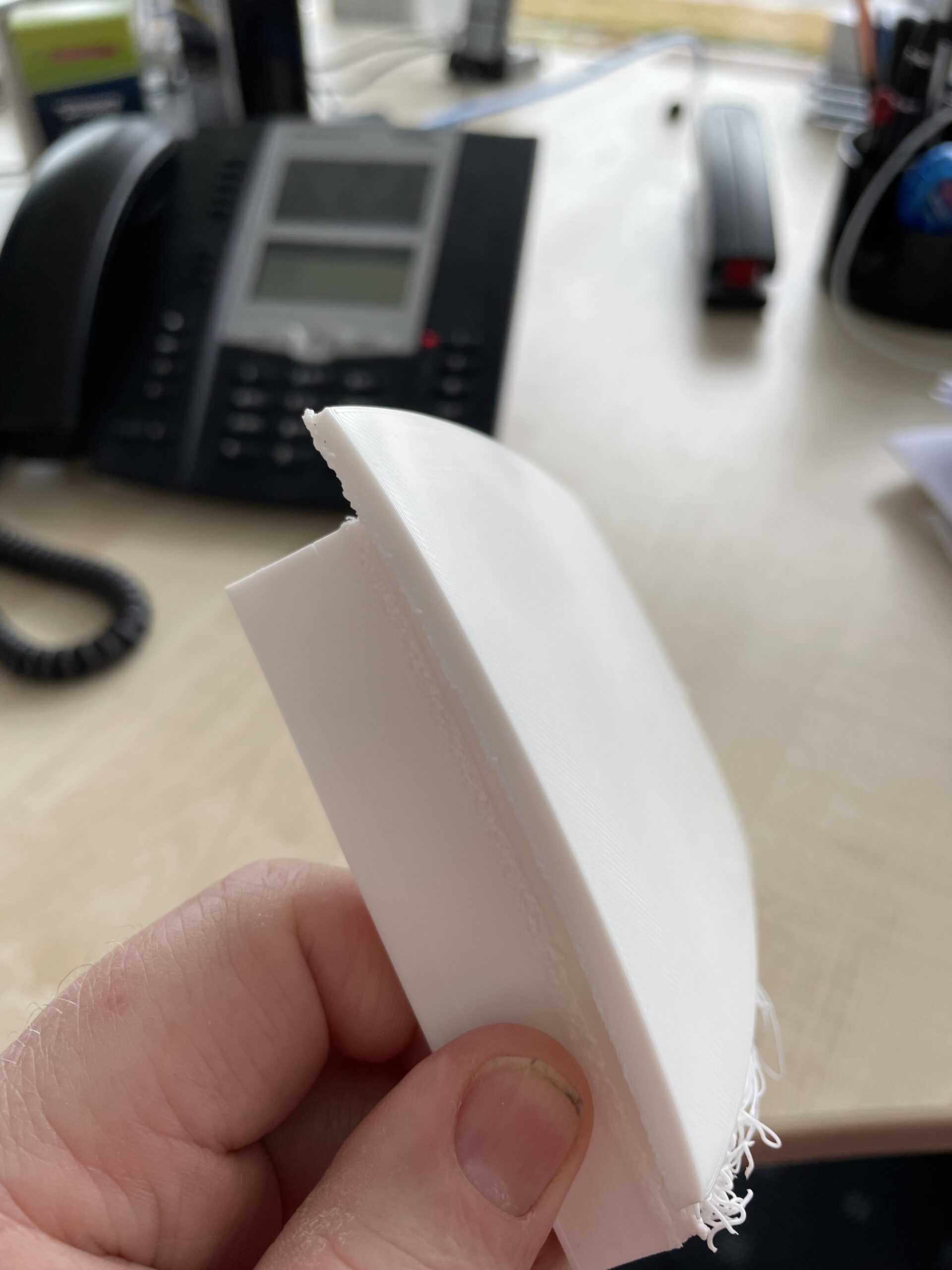
Hier am Beispiel eines Prusa ABS Drucks auf meinem Prusa Mini (ohne Gehäuse):
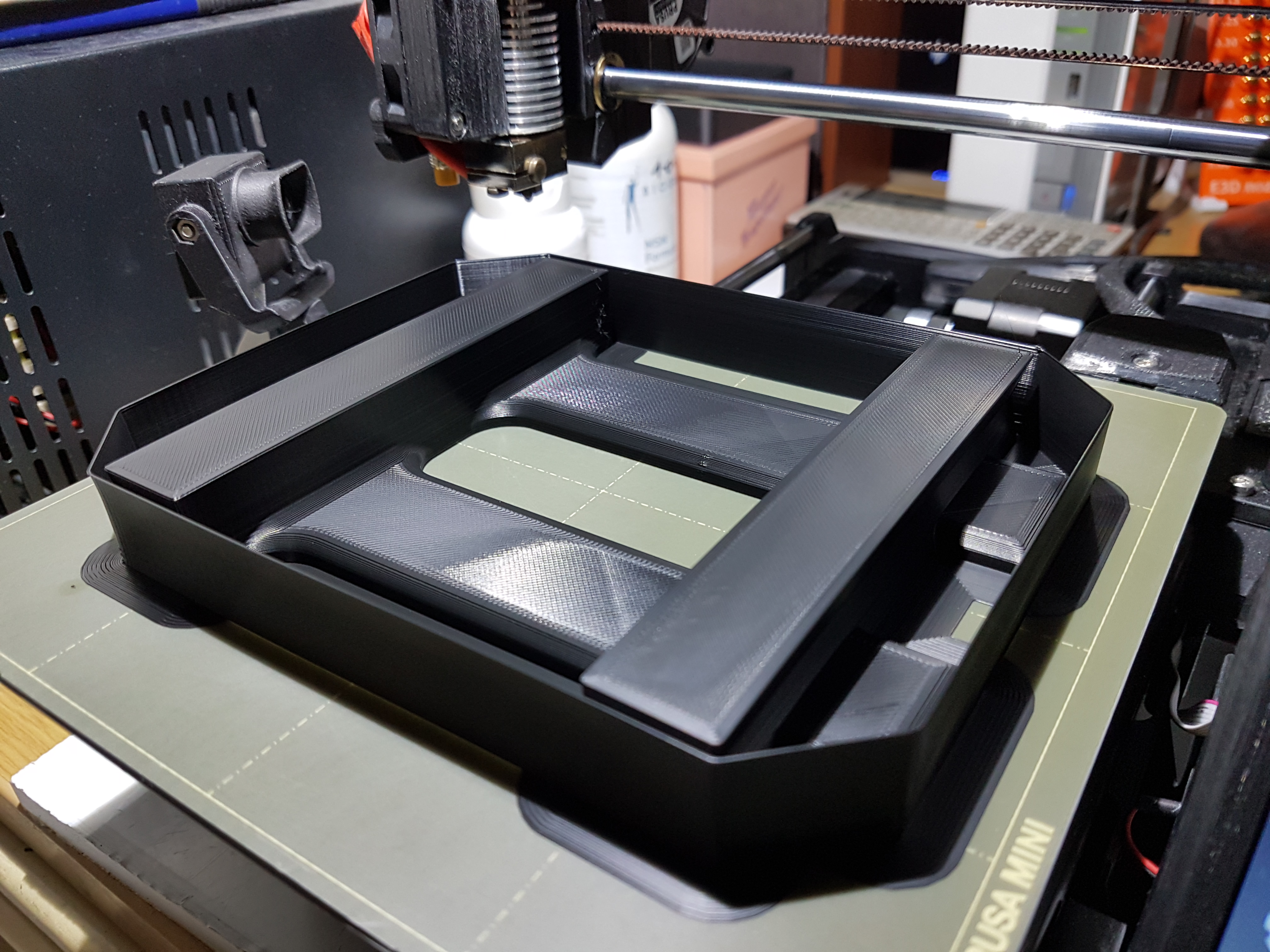

Die Wand des Windschutz kann sich verziehen oder rissig werden, wovon man sich aber nicht beirren lassen sollte
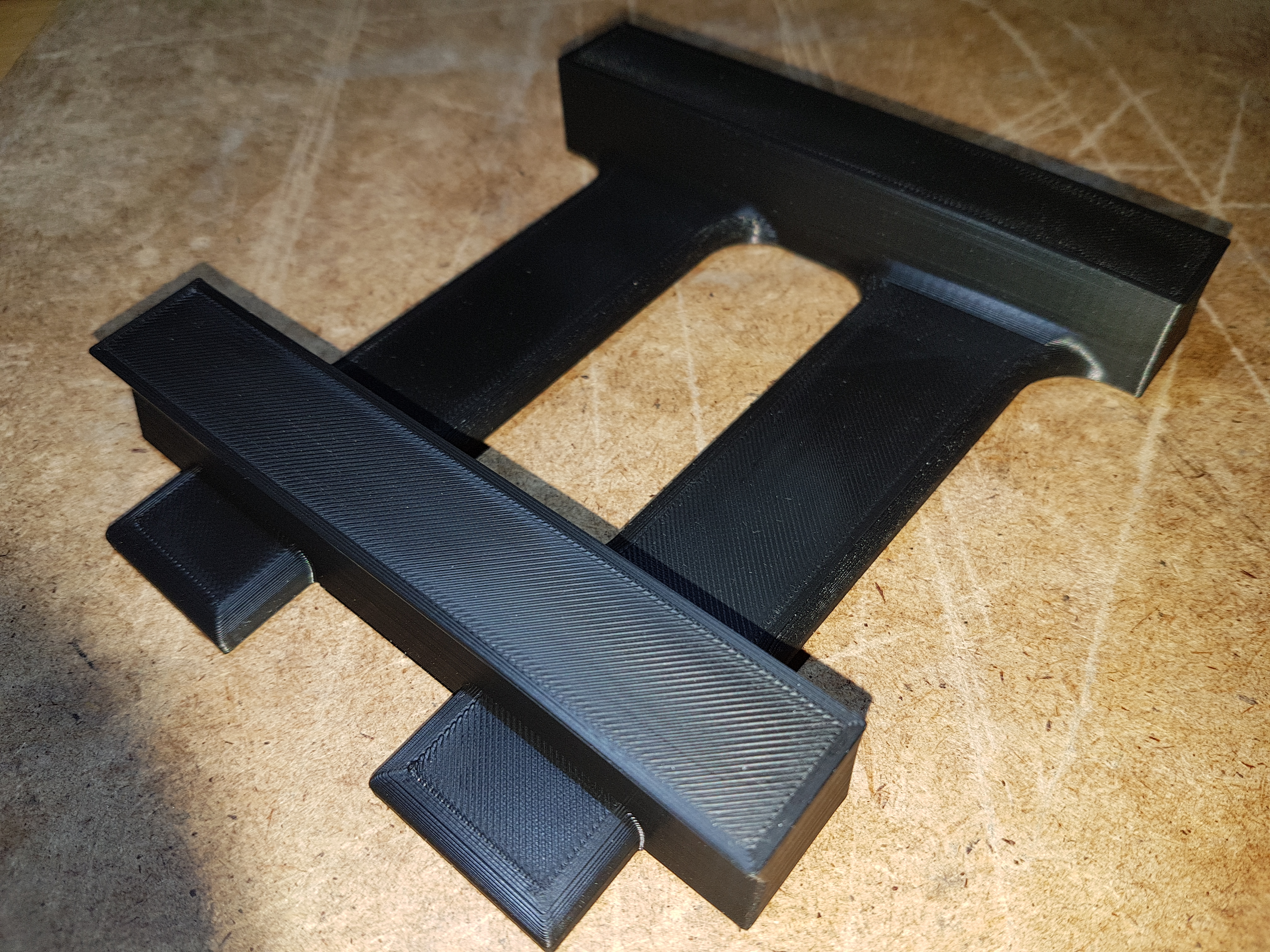
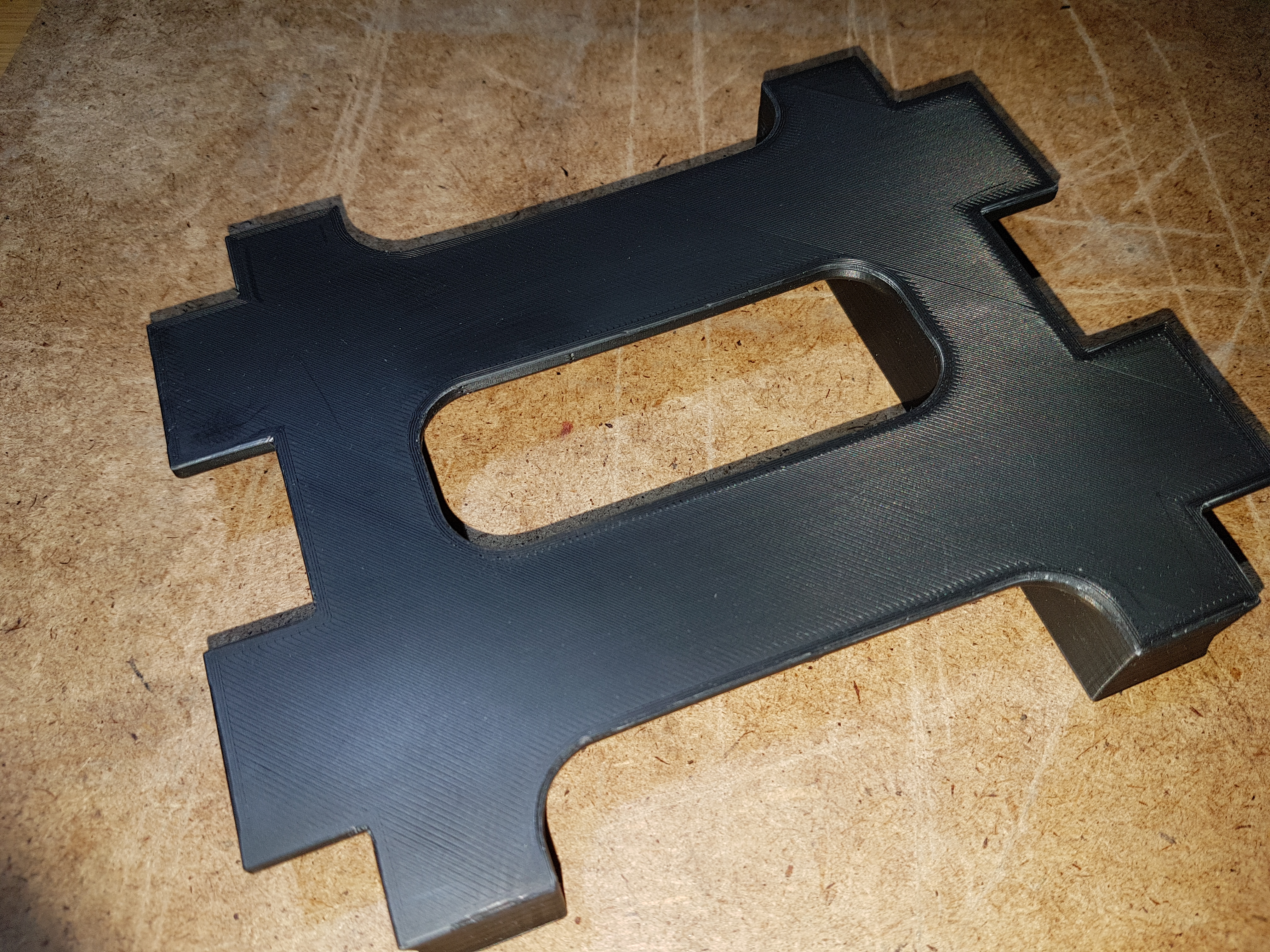
Das Ergebnis ist zwar nicht perfekt, aber mit einer "Unebenheit" (an den Randzonen) von ca. 0.5mm war ich soweit zufrieden. Konstruktiv angebrachte "Mäuseohren" an den Ecken und Brim haben auch das ihrige dazu getan. In Deinem Fall würde ich großzügige ca. 0.5mm hohe Mäuseohren konstruktiv (CAD) anbauen, damit sich der Effekt möglichst weit nach außen verschiebt. Diese lassen sich nach dem Druck relativ leicht mit einem Cuttermesser entfernen.
Was auch noch wichtig wäre: Das Bauteil nach dem Druck auf dem Druckbett auf Raumtemperatur abkühlen lassen.
Wenn gar nichts hilft, würde ich mich an den Prusachat wenden. Die verkaufen das Filament und haben sicherlich gute Tipps parat.
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Wrapping Probleme
Hallo,
ich hatte an meinem Mini+ mit dem weißen ABS von Prusa (ABS-T) genau die gleichen Probleme. Das Material war einfach unheimlich schwer zu bendigen. Ich dachte schon ich müsste ABS aufgeben. Am Ende hat sich jedoch herausgestellt, dass jedes andere ABS welches ich getesten habe (Polymaker, FormFotura oder Verbatim) sich 1000 mal besser verhält als das von Prusa. Jetzt gehört ABS zu meinen beliebtesten Filamenten und lässt sich mit etwas Raft und einer kleinen Trennschicht an Papierleim traumhaft im Gehäuse drucken. Ich weiß nicht woran es lag - aber verzweilfe bei dem Zeug nicht. Es will einfach nicht!
LG
Carl
Prusa Mini+ mit Druckkabine