Erfolgreiches Drucken von ABS mit dem Prusa Mini
Hey,
ich habe schon oftmals gehört, dass der Prusa Mini nicht in der Lage sein soll ABS / ASA und dergleichen zu drucken. Vor kurzem habe ich mich in die "Voron" Drucker verliebt und bin momentan dabei mir sämtliche Komponenten für diesen zu kaufen. Ein Großteil der Komponenten wird 3D-gedruckt und erfordert ABS. Zum einen aufgrund des abgeschlossenen Bauraums (es sind Temperaturen über 60° zu erwarten, Halterungen von Steppern sehen noch höhere Temperaturen) und zum anderen, da sämtliche Komponenten so konstruiert sind, dass das "Shrinking" von ABS berücksichtigt wird.
Ich habe in den letzten Wochen viel Erfahrung mit ABS gesammelt und würde diese gerne mit euch teilen, dass auch ihr positive Ergebnisse erzielen könnt, da die ein oder andere Anwendung die hohe Temperaturbeständigkeit benötigen könnte.
Tipp 1:
Nutzt hochwertiges Filament, welches sich bereits auf dem Markt bewährt hat. Meine Wahl fiel auf eSun ABS+. Es verhält sich mechanisch und thermisch relativ ähnlich zu ABS, lässt sich aufgrund von Additiven jedoch besser drucken. Speziell das schwarze Filament gefällt mir sehr gut.

Tipp 2:
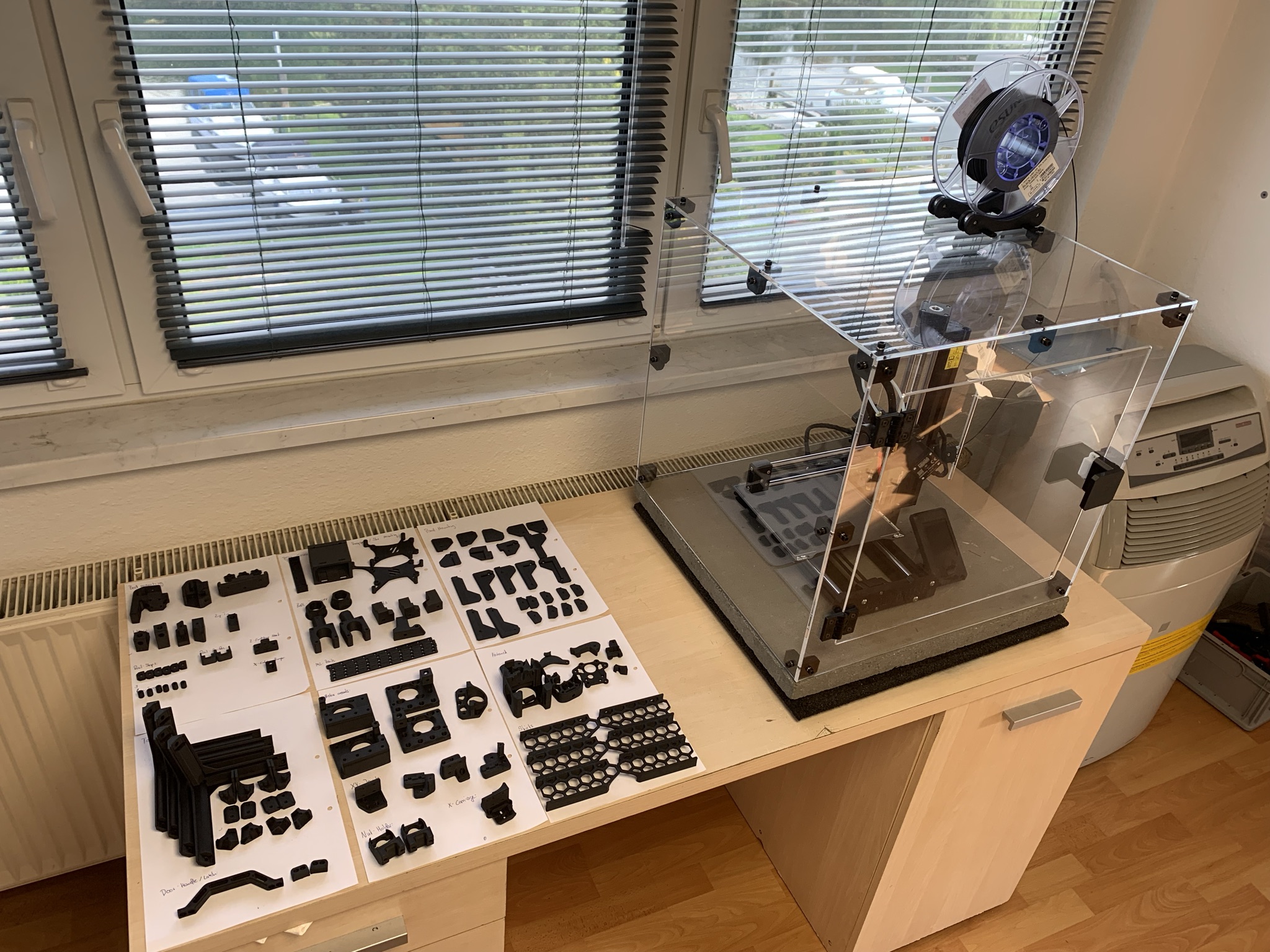
Ein Gehäuse ist meiner Meinung nach Pflicht. Die Vorteile der erhöhten Bauraumtemperatur sorgen dafür, dass die Parts weniger warpen. Ebenfalls werden die mechanischen Eigenschaften verbessert, im Speziellen die Layerhaftung. Ein großes Problem beim Drucken von ABS/ASA ist außerdem Zugluft. Allein das Öffnen der Tür des Raumes, in dem sich der Drucker befindet, kann bereits ausreichen, dass das Part anfängt zu warpen oder es zur Delaminierung der Layer kommt. Ich weiß nicht, ob man das hier posten darf, aber ich habe mich für folgendes Gehäuse entschieden und bin mit diesem völlig zufrieden:
https://www.ebay.de/itm/403182298629?hash=item5ddf89a605:g:zdMAAOSwJZ1g~COY
Tipp 3:
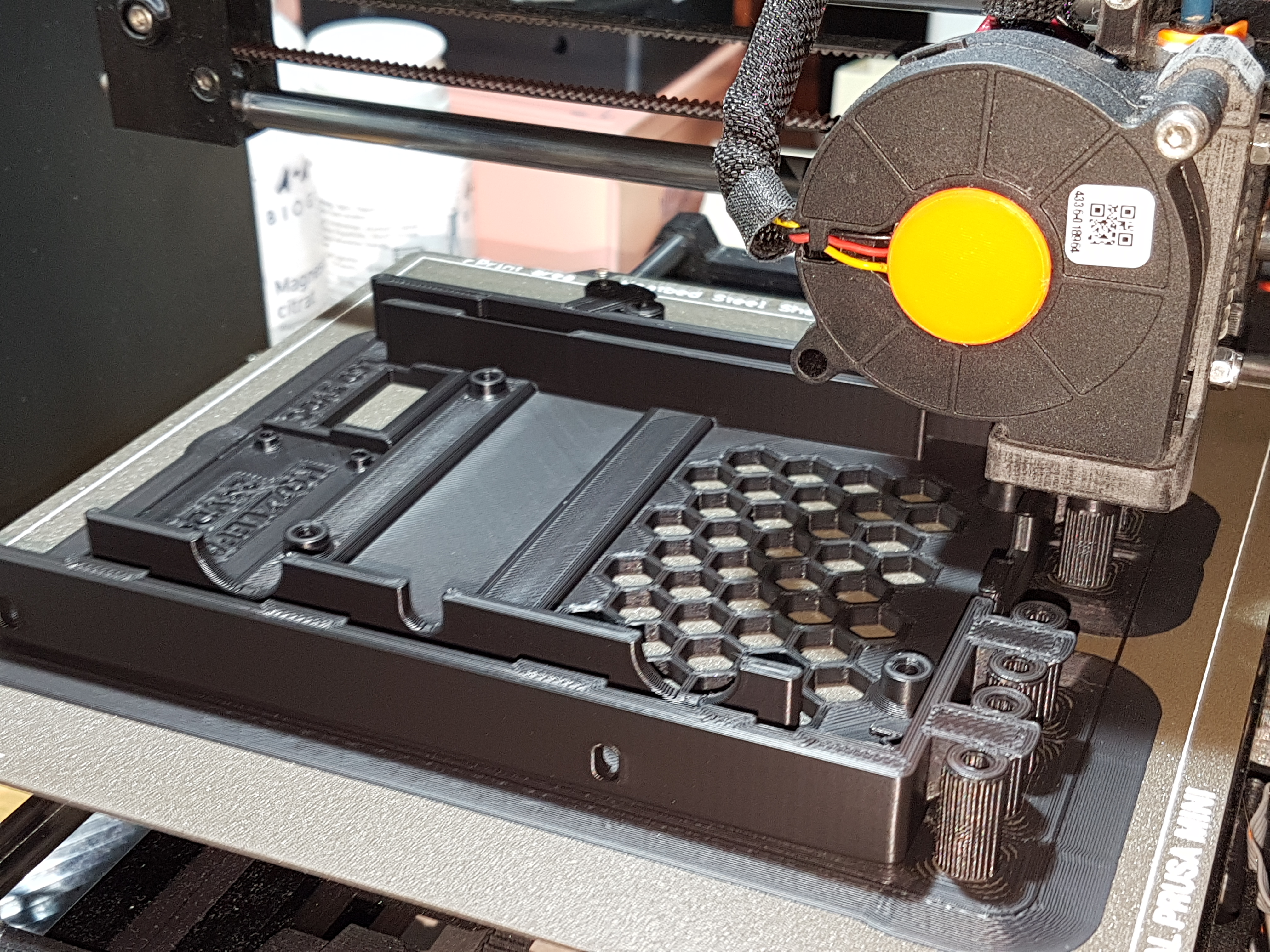
Nehmt das Textured PEI Sheet und seid beim Leveling ruhig sehr großzügig. Ich persönlich stelle den Z-Offset so ein, dass die Nozzle so tief ist, dass auf dem First Layer der Komponente nicht eine einzige Linie mehr zu erkennen ist. Ebenfalls der Übergang von den Wänden zum Solid Infill ist bei mir eine homogene Verteilung. Das hat den Vorteil der erhöhten Haftung und zusätzlich sieht es einfach geil aus.

Tipp 4:
Kalibriert eure E-Steps neu, da der Verzug von ABS deutlich stärker ist als der von PLA. Nur so könnt ihre eine gute Maßhaltigkeit der Komponenten gewährleisten.
Sämtliche Schritte, die ich bisher aufgezählt habe, sind meiner Meinung nach Grundlage für ein erfolgreiches Drucken mit ABS. Erst nachdem die Punkte eingehalten wurden, kann man sich Gedanken über die Slicer-Einstellungen machen. Die besten Slicer-Settings gleichen ein beschissenes Filament/Z-Offset nicht aus.
Tipp 5:
Bei der Temperatur vom Heizbett gibt es meiner Meinung nach keine zwei Meinungen. So heiß wie möglich, um möglichst viele Layer auf einer hohen Temperatur zu halten, sodass Warping minimiert wird. Es hat ebenfalls den Vorteil, dass das Gehäuse eine höhere Temperatur erzeugt. Dementsprechend Heizbetttemperatur --> 100°C.
Tipp 6:
Bei der Hotend-Temperatur lässt es sich streiten. Hohe Temperaturen sorgen typischerweise für eine bessere Layerhaftung und somit für bessere mechanische Eigenschaften. Aus diesem Grund habe ich das Material auf 260°C gedruckt und nicht ein einziges Mal Probleme mit Delaminierung erlebt.
Desto wärmer das Material jedoch beim Extrudieren ist, desto stärker kann es sich abkühlen und somit zu Warping führen. Bei diesem Punkt muss man selber Erfahrungen sammeln und das Optimum aus Warping und mechanischer Festigkeit ermitteln. (Ich hatte kein Problem mit Warping)
Tipp 7:
Die Lüftergeschwindigkeit sollte in jedem Fall so gering wie möglich sein! Sowohl die Maßhaltigkeit, das Warping als auch die mechanische Stabilität werden negativ von einer hohen Lüfterdrehzahl beeinflusst. Lediglich bei Komponenten mit starken Überhängen habe ich den Lüfter bei maximal 35 % laufen lassen.
Solltet ihr die Tipps einhalten, so seid ihr in der Lage ABS reproduzierbar und maßhaltig zu drucken. Sämtliche Komponenten konnte ich mit 4 Walls, 5 Solid Top und Bottom Layers sowie 40% Infill erfolgreich drucken.
Eric
Electrical EngineerWorking on master’s degree in electrical engineering
RE: Erfolgreiches Drucken von ABS mit dem Prusa Mini
Sorry das ich hier den Thread aus der Versenkung hole, doch eine Frage habe ich. Mein Mini steht ebenfalls in einem Enclosure aber ich mache mir etwas sorgen um die Temperatur der Stepper Motoren. Kannst du eine Aussage treffen, wie warm deine Motoren werden wenn du im Enclosure druckst? Meine Motoren sind so im dreh bei 50 Grad, gefühlt ist das nen bissle viel oder?
Gruß Flo
RE:
Ein Stepper mit 50 °C sollte aus meiner Sicht keine Probleme erleiden - deutlich heikler ist hier Elektronik - insbesondere Komponenten wie Elektrolyt-Kondensatoren, die leiden bei solchen Temperaturen erheblich.
Was ist denn in einem Stepper drinnen: geblechte Kerne für den magnetischen Fluss, Magnete und Lager und Doppellackdraht für die Wicklungen im Motor - ich würde mir da um die Stepper keine wirklichen Sorgen machen.
Alles bis 80 oder 90°C sollte der Motor aushalten können,
lg, Clemens
Mini, i3 MK2.5S, i3 MK4, CClone (Eigenbau)
RE: Erfolgreiches Drucken von ABS mit dem Prusa Mini
@abstractFlo
wie warm wird dann deine Einhausung beim ABS drucken? Oder sorgst du nur für den Schutz vor Zugluft?
LG
Carl
Prusa Mini+ mit Druckkabine
RE: Erfolgreiches Drucken von ABS mit dem Prusa Mini
Also aktuell liegt sie bei ca. 38-39 Grad. Drucke bei 250/100 Grad. Man muss dazu sagen, ich habe einfach nen Gehäuse aus 8mm MDF Platten zusammen genagelt und vorne ne Plexiglas Scheibe drin. Er druckt wirklich gut keine Frage, nur habe ich etwas "angst" um die Elektronik wenn mal nen Druck über Nacht geht oder über mehrere Stunden was ja durchaus passieren kann.
RE:
Die Motoren vertragen schon mal bis 100 Grad C. oder etwas mehr. Problematisch wird's eher beim Extrudermotor. Der Überträgt die Wärme auf die Antriebsritzel und lässt das Filament erweichen, was besonders bei PLA ein Problem darstellt.
Ich hatte beim Extrudermotor Temp. von 60 Grad C. gemessen. Nach der Montage eines Lüfters (Noctua), konnte ich die Betriebstemp. auf 45 Grad C. senken. Von PLA bis PEEK läuft nun alles problemlos.
Wie Clemens schon meinte - die Elektronik ist da wesentlich empfindlicher, deshalb gut belüften oder ausserhalb der "Hitzekammer" positionieren.
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Erfolgreiches Drucken von ABS mit dem Prusa Mini
Aber wie soll ich die Elektronik ausserhalb positionieren bei einem Mini?
RE:
Das eine ist die Physische Trennung, durch Verlegung nach außen. Bedingt einigen Aufwand. Die andere Möglichkeit ist die Thermische Trennung, zum Innenraum. So habe ich das mit unseren MK3S+ gemacht. Am Netzteil hat es der Hersteller des Encloser-Gehäuses ja schon umgesetzt. Ich habe auf Höhe des Boards eine Öffnung in den Encloser gemacht und dafür eine Blende und einen Kanal designed. In der Blende habe ich gleich noch Lüfteraufnahmen rein designed. Allerdings brauche ich Sie nicht. Wenn, müßten es ganz schwache sein, die Rückwand der Elektronik als geschlossenes Teil designed mit oben einer Abluft. Damit hätte man die Wärme der Elektronik abgeführt und gleichzeitig eine leichte Bauraumheizung mit realisiert. Aber, wie gesagt, schwach und nach oben. Keinesfalls in den Druckbereich. Das führt nur zu Verwirbelungen, Abschattungen und Windchill-Effekt an angestrahlten Flächen - also unkontrollierbares Warping...
Sieht so aus wie im Bild...
Gruß, Digibike
RE: Erfolgreiches Drucken von ABS mit dem Prusa Mini
Ich habe meinen Mini in keinem Gehäuse gelagert und drucke damit regelmässig ABS und ASA.

Geht auch ganz gut ohne Gehäuse. Leiches Warping lässt sich auch mit Gehäuse nicht ganz vermeiden.
Falls man aber aus verschiedenen Gründen doch ein Gehäuse verwenden will (Klima, Geruch, Lärm...), könntest Du evtl. erwägen das Buddyboard zu kühlen. Beim Druck von PLA darauf achten, dass die Gehäusetemp. nicht viel über 30 Grad C. wandert, da sonst Filament- Transportprobleme auftreten könnten.
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Erfolgreiches Drucken von ABS mit dem Prusa Mini
also ich habe deutlich mehr warping auch mir gehäuse XD, aber ich drucke ohne brim, eventuell sollte ich das mal versuchen.
Ich danke euch allen für die Tipps und Tricks und ich werde wohl mein CAD mal raussuchen und mein Enclosure etwas überarbeiten XD
RE: Erfolgreiches Drucken von ABS mit dem Prusa Mini
@abstractFlo dabei gilt aber auch anzumerken, dass karl-herbert das ganze auf einem anderen Niveau betreibt. Ich staune jedes mal wieder wie gut er das gehändelt bekommt - selber bin ich noch nicht so weit.
@karl-herbert welches Filament nutzt du für deine ASA und ABS drucke?
LG
Carl
Prusa Mini+ mit Druckkabine
RE: Erfolgreiches Drucken von ABS mit dem Prusa Mini
Ja da gebe ich dir recht, das sieht schon beeindruckend aus. Allerdings habe ich noch ganz andere Probleme mit meinem Mini, welche aber nicht in diesen Thread gehören. Selbst der Prusa Support kann dabei nicht helfen :/
RE: Erfolgreiches Drucken von ABS mit dem Prusa Mini
Also, ich koche auch nur mit Wasser 😊
Ich investiere viel Zeit und Geduld in die Technik und Software. Manchmal dauert es eine Weile zum Ziel. Was ich auch toll finde - man lernt ständig dazu. Lebenslanges Lernen sozusagen.
Zum Filament: Man glaubt es kaum, aber ich verdrucke in großen Mengen das ASA und ABS (Galaxy) von Prusa. Damit lassen sich maßgenaue und optisch ansprechende Bauteile fertigen. Einziger Nachteil - die gedruckten Teile sind eher spröde, was aber bei ASA nichts ungewöhnliches ist. Warping hält sich in Grenzen, ist aber auch vorhanden.
Brim, Ohren, Windschutz oder eine Druckereinhausung würde ich empfehlen. Bett Temp. eher höher, Düsentemp. eher niedriger wählen. Speed auch eher niedriger (40mm/s). Die Werte können von Drucker zu Drucker abweichen.
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Erfolgreiches Drucken von ABS mit dem Prusa Mini
Dann werde ich mal nachher nen neuen Thread erstellen, mit den aktuellem Problem bei meinen 2 Minis. Denn habe mittlerweile auch etliche Tage damit verbracht irgendwie das Problem in den Griff zu bekommen, aber es verschwindet einfach nicht :/